Professional Documents
Culture Documents
As Provas Do Enade Completo
Uploaded by
Dorieli Carvalho PintoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
As Provas Do Enade Completo
Uploaded by
Dorieli Carvalho PintoCopyright:
Available Formats
Engenharia Mecnica VOLUME NICO CQA/UNIP
ENGENHARIA MECNICA
MATERIAL INSTRUCIONAL ESPECFICO
(VOLUME NICO)
2013
Engenharia Mecnica VOLUME NICO - CQA/UNIP
1
COORDENADORA E ORGANIZADORA
Christiane Mazur Lauricella
Doutora em Engenharia Metalrgica e de Materiais, Mestre em Tecnologia
Nuclear, Engenheira Qumica e Licenciada em Matemtica, com
Aperfeioamento em Estatstica. professora titular da Universidade Paulista.
AUTOR
Jos Carlos Morilla
Doutor em Engenharia de Materiais, Mestre em Engenharia de Produo,
Especialista em Engenharia Metalrgica e Fsica e Graduado em Engenharia
Mecnica, com MBA em Gesto Empresarial. professor adjunto da
Universidade Paulista e da Universidade Santa Ceclia.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
2
Questo 1
Questo 1.
1
A figura mostra, esquematicamente, uma turbina de alta rotao que aciona
um gerador atravs de um redutor com engrenagens helicoidais.
O gerador opera com rotao de 50 rad/s (478 rpm) a uma potncia de 280
kW. O dimetro do eixo de acionamento do gerador deve ser dimensionado
pelo Critrio de Tresca (mais conservativo), utilizando um fator de segurana
igual a . O material do eixo o ao de alta resistncia ASTM-A242 cuja
resistncia ao escoamento medida no ensaio de trao vale 350 MPa.
Considerando o eixo sujeito a toro pura (
mx
=T.R/J, na qual J= .R
4
/2) e
desprezando qualquer perda no sistema de transmisso, seu dimetro mnimo,
em mm, deve ser
A. 20
B. 40
C. 60
D. 80
E. 100
1
Questo 22 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
3
1. Introduo terica
1.1. Momento de toro em uma barra
Seja um slido submetido a uma fora constante que, devido a essa
fora, sofra deslocamento , como se v na figura 1.
Figura 1. Slido submetido a uma fora constante.
O trabalho executado por definido como o produto escalar entre
, ou seja,
Para o caso em estudo, define-se a potncia P como o trabalho realizado
em um intervalo de tempo, isto ,
Considerando que o trabalho , a potncia pode ser
escrita como
Lembrando que o mdulo da velocidade do corpo, a potncia
pode ser escrita como
Para um slido em rotao, como o mostrado na figura 2, a velocidade
de um ponto
Na expresso anterior, R a distncia entre o ponto e o centro de
rotao.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
4
Figura 2. Slido em rotao em torno de um eixo.
Com isso, a potncia pode ser escrita como
Visto que os vetores e so perpendiculares entre si, o mdulo do
produto vetorial fica
Assim, a potncia pode ser escrita como
Como o mdulo do torque em relao ao eixo de
rotao, a potncia pode ser expressa como
1.2. Critrio de Tresca ou critrio da mxima tenso de cisalhamento
Segundo Riley (2003), o critrio de Tresca tem como premissa limitar a
mxima tenso de cisalhamento que ocorre em um ponto, a fim de que neste
no haja deformao plstica. Essa premissa tem como suporte o fato de que o
principal mecanismo de deformao plstica o mecanismo de
escorregamento, que est associado tenso de cisalhamento.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
5
De acordo com Hibbeler (2004), as tenses principais em uma toro
possuem o mesmo valor e sinais contrrios. O valor dessas tenses igual ao
da tenso de cisalhamento mxima. Isso pode ser observado na figura 3.
Figura 3. Tenses principais no crculo de Mohr de uma barra solicitada toro (MILFONT,
2009).
Na figura 3, os pontos A e B representam, respectivamente, as tenses
principais .
Observando-se a figura 3, para a toro pura, possvel escrever que:
No critrio de Tresca, a tenso equivalente (
eq
) dada por
Para evitar que ocorra deformao plstica, segundo o critrio de Tresca,
o dimensionamento deve ser feito limitando a tenso equivalente ao valor da
tenso de escoamento (
e
). A relao entre a tenso de escoamento e a tenso
equivalente o fator de segurana do dimensionamento (s). Dessa forma,
possvel escrever (HIBBELER, 2004):
ou
2. Indicaes bibliogrficas
FRANA, L. N. F.; MATSUMURA, A Z. Mecnica Geral. So Paulo: Edgard
Blucher, 2004.
HALLIDAY, D. Fundamentos de Fsica: Mecnica. Rio de Janeiro: LTC, 2009,
v. 1.
HIBBELER, R. C. Resistncia dos materiais. So Paulo: Pearson, 2004.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
8
Questo 2
Questo 2.
2
Durante um teste de aterrissagem em pista molhada, foram medidas as
deformaes especficas em um ponto da fuselagem de um avio, utilizando
extensmetros eltricos (strain gages), e as tenses correspondentes foram
calculadas, resultando nos valores, expressos em MPa, apresentados na figura.
Com base nessas tenses e considerando o material da fuselagem elstico
linear, conclui-se que este um ponto sujeito a um(a)
A. cisalhamento puro.
B. estado uniaxial de tenso.
C. estado plano de deformaes.
D. tenso cisalhante mxima superior a 5 MPa.
E. tenso normal mxima de trao igual a 10 MPa.
2
Questo 24 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
9
1. Introduo terica
Estado de tenses
Um ponto material de um corpo qualquer est sujeito a um estado de
tenses que pode ser uniaxial, plano ou geral (SHIGLEY, 2005).
Os extensmetros eltricos so equipamentos aplicados superfcie de
uma pea e possuem a capacidade de medir deformaes uniaxiais na direo
de seu eixo, como mostrado na figura 1.
Figura 1. Direo da medida da deformao (adaptado de ANDOLFATO, 2004).
A partir da deformao medida por um extensmetro, possvel
determinar a tenso normal existente no ponto em estudo, na direo de
aplicao do extensmetro.
Como os extensmetros so aplicados nas superfcies dos corpos, eles
permitem estudar apenas os estados planos de deformao, j que, para o
estado geral, necessrio, tambm, estudar as deformaes que ocorrem na
direo normal ao plano dessas superfcies (GERE, 2003).
Nos estados planos de tenso, tomada uma direo como referncia e
indicando-a por x , a tenso normal e a tenso de cisalhamento variam de
acordo com as funes (NORTON, 2004):
Nas expresses, x a tenso na direo x; y a tenso na direo y,
que perpendicular a x; xy a tenso de cisalhamento que atua no plano cuja
normal x; a tenso normal que forma ngulo com a direo x e a
tenso de cisalhamento atuante no plano cuja normal a direo de (GERE,
2003).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
10
Por serem expresses cclicas, possuem valores mximos e valores
mnimos que, segundo Gere (2003), valem:
Nas expresses acima,
1
a tenso normal mxima,
2
a tenso
normal mnima e
mx
a tenso de cisalhamento mxima.
Uma maneira grfica de mostrar o estado duplo pelo crculo de Mohr.
Nesse crculo, cada plano de tenses representado por um ponto cujas
coordenadas so as tenses atuantes no plano. A figura 2 ilustra um crculo de
Mohr para um estado duplo de tenses (NORTON, 2004).
Figura 2. Crculo de Mohr (adaptado de NORTON, 2004).
Seguem algumas observaes importantes.
Nos planos cujas normais so as direes de
1
e
2
, a tenso de
cisalhamento igual a zero.
As tenses
1
e
2
possuem direes perpendiculares entre si.
A mdia entre as tenses de direes perpendiculares entre si constante
para um estado plano.
A tenso normal que atua no plano onde age
mx
a igual tenso mdia.
As tenses de cisalhamento em planos perpendiculares entre si so iguais e
de sinais opostos.
x
y
xy
- xy
X
Y
2 1
mnimo
mximo
2
Engenharia Mecnica VOLUME NICO - CQA/UNIP
11
Nos planos de
mx
e
mn
, a tenso normal possui o mesmo valor e igual
tenso normal mdia.
2. Indicaes bibliogrficas
ANDOLFATO, R. P.; CAMACHO, J. S.; BRITO, G. A. Extensometria bsica.
Disponvel em <http://www.nepae.feis.unesp.br/Apostilas/Extensometria
basica.pdf>. Acesso em 11 ago. 2010.
GERE, J. M. Mecnica dos Materiais. So Paulo: Thomson Learning, 2003.
JUVINALL, R. C.; MARSHEK, K. M. Fundamentos do projeto de componentes
de mquinas. Rio de Janeiro: LTC, 2008.
NORTON, R. L. Projeto de mquinas uma abordagem integrada. Porto
Alegre: Bookman, 2004.
SHIGLEY, J. Projeto de Engenharia Mecnica. Porto Alegre: Bookman, 2005.
3. Anlise das alternativas
Considerando o estado de tenses apresentado na questo, o crculo de
Mohr fica como o apresentado na figura 3.
Figura 3. Crculo de Mohr para o estado de tenses da questo.
10. 00
5
.
0
0
5. 00
5
.
0
0
11. 51 6. 57
9
.
0
4
(MPa)
(MPa)
Engenharia Mecnica VOLUME NICO - CQA/UNIP
14
Questo 3
Questo 3.
3
No estado plano de tenses, as tenses principais
1
e
2
podem ser utilizadas
para efeito de dimensionamento e anlise de falhas em componentes
estruturais. No grfico, esto representados os eixos relativos a essas tenses
principais e as curvas de limite de resistncia, segundo os critrios de Tresca e
de Von Mises, onde
Y
representa a tenso de escoamento do material.
A anlise do grfico permite concluir que, segundo
A. O critrio de Von Mises, um ponto sujeito s tenses
1
=
Y
/2 e
2
= -
y
/2
no falhar.
B. O critrio de Von Mises, um ponto fora do polgono de seis lados e da elipse
representa uma condio de falha.
