You might also like
- The Rate-Limiting Mechanism For The Heterogeneous Burning of Cylindrical Iron RodsDocument39 pagesThe Rate-Limiting Mechanism For The Heterogeneous Burning of Cylindrical Iron RodsTeodoraNo ratings yet
- Paper Decarburization in Spring SteelDocument7 pagesPaper Decarburization in Spring SteelMauricio RodriguezNo ratings yet
- MST Viscosity Review 2014Document11 pagesMST Viscosity Review 2014Marco PlaysNo ratings yet
- Applsci 10 05101 v2Document18 pagesApplsci 10 05101 v2Ernesto D. AguirreNo ratings yet
- Characterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresDocument8 pagesCharacterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresLilian Jefferson MalavaziNo ratings yet
- Basic Principles of Sulfide Smelting and Converting With Oxygen-Rich GasDocument35 pagesBasic Principles of Sulfide Smelting and Converting With Oxygen-Rich GasAnisahicNo ratings yet
- Frequency and Amplitude Dependent Behaviour of Tangled Metal Wire DampersDocument15 pagesFrequency and Amplitude Dependent Behaviour of Tangled Metal Wire DampersJoakimNo ratings yet
- Laboratory Abrasion and Electrochemical TestDocument20 pagesLaboratory Abrasion and Electrochemical TestrodrigoNo ratings yet
- Research Article: The Solubility of Two Magnetite Powders in Oxalic Acid: Applicability of Empirical ModellingDocument7 pagesResearch Article: The Solubility of Two Magnetite Powders in Oxalic Acid: Applicability of Empirical ModellingDrSrujan Kumar ReddyNo ratings yet
- 1 s2.0 S0009250910004860 MainDocument12 pages1 s2.0 S0009250910004860 MainFares EhabNo ratings yet
- Impregnation Protocols On Alumina Beads For Controlling The Preparation of Supported Metal CatalystsDocument11 pagesImpregnation Protocols On Alumina Beads For Controlling The Preparation of Supported Metal CatalystsKARTIK KUMAR GOYALNo ratings yet
- Catalyst Manufacturing Science and Engineering Consortium (CMSEC)Document11 pagesCatalyst Manufacturing Science and Engineering Consortium (CMSEC)Reza RhiNo ratings yet
- Proceedings of The 5th Canmet/ACI International Conference On Superplasticizers and Other Chemical Admixtures in ConcreteDocument20 pagesProceedings of The 5th Canmet/ACI International Conference On Superplasticizers and Other Chemical Admixtures in ConcreteAbdelaziz HasnaouiNo ratings yet
- Nanotech Catal Kung CatTod2004Document6 pagesNanotech Catal Kung CatTod2004vazzoleralex6884No ratings yet
- Selective Oxidation of Glycerol Using Heterogeneous CatalystDocument3 pagesSelective Oxidation of Glycerol Using Heterogeneous CatalystPedro lopezNo ratings yet
- Full download book High Temperature Oxidation And Corrosion Of Metals Pdf pdfDocument41 pagesFull download book High Temperature Oxidation And Corrosion Of Metals Pdf pdfvonda.ives161100% (13)
- 10 1021@acs Chemrev 5b00373Document99 pages10 1021@acs Chemrev 5b00373edupibosNo ratings yet
- Characterization of Simple Magnetorheological Fluids With Potential Application in EngineeringDocument8 pagesCharacterization of Simple Magnetorheological Fluids With Potential Application in EngineeringCésar Darío MesquidaNo ratings yet
- Duplex Stainless Steel.Document14 pagesDuplex Stainless Steel.Muhammed SulfeekNo ratings yet
- Catalyst Manufacturing Science and Engineering Consortium (CMSEC)Document11 pagesCatalyst Manufacturing Science and Engineering Consortium (CMSEC)rizkiekanandaNo ratings yet
- 4-Q1-SCOPUS-Modeling of The Carburizing and Nitriding Processes PDFDocument10 pages4-Q1-SCOPUS-Modeling of The Carburizing and Nitriding Processes PDFEnriqe PuentesNo ratings yet
- Methods For Synthesis of NanoparticlesDocument20 pagesMethods For Synthesis of NanoparticlesKurtWatleyNo ratings yet
- 1001204_Oxidation and Reduction of Copper in Steam Generator Deposits_ Under Shutdown_ Layup_ and Startup ConditionsDocument139 pages1001204_Oxidation and Reduction of Copper in Steam Generator Deposits_ Under Shutdown_ Layup_ and Startup Conditionsegyptian_scientistNo ratings yet
- Sintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The SystemDocument27 pagesSintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The Systemedwardbloomcer06No ratings yet
