You might also like
- Fatigue AssignmentDocument10 pagesFatigue Assignmentnelis010% (1)
- Sae J246 2000 (En)Document23 pagesSae J246 2000 (En)Oh No PotatoNo ratings yet
- Ashrae 189.1Document85 pagesAshrae 189.1RyanNo ratings yet
- 01 - Renovating A HouseDocument15 pages01 - Renovating A HouseM iqbalNo ratings yet
- Fea RSDocument18 pagesFea RSsvsidd9222No ratings yet
- Corrosion Science PaperDocument13 pagesCorrosion Science PaperguruNo ratings yet
- Numerical and Experimental Study of Frictional Behavior in Bending Under Tension TestDocument9 pagesNumerical and Experimental Study of Frictional Behavior in Bending Under Tension Testsergio_rollaNo ratings yet
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 pagesEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNo ratings yet
- Materials 07 01603 PDFDocument22 pagesMaterials 07 01603 PDFirinaNo ratings yet
- Fatigue Life of Machined ComponentsDocument37 pagesFatigue Life of Machined ComponentsAjeeth KumarNo ratings yet
- E-29 - AITC 06 - Shot Peening - Trib Behavior - Parma, Italy, 2006Document8 pagesE-29 - AITC 06 - Shot Peening - Trib Behavior - Parma, Italy, 2006Nikos VaxevanidisNo ratings yet
- 8.. - Study of Tin .FullDocument8 pages8.. - Study of Tin .FullTJPRC PublicationsNo ratings yet
- Effect of Residual Surface Stress On The Fatigue Behavior of A Low-Alloy Powder Metallurgy SteelDocument7 pagesEffect of Residual Surface Stress On The Fatigue Behavior of A Low-Alloy Powder Metallurgy SteelJotaNo ratings yet
- Effectof Surface Finishon Fatigueof Stainless SteelsDocument11 pagesEffectof Surface Finishon Fatigueof Stainless SteelsgooogaNo ratings yet
- Dry Machinability Analyses Between Free Cutting Resulfurized and Carbon SteelsDocument10 pagesDry Machinability Analyses Between Free Cutting Resulfurized and Carbon SteelsDaniel MartinNo ratings yet
- 2023 Turning - 230519 - 134402Document11 pages2023 Turning - 230519 - 134402Hassan LotfizadehNo ratings yet
- Characterizations of Cutting Tool Flank Wear-Land ContactDocument5 pagesCharacterizations of Cutting Tool Flank Wear-Land ContactEsmeralda MuñozNo ratings yet
- Pipeline InspectionDocument7 pagesPipeline InspectionSaulo RoseiraNo ratings yet
- Galling Resistance and Wear Mechanisms - Cold Work Tool Materials Sliding Against Carbon Steel SheetsDocument6 pagesGalling Resistance and Wear Mechanisms - Cold Work Tool Materials Sliding Against Carbon Steel SheetsBert MiltonssonNo ratings yet
- RBS 1Document12 pagesRBS 1Imam Usamah Abdul Shidiq 20 314No ratings yet
- Optimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisDocument8 pagesOptimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisArun Kumar SNo ratings yet
- Analysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CracksDocument6 pagesAnalysis of Die Casting Tool Material: Keywords: Die Casting, Die Defect, Thermal Fatigue, Surface CrackshotschiNo ratings yet
- Effect of Soft Material Hardness and Hard Material Surface Morphology On Friction and Transfer Layer Formation Dry ConditionDocument7 pagesEffect of Soft Material Hardness and Hard Material Surface Morphology On Friction and Transfer Layer Formation Dry ConditionJigar M. UpadhyayNo ratings yet
- Analysis of The Air Bending Test Using FDocument11 pagesAnalysis of The Air Bending Test Using FDens MNo ratings yet
- International Journal of Machine Tools & Manufacture: Virginia Garcı A Navas, Oscar Gonzalo, Ion BengoetxeaDocument10 pagesInternational Journal of Machine Tools & Manufacture: Virginia Garcı A Navas, Oscar Gonzalo, Ion BengoetxeaAHMED MSPNo ratings yet
