You might also like
- Norma AWS D1.1Document10 pagesNorma AWS D1.1Gabriela EstradaNo ratings yet
- Clasificacion de Electrodo-FcawDocument4 pagesClasificacion de Electrodo-FcawEddieJhonC.OrdoñoNo ratings yet
- Examen Recuperacion 2 - FcawDocument5 pagesExamen Recuperacion 2 - FcawFrancisco BanderaNo ratings yet
- Procesos de Soldadura-Soldadura A Tope Con Bisel en V N 7Document21 pagesProcesos de Soldadura-Soldadura A Tope Con Bisel en V N 7paredessegur0% (1)
- 4 - Introduccion, Terminologia y Simbolos de SoldaduraDocument59 pages4 - Introduccion, Terminologia y Simbolos de SoldaduraJeison BedoyaNo ratings yet
- Diagrama Schaffler Con Ejercicios ResueltosDocument20 pagesDiagrama Schaffler Con Ejercicios ResueltosFrancisco GarciaNo ratings yet
- Teoria y Fundamentos GTAW+claveDocument49 pagesTeoria y Fundamentos GTAW+claveHernan AlvarezNo ratings yet
- Avance Del Foro Plasma 2Document2 pagesAvance Del Foro Plasma 2delhuXD xNo ratings yet
- Comparacion de Procesos de Soldadura Gmaw, Fcaw y McawDocument5 pagesComparacion de Procesos de Soldadura Gmaw, Fcaw y McawAnonymous m43RBxOVZ2No ratings yet
- Soldadura OxiacetilinicaDocument9 pagesSoldadura OxiacetilinicapauloNo ratings yet
- Angulos para SoldarDocument87 pagesAngulos para SoldarAlex Mendoza Miranda75% (4)
- Soldadura Oxiacetilenica IIDocument18 pagesSoldadura Oxiacetilenica IIRicardo PeraltaNo ratings yet
- Ensayo de la chispa aceros UNSADocument18 pagesEnsayo de la chispa aceros UNSADaniel CarlosNo ratings yet
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDocument18 pagesInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianNo ratings yet
- Libro VI - Corte Por PlasmaDocument4 pagesLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZNo ratings yet
- Soldaduras Especiales PDFDocument12 pagesSoldaduras Especiales PDFLuis Gutierrez100% (3)
- Practica 1Document12 pagesPractica 1VladyNo ratings yet
- FCAWDocument10 pagesFCAWCarlos Cayo100% (1)
- Saw Arco SumergidoDocument106 pagesSaw Arco SumergidoPablo Leal Aguero100% (1)
- Figura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxDocument50 pagesFigura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxJonathan OlavarriaNo ratings yet
- NTC 3568 Metal de Aporte para Soldeo PDFDocument22 pagesNTC 3568 Metal de Aporte para Soldeo PDFjavoidea696526No ratings yet
- Cuestionario Gmaw PDFDocument4 pagesCuestionario Gmaw PDFrober900401No ratings yet
- Material de Aporte GmawDocument9 pagesMaterial de Aporte GmawAlex GonzálezNo ratings yet
- Soldadura Por Proceso Gmaw Marco TeoricoDocument5 pagesSoldadura Por Proceso Gmaw Marco TeoricoSebastián SánchezNo ratings yet
- Proceso MCAWDocument38 pagesProceso MCAWJE JosephNo ratings yet
- Msed Msed-419 TrabajofinalDocument3 pagesMsed Msed-419 TrabajofinaldelhuXD xNo ratings yet
- Gases Utilizados en Corte PlasmaDocument7 pagesGases Utilizados en Corte PlasmaJhonatan Paolo Sosa PauliniNo ratings yet
- Scwi Geometria de Los Cordones de SoldaduraDocument2 pagesScwi Geometria de Los Cordones de SoldaduraCARLOS NAVARRETENo ratings yet
- Soldadura Smaw Variacion de Parametros ElectricosDocument7 pagesSoldadura Smaw Variacion de Parametros ElectricosdcaraballopNo ratings yet
