You might also like
- Understanding Paper Whiteness PDFDocument2 pagesUnderstanding Paper Whiteness PDFSappiETCNo ratings yet
- BESTColor Manual EN4-1Document110 pagesBESTColor Manual EN4-1vitprint22No ratings yet
- Devicelink Profiles Fundamentals and Applications 2nd Edition PDFDocument38 pagesDevicelink Profiles Fundamentals and Applications 2nd Edition PDFomar tlebNo ratings yet
- Press: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesDocument4 pagesPress: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesmigueldemacrolabNo ratings yet
- X Rite GregtagmacbethDocument21 pagesX Rite GregtagmacbethdeepanairbalachandraNo ratings yet
- 00 MediaStandard - Print - 2018Document78 pages00 MediaStandard - Print - 2018Lý Phương NamNo ratings yet
- Measuring CMYK Halftones: The Case For Spot Color Tone Value (SCTV) FormulaDocument24 pagesMeasuring CMYK Halftones: The Case For Spot Color Tone Value (SCTV) FormulaLong HộiNo ratings yet
- Eagle RIP OperatorGuide - ENGDocument151 pagesEagle RIP OperatorGuide - ENGKingsley Gomes100% (1)
- Understanding Working Principles Laser Printer: Click To Edit Master Subtitle StyleDocument13 pagesUnderstanding Working Principles Laser Printer: Click To Edit Master Subtitle StyleJucia ChawNo ratings yet
- Eci Offset 2009 enDocument5 pagesEci Offset 2009 enicsoicsoNo ratings yet
- E0499 Fogra Softproof HandbookDocument43 pagesE0499 Fogra Softproof HandbookMarcus FX100% (1)
- Print Color Management ISO 12647-2: SystemserviceDocument1 pagePrint Color Management ISO 12647-2: SystemserviceAngel de LuzNo ratings yet
- 2015 Point About Iso 12647 StandardsDocument69 pages2015 Point About Iso 12647 Standardsrafael_faria_4No ratings yet
- UserGuide GreyBalance2 enDocument50 pagesUserGuide GreyBalance2 enpnpha02123No ratings yet
- Workflow - PDF OTIMODocument56 pagesWorkflow - PDF OTIMOrafael_faria_4No ratings yet
- Assesment G7 PDFDocument6 pagesAssesment G7 PDFSiddharth SaxenaNo ratings yet
- E - Plate II Print HDDocument2 pagesE - Plate II Print HDmigueldemacrolabNo ratings yet
- G7 How-ToDocument56 pagesG7 How-Tomythchenling100% (2)
- The CIP3 Output Plugin EnablesDocument2 pagesThe CIP3 Output Plugin EnablesEric DucheminNo ratings yet
- Https Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsDocument6 pagesHttps Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsmehoNo ratings yet
- PhotoPrint Dither TypesDocument1 pagePhotoPrint Dither Typesalexandarno1No ratings yet
- Vsip - Info Acro Rip Manual New PDF FreeDocument1 pageVsip - Info Acro Rip Manual New PDF FreeBaron SigmaNo ratings yet
- Quick Start GuideDocument10 pagesQuick Start Guidesvic11No ratings yet
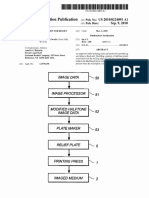
- Us 20100224091Document12 pagesUs 20100224091Cikumunya ArsNo ratings yet
- Introduction To The G7 Proofing and Printing System Calibration MethodologyDocument6 pagesIntroduction To The G7 Proofing and Printing System Calibration MethodologySappiETCNo ratings yet
- 2 - Phu Luc 2 - Print - Control - SystemDocument1 page2 - Phu Luc 2 - Print - Control - SystemLý Phương NamNo ratings yet
- ICC Minor Revision For WebDocument102 pagesICC Minor Revision For WebRolo Calfio AcostaNo ratings yet
- PC CatalogDocument28 pagesPC CatalogSeenivasagam SeenuNo ratings yet
- EagleRIP Offset Presentation-InglesDocument37 pagesEagleRIP Offset Presentation-InglesJavier Martinez CañalNo ratings yet
- SB006 - Procedures For New Epson PrintheadsDocument4 pagesSB006 - Procedures For New Epson PrintheadsЗрада ПидарештовNo ratings yet
- G7 Pre Qualification Checklist Sheetfed v1.3Document6 pagesG7 Pre Qualification Checklist Sheetfed v1.3Ganjar RukmaNo ratings yet
- Snap Gracol Swap IsoDocument15 pagesSnap Gracol Swap IsoKalvoNo ratings yet
- 6.density & Colour MeasurementDocument3 pages6.density & Colour MeasurementShraddha GhagNo ratings yet
- ItemDocument604 pagesItemapi-263566460% (1)
