You might also like
- Experimental Investigation On Performance, Combustion Characteristics of Diesel Engine by Using Cotton Seed OilDocument7 pagesExperimental Investigation On Performance, Combustion Characteristics of Diesel Engine by Using Cotton Seed OilseventhsensegroupNo ratings yet
- Color Constancy For Light SourcesDocument6 pagesColor Constancy For Light SourcesseventhsensegroupNo ratings yet
- Comparison of The Effects of Monochloramine and Glutaraldehyde (Biocides) Against Biofilm Microorganisms in Produced WaterDocument8 pagesComparison of The Effects of Monochloramine and Glutaraldehyde (Biocides) Against Biofilm Microorganisms in Produced WaterseventhsensegroupNo ratings yet
- Optimal Search Results Over Cloud With A Novel Ranking ApproachDocument5 pagesOptimal Search Results Over Cloud With A Novel Ranking ApproachseventhsensegroupNo ratings yet
- An Efficient Model of Detection and Filtering Technique Over Malicious and Spam E-MailsDocument4 pagesAn Efficient Model of Detection and Filtering Technique Over Malicious and Spam E-MailsseventhsensegroupNo ratings yet
- A Multi-Level Storage Tank Gauging and Monitoring System Using A Nanosecond PulseDocument8 pagesA Multi-Level Storage Tank Gauging and Monitoring System Using A Nanosecond PulseseventhsensegroupNo ratings yet
- Comparison of The Regression Equations in Different Places Using Total StationDocument4 pagesComparison of The Regression Equations in Different Places Using Total StationseventhsensegroupNo ratings yet
- Design, Development and Performance Evaluation of Solar Dryer With Mirror Booster For Red Chilli (Capsicum Annum)Document7 pagesDesign, Development and Performance Evaluation of Solar Dryer With Mirror Booster For Red Chilli (Capsicum Annum)seventhsensegroupNo ratings yet
- Fabrication of High Speed Indication and Automatic Pneumatic Braking SystemDocument7 pagesFabrication of High Speed Indication and Automatic Pneumatic Braking Systemseventhsensegroup0% (1)
- Ijett V5N1P103Document4 pagesIjett V5N1P103Yosy NanaNo ratings yet
- Extended Kalman Filter Based State Estimation of Wind TurbineDocument5 pagesExtended Kalman Filter Based State Estimation of Wind TurbineseventhsensegroupNo ratings yet
- Application of Sparse Matrix Converter For Microturbine-Permanent Magnet Synchronous Generator Output Voltage Quality EnhancementDocument8 pagesApplication of Sparse Matrix Converter For Microturbine-Permanent Magnet Synchronous Generator Output Voltage Quality EnhancementseventhsensegroupNo ratings yet
- Design and Implementation of Height Adjustable Sine (Has) Window-Based Fir Filter For Removing Powerline Noise in ECG SignalDocument5 pagesDesign and Implementation of Height Adjustable Sine (Has) Window-Based Fir Filter For Removing Powerline Noise in ECG SignalseventhsensegroupNo ratings yet
- The Utilization of Underbalanced Drilling Technology May Minimize Tight Gas Reservoir Formation Damage: A Review StudyDocument3 pagesThe Utilization of Underbalanced Drilling Technology May Minimize Tight Gas Reservoir Formation Damage: A Review StudyseventhsensegroupNo ratings yet
- FPGA Based Design and Implementation of Image Edge Detection Using Xilinx System GeneratorDocument4 pagesFPGA Based Design and Implementation of Image Edge Detection Using Xilinx System GeneratorseventhsensegroupNo ratings yet
- An Efficient Expert System For Diabetes by Naïve Bayesian ClassifierDocument6 pagesAn Efficient Expert System For Diabetes by Naïve Bayesian ClassifierseventhsensegroupNo ratings yet
- Implementation of Single Stage Three Level Power Factor Correction AC-DC Converter With Phase Shift ModulationDocument6 pagesImplementation of Single Stage Three Level Power Factor Correction AC-DC Converter With Phase Shift ModulationseventhsensegroupNo ratings yet
- An Efficient Encrypted Data Searching Over Out Sourced DataDocument5 pagesAn Efficient Encrypted Data Searching Over Out Sourced DataseventhsensegroupNo ratings yet
- High Speed Architecture Design of Viterbi Decoder Using Verilog HDLDocument7 pagesHigh Speed Architecture Design of Viterbi Decoder Using Verilog HDLseventhsensegroupNo ratings yet
- An Efficient and Empirical Model of Distributed ClusteringDocument5 pagesAn Efficient and Empirical Model of Distributed ClusteringseventhsensegroupNo ratings yet
- Non-Linear Static Analysis of Multi-Storied BuildingDocument5 pagesNon-Linear Static Analysis of Multi-Storied Buildingseventhsensegroup100% (1)
- Separation Of, , & Activities in EEG To Measure The Depth of Sleep and Mental StatusDocument6 pagesSeparation Of, , & Activities in EEG To Measure The Depth of Sleep and Mental StatusseventhsensegroupNo ratings yet
- Ijett V4i10p158Document6 pagesIjett V4i10p158pradeepjoshi007No ratings yet