C. O critrio de Von Mises, as maiores tenses normais no podem ultrapassar
a tenso de escoamento Y.
D. O critrio de Tresca, um ponto sujeito s tenses
1
=
Y
e
2
= -
y
no
falhar.
E. Os dois critrios, um ponto entre o polgono de seis lados e a elipse
representa uma condio de falha.3
3
Questo 23 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
15
1. Introduo terica
Critrios de resistncia
Segundo Juvinall (2008), a falha de um componente estrutural ocorre
por uma combinao das tenses principais oriundas do estado de tenses a
que esse ponto est sujeito. Assim, necessrio estabelecer uma teoria de
falha para os materiais a fim de prever sua resistncia, tendo como base o
ensaio de trao do material.
As teorias de falhas estticas visam a estabelecer uma relao entre a
tenso de falha de um ensaio de trao e o estado de tenses que levou o
componente runa.
Das teorias desenvolvidas, destacamos a teoria da mxima tenso de
cisalhamento ou teoria de Tresca e a teoria da mxima energia de distoro,
conhecida, tambm, como teoria de Von Mises (GERE, 2003).
A teoria da mxima tenso de cisalhamento estabelece que qualquer
material falhar quando a tenso cisalhante mxima for superior resistncia
do material ao cisalhamento, que deve ser determinada a partir do ensaio de
trao uniaxial (HIBBELER, 2004).
Para um estado plano de tenses, de acordo com a teoria de Tresca,
possvel traar o grfico da figura 1.
Figura 1. Grfico da teoria de Tresca (adaptado de JUVINALL, 2008).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
16
Na figura 1, possvel observar um polgono de seis lados que cruza os
eixos
1
e
2
(eixos das tenses principais) nos pontos onde o valor da tenso
o da tenso de escoamento
e
(JUVINALL, 2008).
De acordo com essa teoria, no ocorrer falha quando o estado de
tenses produzir as tenses principais (
1
e
2
) tais que, ao serem
representadas no grfico, forem coordenadas de um ponto dentro do polgono.
A teoria da mxima energia de distoro baseia-se no fato de que
qualquer material elstico sujeito a determinado estado de tenses sofre
variao de forma e/ou volume. A energia necessria para essa deformao fica
armazenada como energia elstica (HIBBELER, 2004).
Essa teoria relaciona a energia de deformao absorvida no regime
elstico de um ensaio de trao com a armazenada no corpo pelo estado de
tenses a que ele est submetido. Existe a falha quando a energia de distoro
por unidade de volume material igual ou ultrapassa a energia de distoro por
unidade de volume do mesmo material em um ensaio de trao simples.
Quando se traa, para um estado plano de tenses, um grfico
semelhante ao da teoria de Tresca, obtm-se uma elipse como a mostrada na
figura 2.
Figura 2. Grfico da teoria de Tresca elipse (adaptado de HIBBELER, 2004).
Estados de tenso que produzem pontos na regio compreendida pela
elipse no causam falhas. As falhas ocorrero quando o estado de tenses
produzirem um ponto que esteja na linha da elipse ou fora da regio
compreendida por ela (HIBBELER, 2004). Quando comparamos os dois critrios,
podemos traar a figura 3.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
17
Figura 3. Grfico da teoria de Tresca comparado ao da teoria de Von Mises (adaptado de
JUVINALL, 2008).
Na figura 3, o polgono de seis lados que representa o grfico da teoria
da mxima tenso de cisalhamento tem seus vrtices coincidentes com a elipse
que representa o grfico da teoria da mxima energia de distoro.
Quando comparamos os dois critrios, verificamos que, se no ocorre
falha pelo critrio de Tresca, tambm no ocorrer pelo critrio de Von Mises;
caso ocorra falha pelo critrio de Von Mises, tambm ocorrer pelo critrio de
Tresca.
Existe uma regio, compreendida entre o polgono e a elipse, em que
ocorre falha pelo critrio de Tresca e no ocorre pelo critrio de Von Mises.
2. Indicaes bibliogrficas
GERE, J. M. Mecnica dos materiais. So Paulo: Thomson Learning, 2003.
HIBBELER, R. C. Resistncia dos materiais. So Paulo: Pearson Prentice
Hall, 2004.
JUVINALL, R. C.; MARSHEK, K. M. Fundamentos do projeto de
componentes de mquinas. Rio de Janeiro: LTC, 2008.
3. Anlise das alternativas
A Alternativa correta.
JUSTIFICATIVA. As tenses
1
=
Y
/2 e
2
= -
y
/2 apresentadas no grfico que
mostra as regies de falha (figura 4) produzem um ponto dentro da regio
Engenharia Mecnica VOLUME NICO - CQA/UNIP
20
Questo 4
Questo 4.
4
Os aos ABNT 1020 no so temperveis. Isto ocorre porque:
A. baixo o teor de carbono desses aos, e o cotovelo da curva TTT toca o
eixo das ordenadas.
B. trincam-se quando submetidos a um resfriamento rpido.
C. possuem elementos de liga que deslocam o cotovelo da curva TTT para a
esquerda.
D. s possuem fase austentica.
E. somente os aos-ligas so passveis de tmpera, pois os aos comuns ao
carbono no so.
4
1. Introduo terica
1.1. Aos
Aos so ligas ferro-carbono cuja porcentagem de carbono no
ultrapassa 2% (CHIAVERINI, 2005). A figura 1 mostra o diagrama de fases
para ligas ferro-carbono.
4
Questo 26 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
21
Figura 1. Diagrama ferrocarbono (adaptado der ASKELAND, 2008).
Em funo do teor de carbono, os aos, quando resfriados lentamente,
possuem na temperatura ambiente estrutura formada por ferrita, perlita e/ou
cementita. Para aos com porcentagem de carbono inferior a 0,8% (aos
hipoeutetoides), a estrutura constituda por gros de ferrita e gros de perlita.
Com 0,8% de carbono (aos eutetoides), h apenas gros de perlita. Para
porcentagens acima de 0,8% (aos hipereutetoides), h gros de perlita com
cementita depositada no contorno deles (COLPAERT, 2008).
No grfico da figura 1, o ponto que se encontra no cruzamento entre a
linha A3 e a linha Acm chamado de ponto eutetoide. A liga que possui a
porcentagem de carbono correspondente a esse ponto (0,8%) chamada liga
eutetoide ou ao eutetoide. A temperatura na qual esse ponto ocorre (727
o
C)
denominada temperatura eutetoide (COLPAERT, 2008).
O ferro, assim como outros metais, possui uma propriedade chamada de
alotropia ou polimorfismo, que a capacidade de mudar de forma de reticulado
em funo da temperatura. Para o ferro puro, acima de 1400
o
C, a forma de
seu reticulado cbica de corpo centrado, conhecida como forma alotrpica .
Entre 910
o
C e 1400
o
C, a forma do reticulado cbica de face centrada,
indicada pela letra . A soluo de carbono nessa forma a austenita. Abaixo
Engenharia Mecnica VOLUME NICO - CQA/UNIP
22
de 727
o
C, a forma do reticulado cbica de corpo centrado, indicada pela letra
. A soluo de carbono nessa forma a ferrita (COLPAERT, 2008)
Notamos que abaixo da temperatura eutetoide no existe nenhuma
parcela de austenita ( )
As estruturas encontradas para os aos esto representadas na figura 2
(COLPAERT, 2008).
Figura 2. Micrografias dos aos (COLPAERT, 2008).
O teor de perlita cresce com o aumento da porcentagem de carbono,
tendo como limite 0,8%.
A perlita se forma em lminas bastante finas, somente visveis ao
microscpio, com elevadas ampliaes. Tal estrutura a ferrita e a cementita
em forma laminar. Para que essas estruturas ocorram, necessrio que o
resfriamento respeite as condies termodinmicas das transformaes. Se o
resfriamento for acelerado, ocorrer a formao de outras estruturas (PADILHA,
2007).
Com relao sua designao, os aos para construo mecnica so
normalizados pela Associao Brasileira de Normas Tcnicas (ABNT) e indicados
por quatro dgitos precedidos da sigla ABNT (NBR NM ISO 4948-1; 2000). Dos
quatro dgitos, os dois primeiros correspondem ao tipo de ao (por exemplo, os
aos carbono so indicados por 10) e os dois ltimos correspondem
porcentagem de carbono presente (por exemplo, se os dois ltimos dgitos
forem 20, isso significa que na estrutura o teor de carbono igual a 0,20%)
(NBR NM ISO 4948-1; 2000).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
23
1.2. Tratamento Trmico
Curva TTT
A relao entre a temperatura e o tempo (histria) do resfriamento para
obter determinada microestrutura o que se denomina tratamento trmico. A
base terica para o estudo dos tratamentos trmicos a cintica qumica.
Nesse estudo, introduzida uma importante varivel, o tempo, que permite a
construo de um tipo de diagrama, denominado TTT (Temperatura, Tempo,
Transformao). O diagrama TTT similar ao diagrama de fase e permite
mapear transformaes de difuso de estado slido (dependentes de tempo) e
transformaes rpidas, que ocorrem por outros mecanismos (independentes
de tempo) (CHIAVERINI, 2005).
O grfico representativo do diagrama TTT tambm conhecido como
diagrama de transformao isotrmico.
A partir da temperatura eutetoide, resfria-se rapidamente o material at
determinada temperatura, mantida constante at que ocorra a transformao
da austenita (a austenita instvel abaixo da temperatura eutetoide). Assim, a
transformao da austenita ocorre isotermicamente (CALLISTER, 2008).
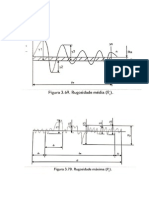
A figura 3 mostra que a evoluo da transformao pode ser
representada por uma famlia de curvas, que indicam os percentuais de
transformao ao longo do tempo.
Figura 3. Diagrama TTT (adaptado de CHIAVERINI, 2005).
Na figura 3, a curva mais esquerda mostra o incio da transformao e
a curva mais direita mostra o trmino da transformao. Assim, para
Engenharia Mecnica VOLUME NICO - CQA/UNIP
24
determinada temperatura abaixo da temperatura eutetoide, a transformao se
inicia em um instante e termina em outro (CHIAVERINI, 2005).
