You might also like
- ICT Skills Full Book PDFDocument411 pagesICT Skills Full Book PDFTGrey02783% (47)
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocument24 pagesMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoNo ratings yet
- Advanced Melting TechnologiesDocument52 pagesAdvanced Melting TechnologiesRam Charan100% (1)
- Optimizing hardenability of high chromium white cast ironDocument4 pagesOptimizing hardenability of high chromium white cast ironanruloNo ratings yet
- 4 Start-Up Procedures: 4.1 Mounting InstructionsDocument21 pages4 Start-Up Procedures: 4.1 Mounting InstructionsNguyễn Văn HùngNo ratings yet
- Harmonized "Cluster" Document: Service Fasteners Property Classes of SpecialDocument7 pagesHarmonized "Cluster" Document: Service Fasteners Property Classes of SpecialCeliaNo ratings yet
- Vacuum Metallurgy & Secondary SteelmakingDocument18 pagesVacuum Metallurgy & Secondary Steelmakingdroy21No ratings yet
- Gray IronDocument9 pagesGray Ironiamraghu2309No ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument9 pagesIronmaking and Steelmaking Theory and PracticeRasul BzNo ratings yet
- 1006 Casting ProblemsDocument113 pages1006 Casting ProblemsParam SaxenaNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Inoculation in Grey IronDocument2 pagesInoculation in Grey Ironmarcotulio123No ratings yet
- Colour Metallography of Cast IronDocument9 pagesColour Metallography of Cast IronJoaquim Pedroso SilvaNo ratings yet
- Induction Heat Treating: Richard E. HaimbaughDocument14 pagesInduction Heat Treating: Richard E. HaimbaughKamil IbraNo ratings yet
- Steel Making - Open-Hearth TehniqueDocument5 pagesSteel Making - Open-Hearth TehniqueMarcelo Rodriguez FujimotoNo ratings yet
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNo ratings yet
- Dictionary of Metal TerminologyDocument59 pagesDictionary of Metal TerminologyyogeshNo ratings yet
- 1.the Basics of Ferrous MetallurgyDocument83 pages1.the Basics of Ferrous MetallurgyfenasikerimNo ratings yet
- Metallurgical Properties of Cast IronsDocument21 pagesMetallurgical Properties of Cast IronsAleš NagodeNo ratings yet
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDocument6 pagesUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Wilder GetterDocument13 pagesWilder GetterFerhat Bozduman100% (1)
- 4 Presentacion EAF - Technology and ProcessDocument32 pages4 Presentacion EAF - Technology and Processjonathan arboledaNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Lead-Tin Phase EquilibirumDocument19 pagesLead-Tin Phase Equilibirummenonharsh91% (11)
- Cast iron microstructures and propertiesDocument8 pagesCast iron microstructures and propertiesAlberto LunaNo ratings yet
- Cast Iron MicrostructuresDocument41 pagesCast Iron MicrostructuresNeo TarunNo ratings yet
- Inclusion in Cast SteelDocument42 pagesInclusion in Cast SteelAnonymous w6v7JWfr5100% (1)
- Steel Cleanliness PaperDocument34 pagesSteel Cleanliness PaperyanuarNo ratings yet
- Inclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyDocument20 pagesInclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyemregnesNo ratings yet
- Hsla SteelDocument22 pagesHsla SteelriteshbarmanNo ratings yet
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDocument26 pagesMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNo ratings yet
- Effect of heat treatment on spring steel microstructures and propertiesDocument7 pagesEffect of heat treatment on spring steel microstructures and propertiesMahmood KhanNo ratings yet
- Effect of Alloying Elements On Steel Properties (SubsTech)Document2 pagesEffect of Alloying Elements On Steel Properties (SubsTech)hguptabhel100% (1)
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- Crucible Furnace Some MoreDocument2 pagesCrucible Furnace Some MorePrashanth BnNo ratings yet