- Media Standard Print 2006 Technical Guidelines For Data, Proofs and FilmsDocument28 pagesMedia Standard Print 2006 Technical Guidelines For Data, Proofs and FilmsHuỳnh HảoNo ratings yet
- How To Install A Print Server: Important: Print Servers Do Not Work With "Multifunction" or "All in One" MachinesDocument22 pagesHow To Install A Print Server: Important: Print Servers Do Not Work With "Multifunction" or "All in One" MachinesZubas TevesatNo ratings yet
- OnPress 63Document22 pagesOnPress 63Carlos GrajalesNo ratings yet
- Grafikontrol WebOffset EN PDFDocument20 pagesGrafikontrol WebOffset EN PDFaiureala2No ratings yet
- 8x11 GATF 4pgDocument4 pages8x11 GATF 4pgMarcos FlintNo ratings yet
- Stepper Motor Linear AccelerationDocument10 pagesStepper Motor Linear AccelerationSteven Pfeifenroth100% (1)
- Ltromat: Operation Manual For The DRC 200 - SystemDocument74 pagesLtromat: Operation Manual For The DRC 200 - Systemsergiyt2100% (1)
- Prinect StandardizationDocument36 pagesPrinect StandardizationVesna DjurovicNo ratings yet
- TT8 - A Study of Ink Trapping and Ink Trapping RatioDocument7 pagesTT8 - A Study of Ink Trapping and Ink Trapping RatioIrena Bates Ex BertićNo ratings yet
- Eci Grayconm I1 Fogra39Document1 pageEci Grayconm I1 Fogra39migueldemacrolabNo ratings yet
- Keil Softwar1Document5 pagesKeil Softwar1Bhargavi BodigeNo ratings yet
- How Do I Connect To A Remote Front Panel That Is Hosted Behind A Remote RouterDocument4 pagesHow Do I Connect To A Remote Front Panel That Is Hosted Behind A Remote RouterGomia DetuttiNo ratings yet
- Eagle RipDocument4 pagesEagle RippedroaraoztNo ratings yet
- Guidelines For Using Print Production Standards v1.0 2019Document20 pagesGuidelines For Using Print Production Standards v1.0 2019Javier Martinez CañalNo ratings yet
- Custody Wash - MimakiDocument12 pagesCustody Wash - MimakimehoNo ratings yet
- Pigments Training - Printing - Doman-ShotwellDocument18 pagesPigments Training - Printing - Doman-ShotwellHerbert AguilargonzalezNo ratings yet
- Color Offset: C/H M/H 6H5H4H3H2H1HDocument1 pageColor Offset: C/H M/H 6H5H4H3H2H1Hdes09No ratings yet
- Printer Setup GuideDocument12 pagesPrinter Setup Guidecosmin DarieNo ratings yet
- Resolution, Color Management & PrintingDocument23 pagesResolution, Color Management & PrintingCalin TrutaNo ratings yet
- Expert Guide Screening TechDocument81 pagesExpert Guide Screening TechJason TiuNo ratings yet
- EP802 Printer Driver Manual, Ver20220421Document20 pagesEP802 Printer Driver Manual, Ver202204210d serviceNo ratings yet
- L7-093 Understand Dens enDocument11 pagesL7-093 Understand Dens enGoran RadjenovicNo ratings yet
- 1551 Explanation To Product Data SheetsDocument3 pages1551 Explanation To Product Data SheetsIbrahim MahranNo ratings yet
- Guideline For Prinect Axis ControlDocument40 pagesGuideline For Prinect Axis ControlHassan Karroum100% (1)
- Teaching Tech 3D Printer CalibrationDocument8 pagesTeaching Tech 3D Printer CalibrationchitzworkNo ratings yet
- Mean Time Between FailureDocument10 pagesMean Time Between FailureMansour Soliman0% (1)
- Glossary of Graphic Communications TermsDocument10 pagesGlossary of Graphic Communications TermsMansour SolimanNo ratings yet
- 5 Step Shaft Alignment ProcedureDocument1 page5 Step Shaft Alignment ProcedureMansour SolimanNo ratings yet
- Color Management TermsDocument12 pagesColor Management TermsMansour SolimanNo ratings yet
- Flexo Printing GlosseryDocument58 pagesFlexo Printing GlosseryMansour Soliman100% (1)
- Printing Industries Colour SystemsDocument14 pagesPrinting Industries Colour SystemsMansour SolimanNo ratings yet
- Printing Industries - Color SystemDocument14 pagesPrinting Industries - Color SystemMansour SolimanNo ratings yet
- Printing Industries - ISO - 3664Document1 pagePrinting Industries - ISO - 3664Mansour SolimanNo ratings yet
- Monitoring Delta Color DifferenceDocument2 pagesMonitoring Delta Color DifferenceMansour SolimanNo ratings yet
- Printing Industries - DensityDocument13 pagesPrinting Industries - DensityMansour SolimanNo ratings yet