- Testing and Modelling of Material Behaviour and Formability in Sheet Metal - FormingDocument23 pagesTesting and Modelling of Material Behaviour and Formability in Sheet Metal - Formingnitouch3564No ratings yet
- Ilovepdf MergedDocument13 pagesIlovepdf MergedMadhu CkNo ratings yet
- Engineering Science and Technology, An International JournalDocument7 pagesEngineering Science and Technology, An International JournalGil CastilloNo ratings yet
- Synthesis-Structure-Activity Relationships in Co O Catalyzed CO OxidationDocument12 pagesSynthesis-Structure-Activity Relationships in Co O Catalyzed CO OxidationmanuelNo ratings yet
- Clean Cast Steel Technology Improves QualityDocument61 pagesClean Cast Steel Technology Improves QualitySUNDRAMNAGANo ratings yet
- Uses of Oxygen ChemistryDocument16 pagesUses of Oxygen ChemistryalifbzulNo ratings yet
- Full Text 01Document72 pagesFull Text 01AttractPointNo ratings yet
- Synthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsDocument51 pagesSynthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsKhouloud baltiNo ratings yet
- Y. A. J. J. V.: Metallurgy of Reactions ADocument76 pagesY. A. J. J. V.: Metallurgy of Reactions ASaidmurod AkramovNo ratings yet
- Review Jurnal Modul 1 & 2Document9 pagesReview Jurnal Modul 1 & 2made andraNo ratings yet
- Jurnal Evap 121 PDFDocument8 pagesJurnal Evap 121 PDFanon_628260182No ratings yet
- International Journal of Heat and Mass Transfer: Hongze Wang, Yu ZouDocument13 pagesInternational Journal of Heat and Mass Transfer: Hongze Wang, Yu ZoukishoreNo ratings yet
- Dokumen - Tips - Thermo Oxidative Ageing of Elastomers A Modelling Approach Based On A FiniteDocument29 pagesDokumen - Tips - Thermo Oxidative Ageing of Elastomers A Modelling Approach Based On A FiniteThiago BaienseNo ratings yet
- Metals 12 00165Document21 pagesMetals 12 00165anjuabrahamNo ratings yet
- Processes 07 00654 PDFDocument21 pagesProcesses 07 00654 PDFRonak PanchalNo ratings yet
- Lindegrin 2Document39 pagesLindegrin 2Babu NarayananNo ratings yet
- Effects of Hydrogen on Materials Wiki PageDocument7 pagesEffects of Hydrogen on Materials Wiki Pagelaercioudesc_No ratings yet
- The Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Document10 pagesThe Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Jagdish RanaNo ratings yet
- Materials 12 01358Document22 pagesMaterials 12 01358Monish Kumar V RNo ratings yet
- Analysis of Wear Behaviour of Dual-2165Document6 pagesAnalysis of Wear Behaviour of Dual-2165Santiago Bonilla RiveraNo ratings yet
- Refinacion SecundariaDocument8 pagesRefinacion SecundariaLuis TrejoNo ratings yet
- Furnace Lining Analysis and Design by Mathematical and Physicochemical ModelingDocument16 pagesFurnace Lining Analysis and Design by Mathematical and Physicochemical ModelingAdrian BNo ratings yet
- TMP F770Document19 pagesTMP F770FrontiersNo ratings yet
- 10 21791ijems 2019 1 46Document10 pages10 21791ijems 2019 1 46John TorrezNo ratings yet
- Prediction of Microstructural Evolution During Hot Forging: January 2014Document22 pagesPrediction of Microstructural Evolution During Hot Forging: January 2014Nicole S. TeodoroNo ratings yet
- Process Corrosion Simulation PaperDocument19 pagesProcess Corrosion Simulation PaperMohammad Fouladi100% (1)
- A Generic Microstructure-Explicit Model of Creep IDocument11 pagesA Generic Microstructure-Explicit Model of Creep IVenkatesh PandianNo ratings yet
- Gasification PHD ThesisDocument8 pagesGasification PHD Thesistfwysnikd100% (2)
- Changes of Chemical Structure and Mechanical PropeDocument14 pagesChanges of Chemical Structure and Mechanical PropeFrancesca TeocoliNo ratings yet
- A Molecular Dynamics Simulation of Droplet EvaporationDocument10 pagesA Molecular Dynamics Simulation of Droplet EvaporationSayan DasNo ratings yet
- Detection of NMI in SteelDocument13 pagesDetection of NMI in SteelShahidNo ratings yet
- Hydrometallurgy: Sylvie C. Bouffard, David G. DixonDocument12 pagesHydrometallurgy: Sylvie C. Bouffard, David G. DixonAna Karoline ZillesNo ratings yet