- Accepted ManuscriptDocument33 pagesAccepted ManuscripttobamasNo ratings yet
- Welding Characteristics of 304 306 316 SDocument3 pagesWelding Characteristics of 304 306 316 SHenry León HenaoNo ratings yet
- The Effect of Galvanizing On The Mechanical Resistance and Fatigue Toughness of A Spot Welded Assembly Made of AISI410 MartensiteDocument12 pagesThe Effect of Galvanizing On The Mechanical Resistance and Fatigue Toughness of A Spot Welded Assembly Made of AISI410 Martensitenico0001586No ratings yet
- Fractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesDocument9 pagesFractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesSatish Kumar GautamNo ratings yet
- International Journal of Fatigue: SciencedirectDocument12 pagesInternational Journal of Fatigue: SciencedirectTrimakisNo ratings yet
- 03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Document10 pages03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Gustavo Rocha de QueirozNo ratings yet
- Fatigue Damage On Steel Space Truss Systems: Mizam DOGANDocument8 pagesFatigue Damage On Steel Space Truss Systems: Mizam DOGANNjuh PolkiNo ratings yet
- Aeletters 2022 7 3 5Document7 pagesAeletters 2022 7 3 5miskoscribd2No ratings yet
- Metals 09 00710 The BestDocument19 pagesMetals 09 00710 The BestRam PrakashNo ratings yet
- Fem Sim of R Stresses in Machining TitaniumDocument8 pagesFem Sim of R Stresses in Machining TitaniumSilviu GrigorasNo ratings yet
- Very High Cycle Fatigue Properties of Bainitic High Carbon-Chromium SteelDocument9 pagesVery High Cycle Fatigue Properties of Bainitic High Carbon-Chromium Steelsrivathsan vivekNo ratings yet
- E03ST29Document21 pagesE03ST29José Luis PárragaNo ratings yet
- Anisotropic Fracture Behaviour of Cold Drawn Steel - A Materials Science ApproachDocument8 pagesAnisotropic Fracture Behaviour of Cold Drawn Steel - A Materials Science ApproachEngels OchoaNo ratings yet
- Draft Proof HiDocument50 pagesDraft Proof HiAdnen LaamouriNo ratings yet
- Bussu, Irving - 2002 - The Role of Residual Stress and Heat Affected Zone Properties On Fatigue Crack Propagation in Friction Stir WeldeDocument12 pagesBussu, Irving - 2002 - The Role of Residual Stress and Heat Affected Zone Properties On Fatigue Crack Propagation in Friction Stir WeldeJoana AntunesNo ratings yet
- 34.sp1 02Document12 pages34.sp1 02Oraib AljaafrehNo ratings yet
- Tribological Investigations of Hard-Faced Layers and Base Materials of Forging Dies With Different Kinds of Lubricants AppliedDocument9 pagesTribological Investigations of Hard-Faced Layers and Base Materials of Forging Dies With Different Kinds of Lubricants AppliedEngine Tuning UpNo ratings yet
- Materials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized ParametersDocument15 pagesMaterials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized Parametersadarshravindran1991No ratings yet
- 02Document8 pages02Nghiem QuocNo ratings yet
- 2 - Islami Et AlDocument13 pages2 - Islami Et AlSyaiful SyaifulNo ratings yet
- W 4 Technology Conclave IIDocument10 pagesW 4 Technology Conclave IINarasimha DvlNo ratings yet
- Grinding s13296-018-0059-1Document8 pagesGrinding s13296-018-0059-1Md MehtabNo ratings yet
- A Finite Element Model For The Prediction of Advanced High Strength Steel Spot Welds FractureDocument14 pagesA Finite Element Model For The Prediction of Advanced High Strength Steel Spot Welds Fracturesumatrablackcoffee453No ratings yet