- Evaluate Color DifferenceDocument2 pagesEvaluate Color DifferenceMansour SolimanNo ratings yet
- Printing Tech and MaterialsDocument198 pagesPrinting Tech and MaterialsMansour SolimanNo ratings yet
- General PrepreesDocument1 pageGeneral PrepreesMansour SolimanNo ratings yet
- Color ConstancyDocument4 pagesColor ConstancyMansour SolimanNo ratings yet
- Al Hashimi Villa-BoqDocument79 pagesAl Hashimi Villa-BoqAmy Fitzpatrick88% (8)
- Niven's Buried Ancient City in MexicoDocument13 pagesNiven's Buried Ancient City in Mexiconewtontamara100% (3)
- 5D Siem Reap, Angkor Wat & Phnom Penh CAMBODIA MATTA Fair PackageDocument2 pages5D Siem Reap, Angkor Wat & Phnom Penh CAMBODIA MATTA Fair PackageSedunia TravelNo ratings yet
- Pearson English Kids Readers: Teacher's NotesDocument12 pagesPearson English Kids Readers: Teacher's NotesAkanksha SharmaNo ratings yet
- Baz Luhrmann - Everybody's Free (To Wear Sunscreen)Document2 pagesBaz Luhrmann - Everybody's Free (To Wear Sunscreen)Anonymous l62lIqNo ratings yet
- Collection de Libros Origami XX PDFDocument2 pagesCollection de Libros Origami XX PDFNiño De Tus SueñozNo ratings yet
- Signage GuideDocument3 pagesSignage Guidecoray9079No ratings yet
- Japanese GardensDocument13 pagesJapanese GardensRoopali GuptaNo ratings yet
- The Building of The Vatican The Papacy and Architecture The Metropolitan Museum of Art Bulletin V 40 No 3 Winter 1982 1983 PDFDocument68 pagesThe Building of The Vatican The Papacy and Architecture The Metropolitan Museum of Art Bulletin V 40 No 3 Winter 1982 1983 PDFBartira BartNo ratings yet
- Colorant From Melastoma Malabathricum L. PlantDocument24 pagesColorant From Melastoma Malabathricum L. PlantAnne CalyxNo ratings yet
- Con of 1 Lakh RCC Water TankDocument12 pagesCon of 1 Lakh RCC Water Tanksurya0588No ratings yet
- Lesson 13-Philippine Art History Part 2Document12 pagesLesson 13-Philippine Art History Part 2CHUBBYTITA MAESTRANo ratings yet
- Canon imagePROGRAF PRO-4100 ResultsDocument2 pagesCanon imagePROGRAF PRO-4100 ResultsLeckraj PursenoraNo ratings yet
- Fantasy Demographics Version 1 PDFDocument3 pagesFantasy Demographics Version 1 PDFsigilbearNo ratings yet
- Petroglyphs LeQuellecDocument38 pagesPetroglyphs LeQuellecAdel MeramedNo ratings yet
- Graphic Designer As CareerDocument28 pagesGraphic Designer As CareerAira Dianne AngkikoNo ratings yet
- Guide To Orchestral BowingsDocument62 pagesGuide To Orchestral Bowingsiratus83% (6)
- Getting Started With 123D DesignDocument13 pagesGetting Started With 123D DesignCART11No ratings yet
- Arts 8 - 2ndQ - Module 1 - 1Document13 pagesArts 8 - 2ndQ - Module 1 - 1Jaydee Anne RiveraNo ratings yet
- Arts Appreciation ModuleDocument75 pagesArts Appreciation ModuleJerome Barra100% (3)
- MeyerholdDocument175 pagesMeyerholdLAURA VALENTINA RUIZ SALINAS100% (1)
- The Metropolitan Museum Journal V 27 1992 PDFDocument187 pagesThe Metropolitan Museum Journal V 27 1992 PDFCarlota100% (1)
- Artists ResearchDocument16 pagesArtists ResearchDanielle MullingsNo ratings yet
- SVV Bucket How To PDFDocument6 pagesSVV Bucket How To PDFBenjamin RomeroNo ratings yet
- Fundamentals of ArtDocument25 pagesFundamentals of ArtAngel FaythNo ratings yet
- Labelling Drugs Poisons GuideDocument41 pagesLabelling Drugs Poisons GuideRashid AnzoomNo ratings yet
- 1600+ Documentaries + 90+ Sets of Video Lectures + Some Films (Mar. 2012)Document94 pages1600+ Documentaries + 90+ Sets of Video Lectures + Some Films (Mar. 2012)slaproyen100% (1)
- Lista Principalelor Verbe Neregulate in EnglezaDocument5 pagesLista Principalelor Verbe Neregulate in EnglezaflopalanNo ratings yet
- Bharat Heavy Electricals Limited: (A Government of India Undertaking)Document40 pagesBharat Heavy Electricals Limited: (A Government of India Undertaking)anrsrinivasanNo ratings yet
- LG PDP TV Visual Troubleshooting Guide BookDocument27 pagesLG PDP TV Visual Troubleshooting Guide BookJohn Stokes100% (1)