- Manual Soldadura SmawDocument49 pagesManual Soldadura SmawPobre PerritoNo ratings yet
- Juntas soldadas y símbolos AWSDocument12 pagesJuntas soldadas y símbolos AWSAndrés Toala50% (2)
- Contenido de Carbono EquivalenteDocument2 pagesContenido de Carbono Equivalenteabraham.rodriguez.cwi246100% (1)
- Diagrama de GranvilleDocument3 pagesDiagrama de GranvilleFaby Saucedo100% (1)
- Alambres Electrodos GmawDocument12 pagesAlambres Electrodos GmawJulian MarinNo ratings yet
- Curso SAWDocument71 pagesCurso SAWGerardo CastilloNo ratings yet
- Defectos 2Document34 pagesDefectos 2francescoNo ratings yet
- Física de La SoldaduraDocument16 pagesFísica de La SoldaduraPaTo VeAs ChAuNo ratings yet
- Preguntas de inspección de soldadura GTAW y GMAWDocument57 pagesPreguntas de inspección de soldadura GTAW y GMAWmarhoy9No ratings yet
- Acero 1018Document15 pagesAcero 1018Antonio CasillasNo ratings yet
- Fcaw TR1Document10 pagesFcaw TR1takeo Ramos chaconNo ratings yet
- Proceso de Soldadura de Hierro Colado o FundidoDocument18 pagesProceso de Soldadura de Hierro Colado o FundidoCarlos Guillermo Ordóñez Mayorga100% (1)
- Laboratorio 2 - SmawDocument14 pagesLaboratorio 2 - SmawCarlosArenasMendozaNo ratings yet
- Electrodos Utilizados en El Proceso GMAWDocument8 pagesElectrodos Utilizados en El Proceso GMAWFAUSTO CARDENAS100% (1)
- Pernos y SoldaduraDocument18 pagesPernos y Soldaduraandrewww07100% (1)
- Soldadura SmawDocument21 pagesSoldadura SmawRichard HANo ratings yet
- Informe 2 Pràctica de Oxiacetileno (OAW)Document9 pagesInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísNo ratings yet
- Preguntas CementacionDocument4 pagesPreguntas CementacionSantiago GarciaNo ratings yet
- Factores que han llevado al mayor uso de soldadura FCAWDocument5 pagesFactores que han llevado al mayor uso de soldadura FCAWjeefreyNo ratings yet
- 7 Ejercicios SimbologíaDocument3 pages7 Ejercicios SimbologíaMau Atenas PerezNo ratings yet
- Corte Con Arco de Carbono CACDocument5 pagesCorte Con Arco de Carbono CACAlberto JaraNo ratings yet
- Planchas y perfiles de acero: tipos y usosDocument9 pagesPlanchas y perfiles de acero: tipos y usosBrandon Ulloa AvalosNo ratings yet
- Boquilla Corte OxipropanoDocument10 pagesBoquilla Corte OxipropanoGrisel Mondalgo ValdiviaNo ratings yet
- Informe SMAW soldadura electrodoDocument11 pagesInforme SMAW soldadura electrodoJose Aguirre100% (1)
- Aplicación de La Norma Iso en Los Procesos de Soldadura1Document13 pagesAplicación de La Norma Iso en Los Procesos de Soldadura1yohayjoNo ratings yet
- Reporte Práctica MIGDocument8 pagesReporte Práctica MIGmanu elmerNo ratings yet
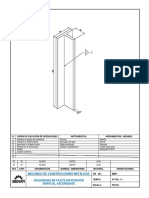
- Hoja de Tarea en Filete Vertical AscendenteDocument5 pagesHoja de Tarea en Filete Vertical AscendentecarlosNo ratings yet
- Técnica de soldadura MIG corto circuitoDocument3 pagesTécnica de soldadura MIG corto circuitoAlexander Muñoz SánchezNo ratings yet
- Proceso de Soldadura MigDocument21 pagesProceso de Soldadura MigEndher RojasNo ratings yet
- Soldadura MIG-MAG: Principios y modos de transferenciaDocument18 pagesSoldadura MIG-MAG: Principios y modos de transferenciamarius moldovanNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- S5 DiseñoArquitecturaDocument30 pagesS5 DiseñoArquitecturaFred CalderonNo ratings yet