Dessa maneira, conforme a velocidade de resfriamento, possvel que
essas transformaes no ocorram ou no ocorram por completo.
Na figura 4, esto representadas duas curvas de resfriamento, uma da
superfcie de uma pea e outra do centro da mesma pea. Na superfcie, a
velocidade de resfriamento alta o suficiente para impedir que a transformao
se inicie. No centro, a velocidade de resfriamento suficientemente baixa para
permitir a total transformao (CHIAVERINI, 2005).
Figura 4. Curvas de resfriamento em um diagrama TTT (CHIAVERINI, 2005).
Assim sendo, as estruturas encontradas na superfcie so diferentes das
encontradas no centro da pea. Na temperatura ambiente, a estrutura de um
ao que sofreu um resfriamento semelhante ao da superfcie da figura anterior
chamada de martensita (CALLISTER, 2008).
Tmpera
A tmpera tem como caracterstica uma velocidade de resfriamento
capaz de impedir a transformao de fase da austenita, fazendo com que se
encontre no material resfriado a estrutura martenstica (COLPAERT, 2008).
Para os aos carbono, o percentual de carbono altera a posio das
curvas TTT, sendo que, quanto maior o teor de carbono, mais direita ficam as
curvas do diagrama. A figura 5 mostra dois diagramas: uma para um ao
hipoeutetoide (a) e outro para um ao eutetoide (b) (CHIAVERINI, 2005).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
25
Figura 5. Diagramas TTT para aos hipoeutetoide (a) e eutetoide (b) (CHIAVERINI, 2005).
Observamos que, para o ao hipoeutetoide, a curva de incio da
transformao toca o eixo da temperatura. Com isso, mesmo para velocidades
de resfriamento muito altas ir ocorrer a transformao de fase da austenita,
no permitindo a transformao em martensita. Nessa situao, esses tipos de
aos no so temperveis (CHIAVERINI, 2005).
2. Indicaes bibliogrficas
NBR NM ISO 4948-1; 2000 - Classificao dos aos no ligados e ligados.
ASKELAND, D. R. Cincia e Engenharia dos Materiais. So Paulo: Cengage
Learning, 2008.
CALLISTER Jr., W. D. Cincia e Engenharia de Materiais uma introduo.
Rio de Janeiro: LTC, 2008.
CHIAVERINI, V. Aos e ferros fundidos. So Paulo: Associao Brasileira de
Metalurgia e Materiais, 2005.
COLPAERT, H. Metalografia dos produtos siderrgicos comuns. So Paulo:
Edgard Blucher, 2008.
FREIRE, J. M. Materiais de construo mecnica. Rio de Janeiro: LTC, 1983
PADILHA, A. F.; Materiais de Engenharia microestrutura e propriedades.
So Paulo: Hemus, 2007.
(a) (b)
Engenharia Mecnica VOLUME NICO - CQA/UNIP
27
Questo 5
Questo 5.
5
O alumnio um metal que, em volume de produo, s superado pelos
ferrosos. Analise as afirmaes a seguir sobre esse material.
I. Apresenta baixa condutividade trmica e, por isso, usado como
matria-prima para fabricao de panelas.
II. Tem grande aplicao na indstria aeronutica por possuir baixa relao
resistncia/peso.
III. Trata-se de um metal com baixo ponto de fuso e, portanto, no
recomendado em aplicaes com temperaturas superiores a 150 C.
IV. Possui boa resistncia corroso, com aplicao na construo civil e na
indstria automotiva, e pode ser 100% reciclado.
Esto corretas as afirmaes
A. I e III, apenas.
B. II e III, apenas.
C. III e IV, apenas.
D. I, II e IV, apenas.
E. I, II, III e IV.
5
1. Introduo terica
Alumnio e suas ligas
As ligas de alumnio so largamente empregadas em Engenharia devido
a uma combinao favorvel de propriedades, tais como condutividade eltrica
e trmica, leveza e resistncia corroso. Essas propriedades advm de sua
forma cristalina, que cbica de face centrada (CFC) (CALLISTER, 2008). Na
figura 1, est representada a estrutura cristalina do alumnio.
5
Questo 27 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
28
Figura 1. Estrutura cristalina do alumnio (CALLISTER, 2008).
Comparado ao ao, o alumnio melhor condutor de eletricidade e
melhor condutor de calor (FREIRE, 1983). O quadro 1 mostra um comparativo
entre as propriedades do alumnio e do ao (ASKELAND, 2008).
Quadro 1. Propriedades do ao e do alumnio (adaptado de ASKELAND, 2008)
Comparado com o ao, o alumnio possui ponto de fuso bem mais
baixo, massa especfica menor e limite de resistncia inferior. A relao entre o
limite de resistncia e a massa especfica para o alumnio 29,6x10
-3
e para o
ao 51,2x10
-3
.
As ligas de alumnio podem ser trabalhadas, chegando a possuir limites
de resistncia em torno de 200 MPa (DIETER, 1999). Nessa situao, a relao
entre o limite de resistncia e a massa especfica igual a 74,1x10
-3
, 44,73%
maior do que o do ao.
Propriedade Alumnio Ao Alumnio/Ao
Ponto de fuso (K) 933 1811 0,52
Condutividade Trmica ( ) 237 50 4,74
Condutividade eltrica (Ohm
-1
m
-1
) 3,77x10
7
9,93x10
6
3,80
Massa especfica (kg/m
3
) 2,7x10
3
7,8x10
3
0,75
Limite de Resistncia (MPa) 80 400 0,2
Engenharia Mecnica VOLUME NICO - CQA/UNIP
29
Como todo metal, o alumnio passvel de reciclagem, pois pode ser
fundido novamente e, a partir do produto fundido, constroem-se novas peas e
equipamentos (CALLISTER, 2008).
O xido de alumnio (Al
2
O
3
) um composto qumico de alumnio e
oxignio conhecido como alumina, responsvel pela resistncia corroso do
alumnio metlico. O metal alumnio muito suscetvel ao oxignio atmosfrico
e uma camada fina de xido de alumnio se forma rapidamente na superfcie
exposta de metal, protegendo o metal abaixo (DIETER, 1999).
O Al
2
O
3
possui estrutura octadrica e ponto de fuso de 2345 K. Ao
formar a camada na superfcie da pea, a geometria de sua estrutura no
permite a penetrao do oxignio. Essa pelcula, chamada de camada passiva
oferece caractersticas de resistncia corroso (DIETER, 1999).
2. Indicaes bibliogrficas
ASKELAND, D. R. Cincia e Engenharia dos Materiais. So Paulo: Cengage
Learning, 2008.
CALLISTER Jr., W. D. Cincia e Engenharia de Materiais uma introduo.
Rio de Janeiro: LTC, 2008.
DIETER, G. E. Engineering design. New York: Mc Graw Hill, 1999.
FREIRE, J. M. Materiais de construo mecnica. Rio de Janeiro: LTC, 1983.
3. Anlise das alternativas
A Alternativa incorreta.
JUSTIFICATIVA. Ao contrrio da afirmativa I, o alumnio apresenta boa
condutividade trmica (4,74 vezes a do ao) e, exatamente por isso, usado na
fabricao de panelas.
B Alternativa incorreta.
JUSTIFICATIVA. Ao contrrio da afirmativa II, a aplicao na aeronutica se d
pelo fato de a relao resistncia/massa ser maior do que a da maioria dos
materiais.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
31
Questo 6
Questo 6.
6
O grfico abaixo representa a curva tenso x deformao de um determinado
ao, obtida em um teste de trao.
Pela anlise do grfico, conclui-se que
A. A tenso no ponto C corresponde ao limite de proporcionalidade.
B. A fratura ocorre no ponto D.
C. O mdulo de elasticidade do material pode ser obtido pela inclinao do
trecho AB.
D. O limite elstico do material ocorre no ponto E.
E. O limite de escoamento do material dado pelo valor da tenso no ponto D
1. Introduo terica
Ensaio de trao
O ensaio de trao tem por finalidade determinar caractersticas de um
material quando solicitado por fora que atua ao longo do eixo do corpo. Esse
ensaio consiste na aplicao de carga axial de intensidade crescente at que
ocorra a ruptura. Mede-se a variao do comprimento como funo da carga,
obtendo dados quantitativos das caractersticas mecnicas dos materiais
(CALLISTER, 2008).
______________________
6
Questo 22 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
32
Nesse ensaio, so utilizados corpos de prova padronizados, como o
mostrado no item (b) da figura 1, em equipamentos chamados mquinas de
ensaios de trao, que provocam afastamento de suas extremidades, de
maneira lenta e progressiva. O item (a) da figura 1 um desses equipamentos
(EMIC, 2010).
(a) (b)
Figura 1. (a) Mquina universal de ensaios (EMIC, 2010) (b) Corpos de prova para ensaio de trao
(adaptado de SOUZA, 2000).
Aplica-se uma carga de trao que cresce com o tempo, at que ocorra a
ruptura do corpo de prova. Durante o ensaio, medido o alongamento ( L)
que o corpo de prova sofre e a resistncia ao avano (Q), correspondente a
cada alongamento (SOUZA, 2000).
Conhecidas as dimenses iniciais do corpo de prova (dimetro d
0
para
corpos de prova circular e o comprimento til L
0
), calculam-se, para cada
alongamento, a tenso ( ) e a deformao ( ) pelas expresses (SOUZA,
2000):
Os dados referentes s deformaes e suas tenses correspondentes so
lanados em um grfico conhecido como diagrama tenso-deformao
(FREIRE, 1983).
Basicamente, quando se ensaiam materiais metlicos, so encontrados
dois tipos de comportamento: o dctil, representado na figura 2 (a), e o frgil,
representado na figura 2 (b) (SOUZA, 2000).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
33
Figura 2. Tipos de diagramas (adaptado de SOUZA, 2000).
A diferena bsica entre os materiais de comportamento dctil e os
materiais de comportamento frgil a presena de uma regio chamada de
regio de escoamento, assinalada na figura 2 (a).
Na figura 3, esto marcados alguns pontos importantes que podem ser
extrados de um diagrama tenso-deformao.