- 10 5923 J Jmea 20150501 05Document10 pages10 5923 J Jmea 20150501 05wajdiNo ratings yet
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocument7 pagesEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNo ratings yet
- Modelling The Effects of Tool-Edge Radius On Residual Stresses When Orthogonal Cutting AISI 316LDocument11 pagesModelling The Effects of Tool-Edge Radius On Residual Stresses When Orthogonal Cutting AISI 316LعلىالمهندسNo ratings yet
- Refference For Residual StressesDocument18 pagesRefference For Residual Stressespavanmech42No ratings yet
- Comparative Modeling On Surface Roughness For Roller Burnishing Process, Using Fuzzy LogicDocument22 pagesComparative Modeling On Surface Roughness For Roller Burnishing Process, Using Fuzzy LogicTJPRC PublicationsNo ratings yet
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNo ratings yet
- J Wear 2012 12 027Document8 pagesJ Wear 2012 12 027jovaniNo ratings yet
- Author's Accepted Manuscript: Tribiology InternationalDocument45 pagesAuthor's Accepted Manuscript: Tribiology InternationalMatheus PortoNo ratings yet
- Corrosion Effects On Fatigue Behavior of Dissimilar Friction Stir Welding of High-Strength Aluminum Alloys (2018)Document14 pagesCorrosion Effects On Fatigue Behavior of Dissimilar Friction Stir Welding of High-Strength Aluminum Alloys (2018)Azizy ZidaneNo ratings yet
- Fatigue Failure: Design Basis Loads and QualificationDocument13 pagesFatigue Failure: Design Basis Loads and QualificationTalat Bin ZamanNo ratings yet
- Influence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloyDocument11 pagesInfluence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloysaifbenNo ratings yet
- Surface Crack Initiation Phenomenon in Very High Cycle Fatigue Muhammadkashif Khan Qingyuan WangDocument10 pagesSurface Crack Initiation Phenomenon in Very High Cycle Fatigue Muhammadkashif Khan Qingyuan WangThanh Duc NguyenNo ratings yet
- Influence of Rotational Speed On MechaniDocument8 pagesInfluence of Rotational Speed On Mechaniالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Coatings 13 01524Document14 pagesCoatings 13 01524nuli chanNo ratings yet
- Handbook 2012Document396 pagesHandbook 2012aezead50% (4)
- Selective Dissolution BrominaDocument3 pagesSelective Dissolution BrominaMaría Cristina CapaceNo ratings yet
- 05 - Phase Transformation in Welding PDFDocument36 pages05 - Phase Transformation in Welding PDFIrfan KhanNo ratings yet
- 2011 Assessment of Surface Integrity Resulting From Fine Finishing ProcessDocument13 pages2011 Assessment of Surface Integrity Resulting From Fine Finishing ProcessMaría Cristina CapaceNo ratings yet
- Effects of Induction Hardening and Prior Cold Work On A Microalloyed Medium Carbon SteelDocument10 pagesEffects of Induction Hardening and Prior Cold Work On A Microalloyed Medium Carbon SteelMaría Cristina CapaceNo ratings yet
- MT-SG Strain Gauge Converter & Isolator: FeatureDocument1 pageMT-SG Strain Gauge Converter & Isolator: FeatureMaría Cristina CapaceNo ratings yet
- 2010 Kriz Local Studies of Machined SurfacesDocument4 pages2010 Kriz Local Studies of Machined SurfacesMaría Cristina CapaceNo ratings yet
- Is 430520Document7 pagesIs 430520María Cristina CapaceNo ratings yet
- MECH302 Torsion TestDocument16 pagesMECH302 Torsion TestMaría Cristina CapaceNo ratings yet