- Review On Different Types of Router Architecture and Flow ControlDocument4 pagesReview On Different Types of Router Architecture and Flow ControlseventhsensegroupNo ratings yet
- Study On Fly Ash Based Geo-Polymer Concrete Using AdmixturesDocument4 pagesStudy On Fly Ash Based Geo-Polymer Concrete Using AdmixturesseventhsensegroupNo ratings yet
- Free Vibration Characteristics of Edge Cracked Functionally Graded Beams by Using Finite Element MethodDocument8 pagesFree Vibration Characteristics of Edge Cracked Functionally Graded Beams by Using Finite Element MethodseventhsensegroupNo ratings yet
- A Comparative Study of Impulse Noise Reduction in Digital Images For Classical and Fuzzy FiltersDocument6 pagesA Comparative Study of Impulse Noise Reduction in Digital Images For Classical and Fuzzy FiltersseventhsensegroupNo ratings yet
- Key Drivers For Building Quality in Design PhaseDocument6 pagesKey Drivers For Building Quality in Design PhaseseventhsensegroupNo ratings yet
- A Review On Energy Efficient Secure Routing For Data Aggregation in Wireless Sensor NetworksDocument5 pagesA Review On Energy Efficient Secure Routing For Data Aggregation in Wireless Sensor NetworksseventhsensegroupNo ratings yet
- Performance and Emissions Characteristics of Diesel Engine Fuelled With Rice Bran OilDocument5 pagesPerformance and Emissions Characteristics of Diesel Engine Fuelled With Rice Bran OilseventhsensegroupNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Worksheet No. 1 - Cell OrganelleDocument3 pagesWorksheet No. 1 - Cell OrganelleLaureen BarbsNo ratings yet
- Stat Prob Q3 Module 3Document29 pagesStat Prob Q3 Module 3Reign Evans0% (1)
- SV-iC5 User ManualDocument15 pagesSV-iC5 User ManualChristopher T. Caniedo100% (2)
- Declaring An ObjectsDocument36 pagesDeclaring An ObjectsAnanthu RKNo ratings yet
- Apb Calculation (Natural Gas)Document8 pagesApb Calculation (Natural Gas)Nasrul HazimNo ratings yet
- Design and Fluid Structural Interface Analysis of Marine PropellerDocument67 pagesDesign and Fluid Structural Interface Analysis of Marine PropellerPavaniNo ratings yet
- CAPE Chemistry Data BookletDocument5 pagesCAPE Chemistry Data BookletAnvitha PanyamNo ratings yet
- Elance Service Manaual - Rev H PDFDocument94 pagesElance Service Manaual - Rev H PDFJuanAguileraOlivo67% (3)
- Isro STD For Manf, Proc & Qual of PCB - Sacpcb-Team06Document125 pagesIsro STD For Manf, Proc & Qual of PCB - Sacpcb-Team06Mritunjay SrivastavaNo ratings yet
- Chapter 08Document33 pagesChapter 08Thanh Van DaoNo ratings yet
- 6600mgwa JKT Psi - FatDocument6 pages6600mgwa JKT Psi - FatanandakoeNo ratings yet
- Acknowledement: An Ostentatious Use of Words Will Not Suffice in Acknowledging TheDocument40 pagesAcknowledement: An Ostentatious Use of Words Will Not Suffice in Acknowledging TheRishi BhatiaNo ratings yet
- Linux HA Using LVS/Heartbeat+DRBD+OCFS2Document10 pagesLinux HA Using LVS/Heartbeat+DRBD+OCFS2Adzmely MansorNo ratings yet
- Oscillating Universe TheoryDocument1 pageOscillating Universe TheoryArabella BasilioNo ratings yet
- NLP 4Document13 pagesNLP 4Mohit NairNo ratings yet
- Rotrex Technical Datasheet C30 Range V4.0Document7 pagesRotrex Technical Datasheet C30 Range V4.0Blake Newman0% (1)
- 07 Chapter2 PDFDocument24 pages07 Chapter2 PDFChhaya ThakorNo ratings yet
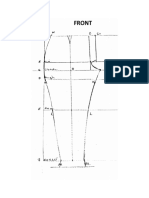
- Measure Front & Back Pants PatternDocument8 pagesMeasure Front & Back Pants PatternAlicia MyersNo ratings yet
- Study of Transparent ConcreteDocument17 pagesStudy of Transparent ConcreteIrfan KhanNo ratings yet
- Corrosion of Aluminum and Its Alloys - Forms of Corrosion - Total Materia ArticleDocument4 pagesCorrosion of Aluminum and Its Alloys - Forms of Corrosion - Total Materia ArticleDavide CongiuNo ratings yet
- Design of Circular Liquid or Gas PipesDocument6 pagesDesign of Circular Liquid or Gas PipessereutyNo ratings yet
- Admmodule s1112ps Iiic 15Document12 pagesAdmmodule s1112ps Iiic 15Lebz RicaramNo ratings yet
- The Standard Model of Particle PhysicsDocument95 pagesThe Standard Model of Particle PhysicsaliakouNo ratings yet
- Cen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeDocument35 pagesCen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeSiddhantNo ratings yet
- 219 Ho SBC (WJB) 9-30-02Document36 pages219 Ho SBC (WJB) 9-30-02arkhom1No ratings yet
- Mod 2 BA PhysicsDocument412 pagesMod 2 BA PhysicsBenitoKameloNo ratings yet
- Vendors ListDocument59 pagesVendors ListGoliBharggav100% (1)
- Scientific Notation CalculationsDocument32 pagesScientific Notation CalculationsMelanie Niña CullarNo ratings yet
- Java EE Enterprise Application DevelopmentDocument17 pagesJava EE Enterprise Application DevelopmentQaisar ShehzadNo ratings yet
- ITAF Companion Performance Guidelines 2208Document20 pagesITAF Companion Performance Guidelines 2208ReferatScoalaNo ratings yet