Figura 3. Diagrama tenso-deformao (adaptado de PUCPR, 2010).
Na figura 3, possvel distinguir duas regies: a regio elstica (que
ocorre antes do escoamento) e a regio plstica (que ocorre aps a regio
elstica e vai at a ruptura).
Na regio elstica, pressupe-se que a ausncia de esforo est
relacionada ausncia de deformao. Nessa regio vale a Lei de Hooke, que
afirma ser a tenso () proporcional deformao ( ). A proporcionalidade
entre a tenso e a deformao dada por uma caracterstica do material,
chamada de mdulo de elasticidade (E). A expresso da Lei de Hooke
Engenharia Mecnica VOLUME NICO - CQA/UNIP
34
As tenses correspondentes aos pontos destacados na figura 3 esto
descritas a seguir (SOUZA, 2000):
u
- tenso ltima ou limite de resistncia do material (mxima tenso que
se atinge).
R
- tenso de ruptura (tenso que ocorre no momento da ruptura do
material).
e
- tenso de escoamento (tenso que, se atingida, provoca o
deslocamento das discordncias e a deformao plstica).
p
- tenso limite de proporcionalidade (tenso acima da qual no mais
respeitada a proporcionalidade entre a tenso e a deformao Lei de
Hooke).
R
- deformao de ruptura (deformao que, se atingida, provocar a
ruptura do material).
2. Indicaes bibliogrficas
CALLISTER, W. D. Cincia e Engenharia de Materiais uma introduo. Rio
de Janeiro: LTC, 2008.
EMIC Mquinas universais de ensaio. Disponvel em
<http://www.emic.com.br/produtos.php?codigo=59> Acesso em 23 ago. 2010.
FREIRE, J. M. Materiais de Construo Mecnica. Rio de Janeiro: LTC, 1983
PUC PR, Deformaes - da deformao especfica at o comportamento
dos materiais - diagrama tenso ( ( ) x deformao (( ). Disponvel em
<http://www.lami.pucpr.br/cursos/estruturas/Parte03/Mod23/Curso1Mod23-03.
htm>. Acesso em 23 ago. 2010.
SOUZA, S. A. Ensaios mecnicos dos materiais metlicos. So Paulo: Edgard
Blcher, 2000.
3. Anlise das alternativas
A Alternativa incorreta.
JUSTIFICATIVA. A tenso no ponto C no corresponde ao limite de
proporcionalidade. O limite de proporcionalidade est sobre a reta que
Engenharia Mecnica VOLUME NICO - CQA/UNIP
37
Questo 7
Questo 7.
7
Os aos inoxidveis ferrticos e austenticos no permitem o endurecimento por
meio de tmpera.
Nos aos inoxidveis ferrticos, independentemente da velocidade de
resfriamento, a estrutura sempre ferrtica e, nos aos inoxidveis austenticos,
a presena do nquel como elemento de liga estabiliza a austenita.
Analisando essas afirmaes, conclui-se que
A. As duas afirmaes so verdadeiras e a segunda justifica a primeira.
B. As duas afirmaes so verdadeiras e a segunda no justifica a primeira.
C. A primeira afirmao verdadeira e a segunda falsa.
D. A primeira afirmao falsa e a segunda verdadeira.
E. As duas afirmaes so falsas.
6
1. Introduo terica
Aos inoxidveis
Os aos com teor elevado de cromo (11% ou mais) oferecem resistncia
corroso muito maior do que as apresentadas pelos aos carbono comuns,
sendo chamados de aos inoxidveis (SCHAKELFORD, 2008).
Em funo de sua microestrutura bsica, encontrada na temperatura
ambiente, eles podem ser classificados em martensticos, ferrticos ou
austenticos.
Os aos martensticos, aps resfriamento rpido a partir da zona de
solubilizao, apresentam estrutura caracterizada pela presena de martensita.
Em geral, possuem entre 12 e 17% de cromo e entre 0,1 e 0,5% de carbono.
Uma caracterstica apresentada por esses aos o fato deles serem
ferromagnticos (SCHAKELFORD, 2008).
7
Questo 27 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
38
Os aos inoxidveis martensticos sofrem a operao de tmpera, que
transforma a ferrita em austenita e esta ltima em martensita durante o
resfriamento. Aps a tmpera, o carbono forma parte da fase martenstica e
no est disponvel para ser precipitado como carboneto de cromo. Ou seja, a
resistncia corroso desses aos est vinculada tmpera (CHIAVERINI,
2005). A figura 1 uma micrografia de um ao inoxidvel martenstico na qual
possvel observar apenas gros de martensita.
Figura 1. Estrutura de um ao inoxidvel martenstico ABNT 420 (COLPAERT, 2008).
Os aos ferrticos, aps o resfriamento rpido a partir da zona de
solubilizao, apresentam estrutura predominantemente ferrtica. Apresentam
entre 16 e 30% de cromo e no sofrem alterao de propriedades quando
submetidos a resfriamentos muito rpidos por possurem baixo teor de carbono,
ou seja, no so endurecidos por tratamento trmico (SCHAKELFORD, 2008). A
figura 2 uma micrografia de um ao inoxidvel ferrtico (ABNT 409 com
porcentagem de cromo igual 0,08%) na qual possvel observar apenas gros
de ferrita.
Figura 2. Estrutura de um ao inoxidvel ferrtico ABNT 409 (COLPAERT, 2008).
Os aos inoxidveis austenticos so obtidos principalmente pela
introduo de nquel em sua composio qumica. Com essa adio, consegue-
se uma alterao na estrutura, transformando ligas ferrticas em ligas
austenticas pela estabilizao da austenita (SCHAKELFORD, 2008). Outros
Engenharia Mecnica VOLUME NICO - CQA/UNIP
39
elementos, como o molibdnio, o titnio e o nibio, so introduzidos para
melhorar a resistncia corroso intergranular. A quantidade de carbono na
estrutura no ultrapassa 0,25% e no possvel endurecer esse tipo de ao por
tratamento trmico, mas possvel aumentar a dureza e a resistncia trao
por encruamento (CALLISTER, 2008). A figura 3 uma micrografia de um ao
inoxidvel austentico (ABNT-304, com porcentagem de nquel igual a 8%) na
qual possvel observar apenas gros de austenita.
Figura 3. Estrutura de um ao inoxidvel austentico ABNT 304 (COLPAERT, 2008).
Dos trs tipos de ao, o austentico aquele que apresenta a maior
resistncia corroso e a mais baixa taxa de escoamento, sendo indicado para
o trabalho a frio (FREIRE, 1983).
2. Indicaes bibliogrficas
CALLISTER Jr., W. D. Cincia e Engenharia de Materiais uma introduo.
Rio de Janeiro: LTC, 2008.
CHIAVERINI, V. Aos e ferros fundidos. So Paulo: Associao Brasileira de
Metalurgia e Materiais, 2005.
COLPAERT, H. Metalografia dos produtos siderrgicos comuns. So Paulo:
Edgard Blucher, 2008.
FREIRE, J. M. Materiais de construo mecnica. Rio de Janeiro: LTC, 1983
SCHAKELFORD, J. F. Cincia dos materiais. So Paulo: Pearson Education,
2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
41
Questes 8 e 9
Questo 8.
8
Considere o diagrama de equilbrio Fe-C para teores de carbono at 6,7%,
mostrado na figura
Com relao ao diagrama mostrado e seus constituintes, conclui-se que:
A. A austenita um carboneto contendo 2,11% de carbono.
B. A soluo slida do carbono do ferro chamada cementita.
C. Este , de fato, um diagrama Fe-Fe
2
O
3
, visto que a extremidade direita do
mesmo corresponde a 6,7% de carbono, que representa a solubilidade mxima
do carbono no fe
2
O
3
.
D. A solubilidade do carbono na austenita mxima a 1148 C e corresponde
a 4,3% de carbono.
E. Este , de fato, um diagrama Fe-Fe
3
C, visto que a extremidade direita do
mesmo corresponde a 6,7% de carbono, que a composio aproximada do
carboneto de ferro Fe
3
C.
a.
7
b.
c.
8
Questo 31 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
42
Questo 9.
9
Considere o diagrama de equilbrio Fe-C para teores de carbono at 6,7%,
mostrado na figura
ESTO
Os ferros fundidos denominados hipoeutetoides so ligas de Fe-C que possuem
teor de carbono entre, aproximadamente, 2,0 e 4,3%.
A liga binria Fe-C com teor de carbono de 4,3% corresponde liga de mais
baixo ponto de solidificao ou fuso (temperatura de 1148 C), sendo esta liga
denominada euttica.
Analisando essas afirmaes, conclui-se que
A. As duas afirmaes so verdadeiras e a segunda justifica a primeira.
B. As duas afirmaes so verdadeiras e a segunda no justifica a primeira.
C. A primeira afirmao verdadeira e a segunda falsa.
D. A primeira afirmao falsa e a segunda verdadeira.
E. As duas afirmaes so falsas.
8
9
Questo 32 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
43
91. Introduo terica
1.1. Diagramas de equilbrio (diagramas de fase)
Os diagramas de fase so representaes grficas das varveis de
estado associadas com as microestruturas. Os diagramas mais comumente
encontrados so os das ligas binrias, que representam sistemas de dois
componentes (SCHAKELFORD, 2008).
Dentre os diagramas binrios, os tipos bsicos so aqueles cujos
componentes so:
completamente miscveis no estado slido;
completamente imiscveis no estado slido;
parcialmente miscveis no estado slido.
Na figura 1 esto representados esses trs tipos de diagramas
(SCHAKELFORD, 2008).
Figura 1. Tipos bsicos de diagramas de fase (SCHAKELFORD, 2008).
Quando os materiais so completamente miscveis no estado slido (item
(a) da figura 1), na temperatura ambiente so encontrados gros com uma
soluo desses materiais, independentemente das quantidades de cada um
deles.