- Use of Silicon Carbide in Induction in Induction FurnaceDocument2 pagesUse of Silicon Carbide in Induction in Induction FurnacemkraijadaNo ratings yet
- Titanium Alloy GuideDocument48 pagesTitanium Alloy GuidePatrick DominguezNo ratings yet
- Metals and How To Weld Nickel Alloys Like Inconel 718Document39 pagesMetals and How To Weld Nickel Alloys Like Inconel 718Erick Hogan100% (1)
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Steel MakingDocument28 pagesSteel Makingsatish_trivediNo ratings yet
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Proto Type Arc FurnaceDocument5 pagesProto Type Arc FurnaceMoudeh ToumaNo ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Indian Steel Making ProcessesDocument10 pagesIndian Steel Making ProcessesSarbajitManna100% (1)
- How Cupola Furnaces Melt Cast IronDocument13 pagesHow Cupola Furnaces Melt Cast IronRahul RaiNo ratings yet
- Advances in The Metallurgy and Applications of ADIDocument18 pagesAdvances in The Metallurgy and Applications of ADISEP-PublisherNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Dictionary of Physical Metallurgy: In Five Languages: English, German, French, Russian and SpanishFrom EverandDictionary of Physical Metallurgy: In Five Languages: English, German, French, Russian and SpanishRating: 4 out of 5 stars4/5 (1)
- Cast Iron: Physical and Engineering PropertiesFrom EverandCast Iron: Physical and Engineering PropertiesRating: 5 out of 5 stars5/5 (1)
- Alloy And Microstructural DesignFrom EverandAlloy And Microstructural DesignJohn TienNo ratings yet
- To Say That What Follows Is Pure FictionDocument10 pagesTo Say That What Follows Is Pure FictionRonakPrajapatiNo ratings yet
- Modeling Chill Down in Cryogenic Transfer LinesDocument30 pagesModeling Chill Down in Cryogenic Transfer LinesTGrey027No ratings yet
- Modeling Chill Down in Cryogenic Transfer LinesDocument30 pagesModeling Chill Down in Cryogenic Transfer LinesTGrey027No ratings yet
- TSMBA 1 Getting StartedDocument20 pagesTSMBA 1 Getting StartedTGrey027No ratings yet
- Acceptance Tests For AMS Radiocarbon MeasurementDocument7 pagesAcceptance Tests For AMS Radiocarbon MeasurementTGrey027No ratings yet
- Route Map Sukd PDFDocument1 pageRoute Map Sukd PDFTGrey027No ratings yet
- FR CSME 2018 Engl1Document18 pagesFR CSME 2018 Engl1NDTVNo ratings yet
- Physics Proceedia Vol. 90Document3 pagesPhysics Proceedia Vol. 90TGrey027No ratings yet
- Advt 02 19 ORA Engl 0Document35 pagesAdvt 02 19 ORA Engl 0Anonymous FSjpYTcNo ratings yet
- Social DevelopmentDocument34 pagesSocial DevelopmentTGrey027No ratings yet
- Delhi RishikeshDocument1 pageDelhi RishikeshTGrey027No ratings yet
- Kedarnath Yatra Route Map 2018 - Road Map From Delhi To KedarnathDocument2 pagesKedarnath Yatra Route Map 2018 - Road Map From Delhi To KedarnathTGrey027No ratings yet
- TBL Paper Final PDFDocument52 pagesTBL Paper Final PDFTGrey027No ratings yet
- Route Map SurajkundDocument1 pageRoute Map SurajkundTGrey027No ratings yet
- Code of Ethics For EngineersDocument2 pagesCode of Ethics For EngineersSyed RaziuddinNo ratings yet
- UPSC Exam Schedule 2017Document1 pageUPSC Exam Schedule 2017kaifiahmedNo ratings yet
- NEWTON FORWARD INTERPOLATIONDocument27 pagesNEWTON FORWARD INTERPOLATIONkrkqualityNo ratings yet
- Fluid MechanicsDocument15 pagesFluid MechanicsTGrey027No ratings yet
- Reduces The Risk of A Driver Losing Control. Different Manufacturers Call ESC by Different Names, Some Include: - Esp - DSC - VDC - VSC - DSTC - AstcDocument6 pagesReduces The Risk of A Driver Losing Control. Different Manufacturers Call ESC by Different Names, Some Include: - Esp - DSC - VDC - VSC - DSTC - AstcTGrey027No ratings yet
- 1 2Document18 pages1 2Kaaya GodfreyNo ratings yet