- Materials 10 00471Document30 pagesMaterials 10 00471Hisham TariqNo ratings yet
- Catalysis: An Integrated Approach to Homogeneous, Heterogeneous and Industrial CatalysisFrom EverandCatalysis: An Integrated Approach to Homogeneous, Heterogeneous and Industrial CatalysisNo ratings yet
- Coal Science: Volume 1From EverandCoal Science: Volume 1Martin L. GorbatyNo ratings yet
- Folhas de Dados - CondensadorDocument6 pagesFolhas de Dados - Condensadorvazzoleralex6884No ratings yet
- Engineering Design DeliverablesDocument9 pagesEngineering Design Deliverablessushant_jhawer100% (5)
- PFD ConsiltatorDocument5 pagesPFD Consiltatorvazzoleralex6884No ratings yet
- Minimum Spacing Guidelines For Production Equipment - Chevron Equipment Spacing GuidelinesDocument2 pagesMinimum Spacing Guidelines For Production Equipment - Chevron Equipment Spacing Guidelinesvazzoleralex6884No ratings yet
- CEP Article - Litzen and BravoDocument8 pagesCEP Article - Litzen and BravoA MNo ratings yet
- Sigma Dados ContinuosDocument3 pagesSigma Dados Continuosvazzoleralex6884No ratings yet
- Process Design Safety ChecklistDocument8 pagesProcess Design Safety ChecklistAditya DubeyNo ratings yet
- Hydrogen technology– an overviewDocument7 pagesHydrogen technology– an overviewlili_eqNo ratings yet
- 5 Contoh Binary - DistillationDocument14 pages5 Contoh Binary - DistillationDella Intania Putri NiziNo ratings yet
- Nitric Acid PlantDocument31 pagesNitric Acid Plantejaz khanNo ratings yet
- Aylett Et Al. (1998) - Generating Operating Procedures For Chemical Process PlantsDocument32 pagesAylett Et Al. (1998) - Generating Operating Procedures For Chemical Process Plantsvazzoleralex6884No ratings yet
- Bibliography - Plant DesignDocument6 pagesBibliography - Plant DesignROBERTO JHALVER VEGA PAULINONo ratings yet
- Application of Water Pinch Analysis for Water Conservation in Indian Pulp and Paper IndustryDocument32 pagesApplication of Water Pinch Analysis for Water Conservation in Indian Pulp and Paper IndustryMihir DakwalaNo ratings yet
- Plant and Process Engineering Workflow PDFDocument43 pagesPlant and Process Engineering Workflow PDFrajkamal eshwarNo ratings yet
- Distillation Without Steam: Vapor RecompressionDocument3 pagesDistillation Without Steam: Vapor RecompressionMaria Jafar KhanNo ratings yet
- Lonakadi (2010) - Amine Contactor RevampDocument3 pagesLonakadi (2010) - Amine Contactor Revampvazzoleralex6884No ratings yet
- Experienced Based Rules of Chemical EngineeringDocument13 pagesExperienced Based Rules of Chemical Engineeringvazzoleralex6884No ratings yet
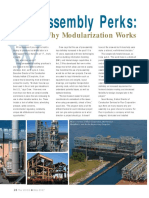
- Pre-Assembly Perks. Discover Why Modularization WorksDocument3 pagesPre-Assembly Perks. Discover Why Modularization Worksvazzoleralex6884No ratings yet
- Hansen (2000) - Engineering Design For Process SafetyDocument6 pagesHansen (2000) - Engineering Design For Process Safetyvazzoleralex6884No ratings yet
- Chlorobenzene Design 2520of 2520equipmentsDocument44 pagesChlorobenzene Design 2520of 2520equipmentsElizabeth Patrick100% (2)
- Coordination Plant LayoutDocument7 pagesCoordination Plant Layoutvazzoleralex6884No ratings yet
- Cabanyss Et Al. (2014) - Preliminary Market Analysis and Plant CapacityDocument5 pagesCabanyss Et Al. (2014) - Preliminary Market Analysis and Plant Capacityvazzoleralex6884No ratings yet
- Convert Common UnitsDocument31 pagesConvert Common Unitsintania66No ratings yet
- 4P&IDDocument8 pages4P&IDMidhun K ChandraboseNo ratings yet
- Feinberg (2002) - Toward A Theory of Process SynthesisDocument11 pagesFeinberg (2002) - Toward A Theory of Process Synthesisvazzoleralex6884No ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- A Retrospective On Design and Process Synthesis PDFDocument12 pagesA Retrospective On Design and Process Synthesis PDFMeliSNo ratings yet