Quando os materiais so completamente imiscveis no estado slido, na
temperatura ambiente so encontrados gros que possuem os materiais
Engenharia Mecnica VOLUME NICO - CQA/UNIP
44
distintos. Para esses materiais, existe uma composio chamada de euttica. A
composio euttica aquela que solidifica na menor temperatura, conhecida
como temperatura euttica (item (b) da figura 1). Dependendo do teor de cada
elemento, possvel encontrar gros do material A e gros com a composio
euttica ou encontrar gros do material B e gros com a composio euttica.
Observa-se que, na composio euttica, os materiais no esto em soluo,
sendo possvel distinguir os materiais dentro do gro (CALLISTER, 2002).
Quando os materiais so parcialmente solveis no estado slido (item (c)
da figura 1), comportam-se como se fossem completamente insolveis no
estado slido. Para esses materiais, existe uma composio chamada de
composio euttica que, neste caso, formada pelas solues e .
Dependendo do teor de cada elemento, possvel encontrar gros da soluo
e gros com a composio euttica e possvel encontrar gros da soluo e
gros com a composio euttica (SCHAKELFORD, 2008).
1.2. Diagrama de equilbrio das ligas ferro-carbono
O diagrama ferro-carbono, tambm conhecido como diagrama de
Rozemboom, mostra as estruturas dessas ligas para diversas concentraes de
carbono a temperaturas diferentes (FREIRE, 1983). A figura 2 um diagrama
ferro-carbono cujo limite mximo de carbono de 6,7% (CHIAVERINI, 2005).
Os componentes bsicos de um ao carbono so o ferro e o carbono,
que formam o carboneto de ferro Fe
3
C, contendo 6,7% de carbono (COLPAERT,
2008). Assim, esse diagrama pode ser considerado como Fe-Fe
3
C com equilbrio
metaestvel (CHIAVERINI, 1986).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
45
Figura 2. Diagrama ferro-carbono (adaptado de COLPAERT, 2008).
As ligas com teor inferior a 2,11% de C so chamadas de aos e as ligas
com teor superior so chamadas de ferro fundido (CHIAVERINI, 1986).
Quando o teor de carbono igual a 0,8%, a liga eutetoide e sua
microestrutura chamada de perlita (camadas de ferrita alternadas com
camadas de carboneto de ferro).
Quando se analisam as ligas ferro-carbono que constituem os aos, com
o teor de 0,8% de carbono, elas apresentam comportamento semelhante ao
comportamento euttico, sendo chamadas de ligas eutetoides.
Em funo do teor de carbono, possvel classificar os aos em trs
tipos, conforme segue abaixo (CHIAVERINI, 2005).
Aos hipoeutetoides: possuem teor de carbono inferior a 0,8%.
Aos eutetoides: possuem teor de carbono igual a 0,8%.
Aos hipereutetoides: possuem teor de carbono superior a 0,8%.
As estruturas encontradas nesses aos so as descritas a seguir.
Nos aos hipoeutetoides: gros de ferrita e gros de perlita, como os
observados na figura 3.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
46
Figura 3. Gros de ferrita e gros de perlita (COLPAERT, 2008).
Nos aos eutetoides: gros de perlita, como os observados na figura 4.
Figura 4. Gros de perlita (COLPAERT, 2008).
Verificamos que, nos gros de perlita, possvel observar a ferrita (parte
clara) e o composto Fe
3
C (parte escura).
Nos aos hipereutetoides: gros de perlita, com o composto Fe
3
C
depositado no contorno dos gros (cementita), como observado na figura 5.
Figura 5. Gros de perlita com cementita no contorno (COLPAERT, 2008).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
47
Quando analisamos as ligas ferro-carbono que constituem os ferros
fundidos, possvel classific-las nos trs tipos abaixo (COLPAERT, 2008).
Hipoeutticas: possuem teor de carbono superior a 2% e inferior a 4,3%.
Eutticas: possuem teor de carbono igual a 4,3%.
Hipereutticas: possuem teor de carbono superior a 4,3%.
1.3. Alotropia do Ferro
O ferro, assim como outros metais, apresenta a caracterstica de possuir
formas de reticulados diferentes em temperaturas diferentes, chamada de
alotropia ou polimorfismo. Para temperaturas inferiores a 910
o
C, o ferro
apresenta um reticulado com a forma cbica de corpo centrado (CCC), indicada
pela letra grega ; entre 910
o
C e 1380
o
C, essa estrutura muda para cbica de
face centrada (CFC), indicada pela letra grega a partir da, at a temperatura
de fuso, ele volta a ter a forma cbica de corpo centrado (CCC), indicada pela
letra grega (CHIAVERINI, 2005).
2. Indicaes bibliogrficas
CALLISTER Jr., W. D. Cincia e Engenharia de Materiais uma introduo.
Rio de Janeiro: LTC, 2008.
CHIAVERINI, V. Tecnologia mecnica materiais de construo mecnica.
So Paulo: MacGraw-Hill, 1986.
CHIAVERINI, V. Aos e ferros fundidos. So Paulo: Associao Brasileira de
Metalurgia e Materiais, 2005.
COLPAERT, H. Metalografia dos produtos siderrgicos comuns. So Paulo:
Edgard Blucher, 2008.
FREIRE, J. M. Materiais de construo mecnica. Rio de Janeiro: LTC, 1983.
SCHAKELFORD, J. F. Cincia dos materiais. So Paulo: Pearson Education,
2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
50
Questo 10
Questo 10.
10
Uma transmisso, formada por duas engrenagens e utilizada para aumentar a
velocidade angular, tem seu eixo de entrada conectado a um motor que gira a
300 rpm e fornece 31,4 kW de potncia mecnica. Considerando que as
engrenagens possuem 50 e 10 dentes e que a eficincia da transmisso 0,8,
calcule o torque na engrenagem menor.
1. Introduo terica
Transmisso por engrenagens
Segundo JUVINALL (2008), a transmisso de movimento entre duas
engrenagens cilndricas de dentes retos pode ser estudada por meio da
transmisso entre duas circunferncias, chamadas de circunferncias primitivas,
que representam dois cilindros pressionados, um contra o outro.
Se no existe deslizamento entre os cilindros, a rotao de um cilindro
causar a rotao do outro. No existindo deslizamento, a velocidade perifrica
dos cilindros deve ser a mesma (SHIGLEY, 2005).
Considere a transmisso da figura 1, na qual d
p
o dimetro da
circunferncia primitiva da engrenagem motora e d
c
o dimetro da
circunferncia primitiva da engrenagem movida. Para essa situao, W
p
a
velocidade angular da engrenagem motora e W
c
, a velocidade angular da
engrenagem movida.
10
10
Questo 5 Discursiva Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
51
Figura 1. Transmisso por engrenagens cilndricas de dentes retos (adaptado de JUVINALL,
2008).
Para um ponto em rotao, a velocidade tangencial (v) igual ao
produto entre a velocidade angular (W) e o raio de rotao (r). A velocidade
(v), para os pontos pertencentes s circunferncias primitivas das duas
engrenagens da figura 1, (CUNHA, 2005):
Dessa forma, pode-se obter uma relao entre as velocidades angulares
e os dimetros das engrenagens:
A velocidade angular (W), a partir da frequncia de rotao (n), pode ser
determinada por
A relao entre as velocidades angulares pode ser escrita como
Com essa ltima expresso, possvel observar que, em uma
transmisso por engrenagens, a relao existente para as velocidades
angulares a mesma para as frequncias de rotao, isto ,
O sistema mais utilizado para a fabricao de engrenagens o sistema
mdulo. Nele, as engrenagens de uma transmisso possuem o mesmo mdulo
Engenharia Mecnica VOLUME NICO - CQA/UNIP
52
que fornece as mesmas larguras de dentes. Quando esse sistema utilizado, o
dimetro de uma engrenagem pode ser obtido por (JUVINALL, 2008):
Na expresso acima, m o mdulo e z o nmero de dentes da
engrenagem.
Assim, em uma transmisso, a relao entre os dimetros igual
relao entre os nmeros de dentes, podendo ser escritas as seguintes
igualdades:
A relao entre as velocidades angulares e, por consequncia, a relao
entre as frequncias de rotao, inversa relao entre os dimetros e
relao entre os nmeros de dentes.
Com relao ao torque T que atua em cada engrenagem, sabendo que a
potncia disponvel P, temos (CUNHA, 2005):
Como em uma transmisso por engrenagens os dentes permitem que se
considere que no existe o escorregamento entre elas, o rendimento de uma
transmisso s pode estar associado potncia. A potncia de sada (P
s
)
(SHIGLEY, 2005)
Na expresso acima, o rendimento da transmisso e P
e
a potncia
na entrada.
2. Indicaes bibliogrficas
CUNHA, L. Elementos de mquinas. Rio de Janeiro: LTC, 2005.
JUVINALL, R. C.; MARSHEK, K. M. Fundamentos do projeto de
componentes de mquinas. Rio de Janeiro: LTC, 2008.
SHIGLEY, J. E. Projeto de Engenharia Mecnica. So Paulo: Bookman,
2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
54
Questo 11
Questo 11.
11
No contexto do processo de fundio sob presso, considere as afirmaes a
seguir.
I. O molde utilizado nesse processo geralmente constitudo de duas partes,
que so hermeticamente fechadas no momento do vazamento do metal lquido.
Ele pode ser utilizado frio ou aquecido temperatura do metal lquido, o que
exige materiais que suportem essas temperaturas.
II. O metal bombeado na cavidade do molde e a sua quantidade deve ser tal
que no s preencha inteiramente essa cavidade, como tambm os canais
localizados em determinados pontos para evaso do ar. Esses canais servem
tambm para garantir o preenchimento completo das cavidades do molde,
sendo, simultaneamente, produzida alguma rebarba.
III. Devido presso e consequente alta velocidade de enchimento da
cavidade do molde, o processo possibilita a fabricao de peas de formas
pouco complexas e de paredes mais espessas do que permitem os processos de
gravidade.
Esto corretas as afirmaes
A. I, apenas.
B. I e II, apenas.
C. I e III, apenas.
D. II e III, apenas.
E. I, II e III.
11
1. Introduo terica
Fundio sob presso
A fundio sob presso o processo metal-mecnico no qual o metal
lquido fundido, sujeito a uma presso superior presso atmosfrica,
injetado dentro de um molde.