- IES General Ability 2013Document20 pagesIES General Ability 2013Amit KarmakarNo ratings yet
- ESE Syllabus ME - Paper 2Document4 pagesESE Syllabus ME - Paper 2TGrey027No ratings yet
- UPSC Engineering Exam NoticeDocument25 pagesUPSC Engineering Exam NoticeMohitSinhaNo ratings yet
- Induction MotorDocument37 pagesInduction MotorTGrey027No ratings yet
- Thermodynamics, Cycles, IC Engines and Heat TransferDocument1 pageThermodynamics, Cycles, IC Engines and Heat TransfersharathbabuvNo ratings yet
- HTS MotorsDocument18 pagesHTS MotorsTGrey027100% (1)
- 1 - 6 Nptel Design NotesDocument9 pages1 - 6 Nptel Design NotesgirishnnaikNo ratings yet
- Nptel Design NotesDocument18 pagesNptel Design NotesgirishnnaikNo ratings yet
- Die Casting Guide: Processes, Advantages & ApplicationsDocument10 pagesDie Casting Guide: Processes, Advantages & ApplicationsJimyVillaNo ratings yet
- ASTM Valve Bolting SpecificationDocument2 pagesASTM Valve Bolting SpecificationDeepak UpadhyayNo ratings yet
- Failure Analyses of Six Cylinder Aircraft Engine CrankshaftsDocument18 pagesFailure Analyses of Six Cylinder Aircraft Engine CrankshaftsJonathan Hernandez100% (1)
- Mikrotest Op ManualDocument4 pagesMikrotest Op ManualmgmqroNo ratings yet
- Pengenalan Material Dan MetalurgiDocument3 pagesPengenalan Material Dan MetalurgiMugi MaulaNo ratings yet
- ASME B16.9 InterpretationDocument13 pagesASME B16.9 Interpretationkler_kathiaNo ratings yet
- Asme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFDocument4 pagesAsme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFElkin Dario Aguirre MesaNo ratings yet
- Defect in Casting For Amie Manufacturing Technology and Manufacturing ScienceDocument33 pagesDefect in Casting For Amie Manufacturing Technology and Manufacturing ScienceparameshwaranpraveenNo ratings yet
- Naamm Stair Manual FinalDocument126 pagesNaamm Stair Manual FinalChrisYapNo ratings yet
- TMT RebarsDocument15 pagesTMT RebarsMohan Dakshina0% (1)
- Magnetic Effects of Stainless SteelDocument2 pagesMagnetic Effects of Stainless SteelIkhsan LyNo ratings yet
- HW #10 Solutions Problem #1)Document5 pagesHW #10 Solutions Problem #1)radarskiNo ratings yet
- Bestolife, Now in India Call +91-98851-49412Document1 pageBestolife, Now in India Call +91-98851-49412Project Sales CorpNo ratings yet
- Powerpoint Templates: Metallic Materials Constraints for SpacecraftDocument71 pagesPowerpoint Templates: Metallic Materials Constraints for Spacecraftleila hanjani hanantoNo ratings yet
- Steel Structure and Performance FailuresDocument23 pagesSteel Structure and Performance FailuresSue IlaNo ratings yet
- Copper Alloy NotesDocument5 pagesCopper Alloy NotesSalem GarrabNo ratings yet
- Astm f436 Type 1Document1 pageAstm f436 Type 1seenudesignNo ratings yet
- Astm B 240-07 PDFDocument4 pagesAstm B 240-07 PDFRamsi AnkziNo ratings yet
- MTC's ARAMCODocument17 pagesMTC's ARAMCOMotahar NajiNo ratings yet
- Exploded assembly drawing caster parts listDocument1 pageExploded assembly drawing caster parts listlianaNo ratings yet
- Unit 7 Lesson 5 Wonderful World 3Document12 pagesUnit 7 Lesson 5 Wonderful World 3John SantosNo ratings yet
- API Schmidt BrettenDocument28 pagesAPI Schmidt Brettenvictor abrajan100% (1)
- Metallic Coated MC Structural S Zincform G250 Steel G250S SteelDocument2 pagesMetallic Coated MC Structural S Zincform G250 Steel G250S SteelIndu SoodNo ratings yet
- Welding Processes PresentationDocument101 pagesWelding Processes PresentationKentDemeterio100% (1)
- Joining ProcessDocument122 pagesJoining ProcessJackson ..No ratings yet
- Aisi 1020Document2 pagesAisi 1020Azhar HussainNo ratings yet
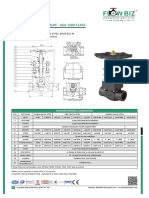
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 pagesFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.No ratings yet