- Choudari Et Al. (2012) - Distillation Optimization Vapor RecompressionDocument5 pagesChoudari Et Al. (2012) - Distillation Optimization Vapor Recompressionvazzoleralex6884No ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- Langdon e Hartman (2007) - FCC Gas Concentration Unit Stripper RevampDocument5 pagesLangdon e Hartman (2007) - FCC Gas Concentration Unit Stripper Revampvazzoleralex6884No ratings yet
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- Catalogo Brossard ParafusosDocument0 pagesCatalogo Brossard ParafusosMarco ViniciusNo ratings yet
- Modeling of Welded Connections in Solidworks Simulation: Conference PaperDocument6 pagesModeling of Welded Connections in Solidworks Simulation: Conference PaperpatrickNX9420No ratings yet
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Scribd Download - Com Pipeline Pigging Visit HTTP Piping Info Blogspot ComDocument2 pagesScribd Download - Com Pipeline Pigging Visit HTTP Piping Info Blogspot Comeng20072007No ratings yet
- Natural Convection Heat Transfer From Immersed BodiesDocument3 pagesNatural Convection Heat Transfer From Immersed BodiesJanneNo ratings yet
- Pryout Capacity of Cast-In Headed Stud AnchorsDocument62 pagesPryout Capacity of Cast-In Headed Stud Anchorsaungps_sone82No ratings yet
- LG 55uf850t, 850y-Tb 55uf851t, Y-Tc Chassis Lb53h SMDocument101 pagesLG 55uf850t, 850y-Tb 55uf851t, Y-Tc Chassis Lb53h SMLuis Fernando Calle JaramilloNo ratings yet
- Ba2487 PDFDocument19 pagesBa2487 PDFHazel Liow HYNo ratings yet
- Durability Estimation of Porous Building Stones From Pore Structure and Strength - 2004 - Engineering Geology PDFDocument15 pagesDurability Estimation of Porous Building Stones From Pore Structure and Strength - 2004 - Engineering Geology PDFJosé BritesNo ratings yet
- Product Key MX - Magnet PermanentDocument4 pagesProduct Key MX - Magnet PermanentFooNo ratings yet
- VITEC 55™ Antiscalant/Dispersant - Liquid Product DatasheetDocument1 pageVITEC 55™ Antiscalant/Dispersant - Liquid Product DatasheetaftabNo ratings yet
- Helukabel m32560 en GBDocument2 pagesHelukabel m32560 en GBelio negreteNo ratings yet
- Electric Charges and Fields WS2Document3 pagesElectric Charges and Fields WS2Ananthakrishnan Tinneveli VNo ratings yet
- PLCCDocument15 pagesPLCCSanjeev KumarNo ratings yet
- Tensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsDocument15 pagesTensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsJavier oNo ratings yet
- BISCO Material Selection Guide PDFDocument9 pagesBISCO Material Selection Guide PDFAmir Hooshang Ghadymi MahaniNo ratings yet
- Energy Dissipation Capacity of Flexure-Dominated Reinforced Concrete MembersDocument12 pagesEnergy Dissipation Capacity of Flexure-Dominated Reinforced Concrete Members01010No ratings yet
- Review On LBMDocument9 pagesReview On LBMSomdeb BandopadhyayNo ratings yet
- Determine Hooke's Law Validity for Springs with Different ConstantsDocument3 pagesDetermine Hooke's Law Validity for Springs with Different ConstantsHassan BhinderNo ratings yet
- Paper Plaxis Bulletin Floris BesselingDocument8 pagesPaper Plaxis Bulletin Floris BesselingHugo LeiteNo ratings yet
- Magnets Design Guide: Table 2.1 Magnet Material ComparisonsDocument44 pagesMagnets Design Guide: Table 2.1 Magnet Material ComparisonsVandear GoalcantaraNo ratings yet
- CM 939 Weldable® Alloy: January 2004Document10 pagesCM 939 Weldable® Alloy: January 2004DimaNo ratings yet
- Lesson 3 Electric FieldsDocument7 pagesLesson 3 Electric FieldsRachel LaserNo ratings yet
- Phonon dispersion relation with two atoms per unit cellDocument7 pagesPhonon dispersion relation with two atoms per unit cellabdul karim syahbaniNo ratings yet
- Kafuter K 704Document2 pagesKafuter K 704ketab_doostNo ratings yet
- 06 08 Jet Kulkarni PDFDocument13 pages06 08 Jet Kulkarni PDFRicardo Horacio LoreficeNo ratings yet
- Midterm Answers 2019Document9 pagesMidterm Answers 2019sohail parachaNo ratings yet
- MM223 Manufacturing Process of a Claw HammerDocument10 pagesMM223 Manufacturing Process of a Claw Hammerdipanshil100% (1)
- Aluminum-Alloy Sand Castings: Standard Specification ForDocument14 pagesAluminum-Alloy Sand Castings: Standard Specification Foranurag yadavNo ratings yet