11
Questo 28 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
55
A figura 1 mostra parte de um molde (matriz) para fundio sob presso e,
tambm, a pea produzida (ARAJO NETO, 2010).
Figura 1. Matriz e pea de fundio sob presso (ARAJO NETO, 2010).
Devido presso e consequente alta velocidade de enchimento da
cavidade do molde, o processo possibilita a fabricao de peas de formas
complexas e de paredes mais finas do que os processos por gravidade
(CHIAVERINI, 1986).
A matriz constituda por duas partes, que so hermeticamente fechadas
no momento do vazamento do metal lquido. Nesse processo de fundio, o
metal bombeado na cavidade da matriz e sua quantidade deve ser tal que
no s preencha a cavidade existente na matriz como tambm os canais para a
evaso do ar. Esses canais servem para garantir o total preenchimento da
cavidade da matriz (TORRE, 2004).
A presso aplicada durante a fundio mantida at que a solidificao se
complete. Aps isso, a matriz aberta e a pea expelida (FERREIRA, 1999).
Nesse tipo de fundio, sempre pode ocorrer a formao de rebarbas
(CHIAVERINI, 1986).
2. Indicaes bibliogrficas
ARAJO NETO, E. Melhora na vida das ferramentas de fundio sob
presso de alumnio com revestimento PVD. Disponvel em
<http://www.tsdobrasil.srv.br/melhora_na_vida.pdf>. Acesso em 25 ago. 2010.
CHIAVERINI, V. Tecnologia mecnica processos de fabricao e
tratamentos, v. 2. So Paulo: McGraw-Hill, 1986.
FERREIRA, J. M. G. C. Tecnologia da fundio. Lisboa: Fundao Calouste
Gulbekian, 1999.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
57
Questo 12
Questo 12.
12
Com relao aos processos de conformao, os esforos preponderantes que
agem no sentido de deformar o material so: compresso direta, trao, flexo,
compresso indireta e cisalhamento, ilustrados no quadro abaixo.
Relacionando os esforos preponderantes com os processos de calandragem,
corte, estiramento, laminao e trefilao, conclui-se que
A. A compresso direta corresponde ao processo de calandragem e o
cisalhamento corresponde ao processo de corte.
B. A compresso indireta corresponde ao processo de trefilao e a flexo
corresponde ao processo de calandragem.
C. A trao corresponde ao processo de estiramento e a flexo corresponde ao
processo de laminao.
D. A trao corresponde ao processo de laminao e a compresso indireta
corresponde ao processo de trefilao.
E. A flexo corresponde ao processo de estiramento e a compresso indireta
corresponde ao processo de corte.
12
Questo 30 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
58
1. Introduo terica
Conformao mecnica
Em funo dos tipos de esforos aplicados, a conformao mecnica
para a produo de peas metlicas pode ser classificada como um processo de
(CHIAVERINI, 1986):
compresso direta;
compresso indireta;
trao;
dobramento ou flexo ou
cisalhamento.
A figura 1 mostra exemplos tpicos dessas categorias.
Figura 1. Processos de conformao mecnica (adaptado de CHIAVERINI, 1986).
O forjamento e a laminao so exemplos de compresso direta. Nesses
processos, a conformao se d diretamente pela compresso existente entre
as partes das ferramentas (ou mquinas) e as peas (CHIAVERINI, 1986).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
59
A trefilao, a extruso e a estampagem profunda so processos de
compresso indireta.
Na trefilao, aplicada fora de trao na pea e a conformao se d
pela compresso entre a pea e a ferramenta, conforme indicado na figura 1
(SCHEAFFER, 1999).
Na extruso, aplicada fora de compresso na parte posterior da pea
e a conformao acontece pela compresso entre a pea e as paredes da
ferramenta, conforme indicado na figura 1 (BRESCIANI FILHO, 1997).
Na estampagem profunda, aplicada fora de compresso entre o
recorte e o conjunto matriz-sujeitador. Para a conformao, o puno aplica
fora normal ao plano da rea do recorte, que o empurra para dentro da
matriz, fazendo com que a conformao ocorra pela compresso lateral
existente na espessura do recorte, conforme indicado na figura 1 (CHIAVERINI,
1986).
O processo de dobramento e o processo de calandragem so exemplos
de dobramento ou flexo. Nesses processos, aplicada fora no centro da
distncia entre os apoios da chapa, que sofre flexo, sendo que o momento de
maior intensidade ocorre no ponto de aplicao da fora (CHIAVERINI, 1986).
Ainda existem os processos de corte e de trao. O processo de corte faz
com que haja a separao das partes da pea a ser produzida por meio do
cisalhamento em determinada seo. O processo de trao, usado, por
exemplo, no endireitamento de chapas, faz com que as tenses de trao
promovam a conformao (SCHEAFFER, 1999).
2. Indicaes bibliogrficas
BRESCIANI FILHO, E. Conformao plstica dos metais. Campinas:
Unicamp, 1997.
CHIAVERINI, V. Tecnologia mecnica processos de fabricao e
tratamentos, vol. II. So Paulo: McGraw-Hill, 1986.
SCHEAFFER, L. Conformao mecnica. Porto Alegre: Imprensa Livre, 1999.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
61
Questes 13 e 14
Questo 13.
13
Atualmente a evoluo da tecnologia proporciona excelentes nveis de
qualidade nos processos de fabricao na indstria metal-mecnica, sobretudo
com utilizao de mquinas CNC. Nesse sentido, no processo de fabricao de
eixos de ao ABNT 1045, so utilizadas, em geral, operaes de torneamento
de desbaste e, em seguida, acabamento para atingir os baixos nveis de
rugosidade exigidos pela indstria. Nesse contexto, os parmetros de corte
usados nas operaes supracitadas so fundamentais para atingir o resultado
de trabalho desejado. Assim sendo, conclui-se que no torneamento de
A. Desbaste deve-se aplicar, em geral, baixo avano e baixa velocidade de
corte.
B. Acabamento deve-se aplicar, em geral, elevado avano e baixa velocidade
de corte.
C. Acabamento deve-se aplicar, em geral, baixo avano e elevada velocidade
de corte.
D. Desbaste deve-se aplicar, em geral, baixo avano e grande profundidade de
corte.
E. Desbaste deve-se aplicar, em geral, pequena profundidade de corte e
elevada velocidade de corte.
Questo 14.
14
Um eixo cilndrico fabricado em ao ABNT 1040, a partir de um material bruto
com 25 mm de dimetro. O dimetro nominal do eixo acabado de 20 mm. A
operao realizada em dois passes, sendo o primeiro de desbaste e o
segundo, de acabamento, com uma profundidade de corte de 0,5 mm e avano
de 0,1 mm por rotao. utilizada uma ferramenta de pastilha intercambivel
de metal duro, com raio de ponta de 0,4 mm e ngulo de posio da
ferramenta de 45.
A. Determine a profundidade de corte na operao de desbaste.
B. Faa um esboo do plano de referncia da ferramenta e indique o ngulo
de posio.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
62
C. Com relao ferramenta de corte, o operador da mquina tem as
seguintes opes de escolha: metal duro da classe P10, ao-rpido M32,
cermica mista (Al2O3 + TiC), metal duro da classe K40, cermet. Relacione
estes materiais de ferramentas de corte em ordem decrescente de tenacidade.
D. Aps a usinagem, o operador conferiu a medida do dimetro do eixo
usinado em 5 posies diferentes ao longo do comprimento e apresentou os
valores listados na tabela. Observa-se que uma das leituras foi muito diferente
das demais. Explique o que pode ter acontecido e determine o dimetro mdio
desse eixo.
13
14
1. Introduo terica
Classificao das operaes de usinagem
As operaes de usinagem podem ser classificadas em dois tipos: as de
desbaste e as de acabamento. As operaes de desbaste so caracterizadas por
grande retirada de material em curto intervalo de tempo. As operaes de
acabamento visam a dar pea suas dimenses finais com o acabamento
esperado (DINIZ et al, 2002).
Com relao cinemtica da usinagem, os parmetros mais importantes
so a velocidade de corte, a profundidade de corte e o avano (FERRARESI,
2000).
A figura 1 mostra uma operao de torneamento. A velocidade de
arranque de cavaco igual velocidade perifrica da pea, que funo de
sua rotao. Essa velocidade conhecida como velocidade de corte (Vc). Ao
13
Questo 33 Enade 2005.
14
Questo 40 Discursiva Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
63
movimento de avano da ferramenta, dado pelo deslocamento da ferramenta
na direo paralela ao eixo da pea usinada, est associada uma velocidade de
avano (Vf).
Figura 1. Parmetros cinemticos de uma usinagem (STOETERAU, 2004).
Com relao profundidade de corte (p), ela igual penetrao que a
ferramenta executa para a remoo de material. Sendo d
0
o dimetro inicial da
usinagem e d
f
o dimetro final, a profundidade de corte pode ser determinada
por:
Normalmente, em uma usinagem, o acabamento superficial melhora com
o aumento da velocidade de corte. Essa melhora mais acentuada abaixo de
dada velocidade mxima, chamada de velocidade crtica, pois, acima dela, h
aumento do gume postio formado na ferramenta (STEMMER, 2005).
Com relao ao avano, o acabamento da superfcie mais uniforme
quanto menor for o avano da ferramenta. A figura 2 uma representao do
acabamento obtido para trs diferentes avanos.
Figura 2. Diferentes acabamentos para diferentes avanos (STEMMER, 2005).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
64
Na figura 2, de cima para baixo, existe uma reduo do avano (f). Note-
se que o acabamento melhora quanto menor for o avano, na medida em que a
superfcie fica mais uniforme.
Com relao profundidade de corte, ela maior nas operaes de
desbaste e menor nas operaes de acabamento (STEMMER, 2005).
Nas usinagens em torno (figura 1), a ferramenta utilizada apresenta
forma alongada, com uma haste que se apoia na mquina pela base. Essa
ferramenta possui um nico gume cortante, chamado de gume principal, como
indicado na figura 3 (STEMMER, 2005).
Figura 3. Ferramenta de torno (STOETERAU, 2004).