- Reinforced Concrete Design According To ACI 318M 19 Ver 4 0 El KatebDocument43 pagesReinforced Concrete Design According To ACI 318M 19 Ver 4 0 El KatebanonymNo ratings yet
- Schedule 40 Steel Pipe Sizes & Dimensions ANSI - Engineers EdgeDocument2 pagesSchedule 40 Steel Pipe Sizes & Dimensions ANSI - Engineers EdgelouisalcarrazNo ratings yet
- Roof Purlin Design: 1. Constructive SchemeDocument35 pagesRoof Purlin Design: 1. Constructive SchemeCristian ScutaruNo ratings yet
- Passive Design: Strategies in ArchitectureDocument9 pagesPassive Design: Strategies in ArchitectureUmang KayasthaNo ratings yet
- A Case StudyDocument25 pagesA Case StudyJainam ShahNo ratings yet
- Gerflor Brochure Finishing Solutions Special LVT en PDF 348Document24 pagesGerflor Brochure Finishing Solutions Special LVT en PDF 348corzeaNo ratings yet
- Dry Shotcrete Machine BrochureDocument2 pagesDry Shotcrete Machine BrochureMax Gabriel Timo BarbosaNo ratings yet
- Section 08630 Metal-Framed SkylightDocument4 pagesSection 08630 Metal-Framed SkylightMØhãmmed ØwięsNo ratings yet
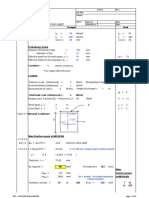
- BS 8110 Data Given: Calculation SheetDocument10 pagesBS 8110 Data Given: Calculation SheetLee See VoonNo ratings yet
- Ubolts PDFDocument4 pagesUbolts PDFinformer techNo ratings yet
- Modipur SelectorGuideDocument3 pagesModipur SelectorGuideSaidiJalelNo ratings yet
- Zarges UK LTD Professional Ladder Frame Instruction ManualDocument7 pagesZarges UK LTD Professional Ladder Frame Instruction ManualviksofNo ratings yet
- Final Box Design Prog.Document61 pagesFinal Box Design Prog.afifa kausarNo ratings yet
- XXXXXXXXXXXX ARCHITECTURALDocument1 pageXXXXXXXXXXXX ARCHITECTURALeiman bataNo ratings yet
- Henry Dee Taking Off Beme For Office Building of 40m October 2016Document257 pagesHenry Dee Taking Off Beme For Office Building of 40m October 2016Henry DiyokeNo ratings yet
- RFP SanwerDocument31 pagesRFP SanwerVijay KumarNo ratings yet
- Final Joint Inspection Report (External Pipeline) (Valid For Six (6) Months Prior Taking Over Date) ::::: (Attach Approved Plan and As-Built Plan of Pipeline)Document3 pagesFinal Joint Inspection Report (External Pipeline) (Valid For Six (6) Months Prior Taking Over Date) ::::: (Attach Approved Plan and As-Built Plan of Pipeline)IBRAHIM MIAN SDN BHDNo ratings yet
- Lab 2 - Tensile Testing of MetalsDocument8 pagesLab 2 - Tensile Testing of MetalsMoey RenNo ratings yet
- Ahqua CatalogDocument203 pagesAhqua CatalogDeniseNo ratings yet
- Jurnal Komposit PDFDocument7 pagesJurnal Komposit PDFYudhistira 'ndin' Atmin LukitoNo ratings yet
- TMC 226Document83 pagesTMC 226WL HsuNo ratings yet
- Type BOQ For Construction of 1 Unit Toilet Drawing No.05Document7 pagesType BOQ For Construction of 1 Unit Toilet Drawing No.05Yashika Bhathiya JayasingheNo ratings yet
- Engineering Job CV FormatDocument3 pagesEngineering Job CV FormatOjolowo OlamideNo ratings yet
- Volime II of II Mechanical Piping PDFDocument245 pagesVolime II of II Mechanical Piping PDFkamleshyadavmoneyNo ratings yet
- Tanques Api 650 Rev41 PEMEX 01 PDFDocument1 pageTanques Api 650 Rev41 PEMEX 01 PDFgerman chavesNo ratings yet
- Planning Analysing and Designing of Residential HouseDocument30 pagesPlanning Analysing and Designing of Residential House18103045 HICET - STUDENT CIVILNo ratings yet
- Pipes and Cisterns: (43 Questions)Document4 pagesPipes and Cisterns: (43 Questions)apurba doleyNo ratings yet