- Motores de Combustion InternaDocument2 pagesMotores de Combustion InternaFred CalderonNo ratings yet
- Delgado Marco Sistema ExtraccionDocument114 pagesDelgado Marco Sistema ExtraccionFred CalderonNo ratings yet
- Tipos de DiferencialDocument42 pagesTipos de DiferencialFred Calderon44% (9)
- MOTORES de COMBUSTIÓN INTERNA 2015-2 Sesion 11 Inyectores e Inyeccion ElectronicaDocument77 pagesMOTORES de COMBUSTIÓN INTERNA 2015-2 Sesion 11 Inyectores e Inyeccion ElectronicaFred CalderonNo ratings yet
- Roncal Julio Diseño Gripper Brazo RobotDocument110 pagesRoncal Julio Diseño Gripper Brazo RobotFred CalderonNo ratings yet
- 1 - Bomba Rot.Document8 pages1 - Bomba Rot.Fred CalderonNo ratings yet
- Caudalimetro y Tubo de Pitot Informe PDFDocument15 pagesCaudalimetro y Tubo de Pitot Informe PDFAlvaro SegoviaNo ratings yet
- La PerforadoraDocument66 pagesLa PerforadoraFred Calderon100% (2)
- Curso Hidraulica Basica Maquinaria Pesada PDFDocument28 pagesCurso Hidraulica Basica Maquinaria Pesada PDFEduardo EspinosaNo ratings yet
- Gestion de Proyectos Informe FinalDocument42 pagesGestion de Proyectos Informe FinalFred CalderonNo ratings yet
- Paso A Paso PDFDocument5 pagesPaso A Paso PDFLuIs GonzalezNo ratings yet
- Curso Principios Hidraulica Funcionamiento Presion Cilindro Motor Multiplicador FuerzasDocument22 pagesCurso Principios Hidraulica Funcionamiento Presion Cilindro Motor Multiplicador FuerzasFred CalderonNo ratings yet
- Laboratorio #4 Costos DiferencialesfredDocument8 pagesLaboratorio #4 Costos DiferencialesfredFred CalderonNo ratings yet
- Marcador de PiezasDocument11 pagesMarcador de PiezasFred CalderonNo ratings yet
- Pruebas y Ajustes Cat 3126Document119 pagesPruebas y Ajustes Cat 3126Henry Rodriguez89% (61)
- Diapositivas Casi TerminoDocument13 pagesDiapositivas Casi TerminoFred CalderonNo ratings yet
- Ciclo de Vida de Los EquiposDocument29 pagesCiclo de Vida de Los EquiposFred CalderonNo ratings yet
- FORMATO DE INFORME DE LABORATORIOcompleto FISICA Con BliografiaDocument16 pagesFORMATO DE INFORME DE LABORATORIOcompleto FISICA Con BliografiaFred CalderonNo ratings yet
- Texto 9Document79 pagesTexto 9Fred CalderonNo ratings yet
- Texto 6 TesupDocument12 pagesTexto 6 TesupFred CalderonNo ratings yet
- Selección de La Bomba Centrífuga AdecuadaDocument4 pagesSelección de La Bomba Centrífuga AdecuadaHans QCNo ratings yet
- 02 Comprobaciones Electricas en Las Maquinas CatDocument26 pages02 Comprobaciones Electricas en Las Maquinas CatFred CalderonNo ratings yet
- 02 Comprobaciones Electricas en Las Maquinas CatDocument26 pages02 Comprobaciones Electricas en Las Maquinas CatFred CalderonNo ratings yet
- Articulo Cicyt Apoveda RCMDocument6 pagesArticulo Cicyt Apoveda RCMEdwin OrellanaNo ratings yet
- Manual Controles Operacion Motoniveladora 16m CaterpillarDocument44 pagesManual Controles Operacion Motoniveladora 16m CaterpillarFred Calderon100% (1)
- Actividad Video Laboratorio FisicaDocument3 pagesActividad Video Laboratorio FisicaFred CalderonNo ratings yet
- Imforme 8 FisicaDocument16 pagesImforme 8 FisicaFred CalderonNo ratings yet