Para o posicionamento da ferramenta junto pea, so estabelecidos
trs sistemas de referncia: o sistema de referncia da ferramenta, o sistema
de referncia do trabalho e o sistema de referncia da mquina.
O sistema de referncia da ferramenta usado para definir a geometria
da ferramenta para sua fabricao e medio. Nele, so usados planos de
referncia, denominados planos da ferramenta, e seus nomes so: plano de
referncia da ferramenta, plano passivo da ferramenta e plano de trabalho
convencional. A figura 4 mostra uma ferramenta e seus planos (STEMMER,
2005).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
65
Figura 4. Ferramenta com seu sistema e planos de referncia (STEMMER, 2005).
Nas ferramentas de torno, o plano de referncia da ferramenta passa um
ponto selecionado no gume da ferramenta e paralelo base da ferramenta. O
plano de trabalho perpendicular ao plano da ferramenta e tangente pea. O
plano passivo perpendicular aos outros dois.
Observada pelo plano de referncia, uma ferramenta para torneamento
apresenta forma semelhante representada na figura 5. Nessa figura,
possvel observar dois ngulos que definem a posio relativa entre a
ferramenta e a pea: o ngulo de posio ( ), ngulo formado entre o plano de
trabalho e o gume cortante, e o ngulo de quina ( ), ngulo formado entre o
gume cortante e o gume secundrio.
Plano de
Trabalho
Figura 5. Plano de trabalho e ngulo de posio de uma ferramenta (STOETERAU, 2004).
Com relao aos materiais das ferramentas, as exigncias bsicas so:
elevada dureza (a frio e a quente), grande tenacidade para resistir esforos de
corte e impacto e estabilidade qumica. Esses materiais so agrupados nas sete
classes citadas a seguir (STEMMER, 2005).
Aos ferramenta.
Aos rpidos.
Ligas fundidas.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
66
Carbonetos sinterizados.
Cermet.
Cermicas.
Diamantes.
Do primeiro para o ltimo, existe uma crescente capacidade de usinar
em velocidades de corte maiores e uma decrescente capacidade de absorver
impactos. Ou seja, nessa sequncia, os materiais so mais frgeis e menos
tenazes.
Os aos rpidos, cujo desenvolvimento partiu da adio de tungstnio,
cromo e vandio como elementos de liga, so materiais para ferramentas
desenvolvidos para uso em aplicaes de corte de metais em alta velocidade.
Existem duas classificaes: aos rpidos ao molibdnio (grupo M), que
possuem teor de carbono entre 0,75% e 1,52% e de molibdnio entre 4,50% e
11,0%; e aos rpidos ao tungstnio (grupo T), que tm teores similares de
carbono aos aos ao molibdnio e altos teores de tungstnio, entre 11,75% e
21,0% (FERRARESI, 2000).
O quadro 1 mostra a composio qumica para vrios tipos de aos
rpidos, das classes T e M (CIMM, 2010).
Quadro 1. Composio dos aos rpidos (CIMM, 2010).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
67
Com relao aos carbonetos sinterizados, conhecidos como metal duro,
h uma gama muito grande de composies qumicas, reunidas em grupos de
aplicao pela norma ISO 153-1975. Essa norma estabelece trs campos de
aplicao, designados pelas letras maisculas P, M e K. Esses campos
referenciam os tipos de materiais a serem usinados, recebendo o nome de
grupos de usinagem (STEMMER, 2005).
O campo ISO P envolve materiais que produzem cavacos longos, como
os aos carbono e os aos de baixa liga. O campo ISO M relaciona,
principalmente, materiais de difcil usinagem, como os aos inoxidveis, os aos
fundidos, os aos ao mangans e o ferro fundido malevel. O campo ISO K
compreende materiais que geram cavacos curtos (normalmente conhecidos
como cavacos de ruptura), como os ferros fundidos cinzentos, alm de no-
ferrosos e outros materiais congneres, como lato e bronze (STEMMER, 2005).
O sistema prev, ainda, propriedades relevantes para a seleo do
material cortante, como a resistncia ao desgaste (dureza) e a tenacidade.
Dentro da classificao, cada grupo de usinagem recebe uma graduao
numrica segundo as exigncias e a severidade da operao. Quanto menor o
valor da graduao, mais duro e resistente ao desgaste ser o metal duro
daquele grupo de usinagem. De maneira contrria, quanto maior o valor da
graduao, maior ser a tenacidade do metal duro dentro do grupo. Metal
duro com numerao intermediria como, por exemplo, P25, apresenta
equilbrio entre as duas caractersticas e usado na maior parte dos casos
dentro de seu campo de aplicao (STEMMER, 2005).
O quadro 2 mostra a relao entre os tipos de metal duro e as variveis
na usinagem (STOETERAU, 2004).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
68
Quadro 2. Relao entre tipos de metal duro e parmetros da usinagem (STOETERAU, 2004).
As ferramentas de cermicas tm adquirido importncia crescente na
usinagem, sendo possvel usinar com velocidades de corte de 4 a 5 vezes
maiores que as empregadas com metal duro. Como ferramenta de corte, a
cermica tem as caractersticas indicadas abaixo (STEMMER, 2005).
Alta dureza a quente, que se mantm at cerca de 1600
o
C.
Elevada estabilidade qumica.
Altssima resistncia compresso.
Baixo coeficiente de atrito.
As cermicas so principalmente indicadas para a usinagem de materiais
que apresentam forte efeito abrasivo (STEMMER, 2005).
2. Indicaes bibliogrficas
CHIAVERINI, V. Tecnologia mecnica processos de fabricao e
tratamentos, vol. II. So Paulo: McGraw-Hill, 1986.
CIMM Centro de Informaes Metal Mecnica. Aos rpidos. Disponvel
em <http://www.cimm.com.br/portal/noticia/material_didatico/6365>. Acesso
em 01 set. 2010.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem
dos metais. So Paulo: Artliber, 2002.
FERRARESI, D. Fundamento da usinagem dos metais. So Paulo: Edgard
Blucher, 2000.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
71
Questo 15
Questo 15.
15
Aps a fundio, a sequncia usual de fabricao de um molde de ao AISI P20
para injeo de plsticos :
A. Forjamento, polimento, usinagem de desbaste, tratamento trmico e
usinagem de acabamento.
B. Forjamento, usinagem de desbaste, usinagem de acabamento, tratamento
trmico e polimento.
C. Laminao, usinagem de desbaste, usinagem de acabamento, polimento e
tratamento trmico.
D. Trefilao, usinagem de desbaste, tratamento trmico, usinagem de
acabamento e polimento.
E. Usinagem de desbaste, forjamento, tratamento trmico, usinagem de
acabamento e polimento.
1. Introduo terica
1.1. Fabricao mecnica
A estrutura de um material obtido por fundio pode no ser adequada
para determinadas aplicaes. O mesmo pode ser dito com relao sua
forma, ao seu acabamento e s suas dimenses. Para a obteno das
propriedades desejadas, os metais passam por outros tipos de processamento
que visam a obter a forma e as propriedades mecnicas necessrias. Esses
processos so chamados de processos primrios (CHIAVERINI, 1986).
_______________________
15
Questo 30 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
72
1.2. Processos primrios
Os processos primrios mais comuns so a laminao, a trefilao, o
forjamento e a extruso.
A laminao consiste em modificar a seo transversal de uma barra de
metal pela sua passagem entre dois cilindros. A figura 1 representa uma barra
sendo laminada e tendo sua espessura reduzida (ABAL, 2010).
Figura 1. Barra tendo sua espessura reduzida por meio de laminao (ABAL, 2010).
Na figura 1, a parte (A) representa um laminador duo (possui dois cilindros)
com um nico sentido de rotao dos cilindros. A parte (B) representa um
laminador duo reversvel, isto , os cilindros podem inverter o sentido da
rotao.
A trefilao um processo de deformao que fora a passagem de uma
barra de metal por uma seo de rea menor que a sua. Esse tipo de operao
muito usado na fabricao de fios (ROCHA e SCHAEFFER, 2000), conforme
exemplificado na figura 2.
Figura 2. Produo de fios por meio de trefilao (CBA, 2010).
O forjamento um processo de deformao plstica que, agindo por
choque ou presso, resulta em uma pea com formato determinado
(BRESCIANI FILHO, 1997). A figura 3 um exemplo de uma pea fabricada por
Engenharia Mecnica VOLUME NICO - CQA/UNIP
73
forjamento. Essa figura mostra um tarugo cilndrico que foi aquecido e depois
conformado entre uma matriz e um puno, ficando com sua forma definida no
segundo passo indicado na figura 3.
Figura 3. Forjamento em trs etapas (RSRODAS, 2010).
A extruso um processo no qual o metal comprimido em uma
cmara, sendo forado a escoar atravs de uma matriz que ir determinar a
seo do produto resultante. A figura 4 um exemplo de um tarugo sendo
extrudado (ROCHA e SCHAEFFER, 2000).
Figura 4. Processo de extruso (ROCHA, 2000).
1.3. Processos de usinagem
Um processo primrio pode no conferir pea as dimenses e os
acabamentos requeridos por dada aplicao. Aps esse processo, as peas
podem sofrer usinagem, a fim de que sejam obtidas as dimenses finais.
As operaes de usinagem so classificadas em dois tipos: as operaes
de desbaste e as operaes de acabamento.
As operaes de desbaste so caracterizadas por grande retirada de
material em curto intervalo de tempo. As operaes de acabamento visam a dar
pea suas dimenses finais com o acabamento esperado (DINIZ, 2002).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
74
Dentre as operaes de acabamento mais comuns, destacam-se o
polimento, a lapidao e o espelhamento (CHIAVERINI, 1986).
O polimento tem por objetivo conferir um acabamento liso na superfcie,
com tolerncias inferiores a 0,025 mm. A lapidao objetiva melhorar essa
tolerncia e o espelhamento visa a conferir tolerncias inferiores a 0,001 mm. A
figura 5 mostra, esquematicamente, uma operao de espelhamento.
Figura 5. Operao de espelhamento (CHIAVERINI, 1986).