- Lab - 01 Seguridad - 2013-1Document15 pagesLab - 01 Seguridad - 2013-1Fred CalderonNo ratings yet
- Actividad - MonografiaDocument3 pagesActividad - MonografiaFlavio FernandezNo ratings yet
- Formato de Tareas Extra - AnalogicasDocument8 pagesFormato de Tareas Extra - AnalogicasJuan Gabriel Jimenez MerinoNo ratings yet
- HH CuencasDocument20 pagesHH CuencasbladiNo ratings yet
- Protocolo ATMDocument17 pagesProtocolo ATMDiego ChiapaNo ratings yet
- Guia de Repaso Fracciones, Potencias Raiz Cuadrada 8Document6 pagesGuia de Repaso Fracciones, Potencias Raiz Cuadrada 8Maria Laura FernándezNo ratings yet
- Bajo Las Tres TulpasDocument2 pagesBajo Las Tres TulpasgojoluNo ratings yet
- Patrones de asentamiento Salinar en Cerro SalturDocument45 pagesPatrones de asentamiento Salinar en Cerro SalturKelita Perez CubasNo ratings yet
- Ciniif 7Document16 pagesCiniif 7Blanca DccqNo ratings yet
- InterconductismoDocument38 pagesInterconductismoBianca A. Castro MataNo ratings yet
- Mr. JonesDocument10 pagesMr. JonesRoberto AguirreNo ratings yet
- Música prejardín explorar sonidosDocument14 pagesMúsica prejardín explorar sonidosEdwin Frey Contreras GomezNo ratings yet
- Organización y Planificación de ObrasDocument15 pagesOrganización y Planificación de Obrasnoemi enriquez bautista100% (1)
- Dinámica Atmosférica. Turbulencia PDFDocument44 pagesDinámica Atmosférica. Turbulencia PDFJuan Carlos SasintuñaNo ratings yet
- BadenesDocument56 pagesBadenesPaulo Cesar Atencia PopolizioNo ratings yet
- Redes 1Document16 pagesRedes 1Andres RomeroNo ratings yet
- Tema 19. Cinetica de La Respuesta Farmacologica OCWDocument40 pagesTema 19. Cinetica de La Respuesta Farmacologica OCWrolandoNo ratings yet
- Pets-Ingreso Descarga de MaterialesDocument8 pagesPets-Ingreso Descarga de MaterialesAitana CasimiroNo ratings yet
- Ley JohannaDocument11 pagesLey JohannaEl Teclado [www.elteclado.com.ar]No ratings yet
- 1 Generalidades OytDocument40 pages1 Generalidades OytKARLA NOELIA DIAZ MURILLONo ratings yet
- Teg-1Document40 pagesTeg-1yasmir velizNo ratings yet
- El libre albedrío es una nadaDocument236 pagesEl libre albedrío es una nadaJonatan DanieleNo ratings yet
- Excel para Contadores y Administradores.Document4 pagesExcel para Contadores y Administradores.danielaNo ratings yet
- Preparación y EmpaqueDocument79 pagesPreparación y EmpaqueMonica100% (1)
- Autosanacion Visualizacion Curativa Control CognitivoDocument12 pagesAutosanacion Visualizacion Curativa Control CognitivomacuNo ratings yet
- Rúbrica Del Mapa MentalDocument2 pagesRúbrica Del Mapa MentalVazquez Cpsi Silvia100% (1)
- Tema 1 - 1ra Aceites EsencialesDocument7 pagesTema 1 - 1ra Aceites EsencialesINGRITH STEFANY CHAVEZ ALARC�NNo ratings yet
- INFOGRAFIADocument2 pagesINFOGRAFIAAlexander PinedaNo ratings yet
- Ejemplos retención percepción detracción IGVDocument6 pagesEjemplos retención percepción detracción IGVJedar RiveraNo ratings yet
- F00011661-Latinobarometro 2020 Cuestionario EspDocument7 pagesF00011661-Latinobarometro 2020 Cuestionario EspJosé Alexandre Silva JúniorNo ratings yet
- Tema Epidemiología NutricionalDocument22 pagesTema Epidemiología NutricionalAsun RMNo ratings yet