As operaes de acabamento devem dar contornos finais pea, ou
seja, no deve existir nenhum tipo de operao aps as operaes de
acabamento. Assim, qualquer tipo de tratamento que, por exemplo, endurea a
superfcie e/ou aumente o limite de resistncia do metal deve ser feito aps as
operaes de desbaste e antes das operaes de acabamento.
2. Indicaes bibliogrficas
ABAL - Associao Brasileira do Alumnio. Laminao. Disponvel em
<http://www.abal.org.br/aluminio/processos_laminacao.asp> Acesso em
30 ago. 2010.
BRESCIANI FILHO, E. Conformao plstica dos metais. Campinas:
Unicamp, 1997.
CBA Companhia Brasileira de Alumnio. Trefilao. Disponvel em
<http://www.cia-brasileira-aluminio.com.br/pt/proc_cabos_2.php>. Acesso em
30 ago. 2010.
CHIAVERINI, V. Tecnologia mecnica processos de fabricao e
tratamentos. v. II. So Paulo: McGraw-Hill, 1986.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem
dos metais. So Paulo: Artliber, 2002.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
76
Questes 16 e 17
Questo 16.
16
Os gases usados na soldagem a arco com proteo gasosa tm como funo
A. Transferir o metal de adio para a solda.
B. Evitar intoxicao do soldador.
C. Fornecer facilmente eltrons e ons para formar o plasma.
D. Esfriar a pea e o eletrodo.
E. Limpar a regio para evitar contaminao e formar escria.
15
Questo 17.
17
Os processos de soldagem podem ser divididos em trs grandes grupos:
processos de soldagem por fuso, por presso e brasagem. Entre os processos
de soldagem por fuso, destaca-se, pela grande utilizao, o processo de
soldagem a arco eltrico com eletrodo revestido.
A. Qual o tipo de eletrodo utilizado no processo de soldagem a arco eltrico
com eletrodo revestido?
B. Cite uma funo do revestimento do eletrodo.
C. Nos processos de soldagem por fuso, a regio da solda composta por
trs zonas bem distintas. Descreva cada uma das zonas que compem a regio
da solda.
1. Introduo terica
1.1. Soldagem
A soldagem um processo de juno de peas, colocando-as em contato
ntimo e levando-as a um estado de fuso ou plasticidade (CHIAVERINI, 1986).
Os processos de soldagem podem ser classificados de acordo com a
fonte de energia para o aquecimento e a condio das superfcies em contato.
Nessa classificao, o processo de soldagem pode ser um processo por fuso
16
Questo 34 Enade 2008.
17
Questo 6 Discursiva Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
77
ou um processo por presso. Existe, ainda, um terceiro tipo de processo, o de
brasagem (CHIAVERINI, 1986; MOLDENESI e MARQUES, 2000).
Existe um grande nmero de processos por fuso que podem ser
separados em subgrupos, de acordo com o tipo de fonte de energia utilizada. O
quadro 1 mostra os processos de soldagem por fuso e suas caractersticas
principais (MOLDENESI e MARQUES, 2000).
Quadro 1. Processos de soldagem por fuso (MOLDENESI e MARQUES, 2000).
Devido tendncia de reao do material fundido com os gases da
atmosfera, a maioria dos processos por fuso utiliza algum meio de proteo
para minimizar essas reaes (MOLDENESI e MARQUES, 2000).
Nos processos de soldagem por presso est inclusa a soldagem por
frico, por ultrassom, por resistncia eltrica etc.
No quadro 1, observa-se que um dos tipos de soldagem por fuso a
soldagem a arco, o mais comumente utilizado. Nesse processo, a fonte de calor
um arco eltrico e o metal base participa, por fuso, da constituio da solda.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
78
O calor fornecido pela passagem de corrente eltrica do eletrodo para a pea.
O fluxo no qual a ponta do eletrodo est submersa atua como fundente e como
isolante trmico, de modo que o calor gerado fica concentrado, fundindo o
metal base e o eletrodo. A figura 1 mostra um cordo de solda sendo
executado nesse tipo de solda.
Figura 1. Cordo de solda sendo executado (MOLDENESI e MARQUES, 2000).
Os processos de soldagem a arco podem ser classificados, em funo do
tipo de eletrodo, em dois tipos: a soldagem a arco com eletrodo consumvel e a
soldagem a arco com eletrodo no consumvel (CHIAVERINI, 1986).
No primeiro tipo, o eletrodo formado por um ncleo metlico (alma)
revestido com uma camada de minerais e/ou outros materiais. A alma do
eletrodo conduz a corrente eltrica e serve como metal de adio. O
revestimento gera escria e gases que protegem a regio soldada da
atmosfera, podendo conter elementos que so incorporados solda,
influenciando sua composio qumica e caractersticas metalrgicas
(MOLDENESI, 2000). A figura 2 ilustra esse processo.
Figura 2. Solda com eletrodo revestido (MOLDENESI e MARQUES, 2000).
Uma maneira de proteger o metal do meio circundante e da atmosfera
fazer a proteo da zona na qual o arco eltrico est ocorrendo com uma
cobertura gasosa. Nesse tipo de processo, o princpio o emprego de um gs
Engenharia Mecnica VOLUME NICO - CQA/UNIP
79
em volta do arco para evitar que o eletrodo e o metal base entrem em contato
com o ar do meio ambiente. Geralmente, so utilizados gases inertes, como
argnio e hlio (CHIAVERINI, 1986). A figura 3 mostra uma solda a arco com
proteo gasosa.
Figura 3. Solda a arco com proteo gasosa (MOLDENESI e MARQUES, 2000).
Os gases de proteo, alm de no permitir que existam reaes
qumicas entre o eletrodo e o metal base com a atmosfera, facilitam a
transferncia de eltrons do eletrodo para o metal base, formando uma solda
homognea (CHIAVERINI, 1986).
1.2. Metalurgia da solda
O mais alto grau de soldabilidade por fuso apresentado pelos metais
que so capazes de formar uma srie contnua de solues slidas. Na figura 4,
possvel observar as zonas nas quais os fenmenos metalrgicos ocorrem
durante a soldagem de um ao (CHIAVERINI, 1986).
Figura 4. Zonas em uma junta soldada (CHIAVERINI, 1986).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
80
A zona indicada por (2) na figura 4 corresponde camada depositada,
obtida pela fuso do metal de enchimento e sua mistura com o metal base (1).
Uma zona afetada pelo calor est indicada por (4). Nessa regio, a estrutura do
metal base modificada pelo aquecimento e pelo resfriamento durante a
soldagem. Na regio marcada com (1), no ocorre qualquer alterao na
estrutura do metal base (CHIAVERINI, 1986).
A figura 5 um detalhamento da figura 4. Observa-se, na figura 5, que
na zona afetada pelo calor existem trs subzonas: a de superaquecimento, a de
normalizao e a de recristalizao incompleta (WAINER, 1992).
Figura 5. Zonas de uma solda (WAINER, 1992).
2. Indicaes bibliogrficas
CHIAVERINI, V. Tecnologia mecnica processos de fabricao e
tratamentos, vol. II. So Paulo: McGraw-Hill, 1986.
MOLDENESI, P. J.; MARQUES, P. V. Introduo aos processos de soldagem.
Belo Horizonte: Universidade Federal de Minas Gerais, 2000.
WAINER, E. Soldagem: processos e metalurgia. So Paulo: Edgard Blucher,
1992.
3. Anlise das alternativas
Questo 16.
A Alternativa incorreta.
JUSTIFICATIVA. Os gases usados na soldagem a arco com proteo gasosa tm
como funo proteger o eletrodo e o metal base em fuso, a fim de no
Engenharia Mecnica VOLUME NICO - CQA/UNIP
83
Questo 18
Questo 18.
18
O mecanismo manivela-biela-pisto de um motor a combusto interna, ilustrado
na figura ao lado, apresenta, em um determinado instante, a configurao
geomtrica na qual a biela e a manivela esto perpendiculares entre si. Os
comprimentos da biela e da manivela so L e R, respectivamente. Considere a
relao V = f() entre a velocidade V do pisto e a velocidade angular da
manivela, e a relao = g()F entre o torque disponvel na manivela e a
fora F exercida sobre o pisto, proveniente da queima da mistura ar-
combustvel.
No instante mostrado, a relao entre a velocidade do pisto e a velocidade
angular da manivela, expressa pela funo f(), definida por
A. R/sen
B. R/cos
C. R.cos
D. L/sen
E. L.sen
16
1. Introduo terica
1.1. Movimento plano de um corpo rgido
Um corpo rgido executa movimento plano quando todas as suas partes
se movem em planos paralelos. Esse movimento plano geral constitudo de
translao e de rotao (MERIAM e KRAIGE, 1999).
18
Questo 31 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
84
A translao definida como qualquer movimento no qual toda linha do
corpo permanece paralela sua posio original em todos os instantes.
A rotao em torno de um eixo fixo o movimento angular em torno do
eixo. Nesse tipo de movimento, todas as partculas do corpo se movem em
trajetrias circulares em torno do eixo de rotao.
Assim, o movimento plano geral pode ser encarado como a combinao
entre um movimento de translao e um movimento de rotao. A figura 1
mostra esses movimentos.
Figura 1. Tipos de movimento de corpo rgido no plano (MERIAM e KRAIGE, 1999).
1.2. Rotao em torno de um eixo fixo
Seja, por exemplo, o corpo rgido da figura 2, girando em torno do ponto
O com velocidade angular . Qualquer ponto desse corpo descrever uma
trajetria que um crculo com raio igual distncia entre o ponto e o centro
de rotao.
Figura 2. Corpo em rotao (adaptado de MERIAM e KRAIGE, 1999).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
85
Assim, para o ponto A da figura 1, a velocidade v pode ser determinada
por .
1.3. Velocidade relativa
Seja, por exemplo, o corpo da figura 3. Nele, o ponto B movimenta-se
com velocidade V
B
e o ponto A, com velocidade V
A
. Pode-se encarar o
movimento do ponto A como sendo um movimento de translao igual ao do
ponto B, associado a um movimento de rotao do ponto A, tendo como centro
de rotao o ponto B. Nesse segundo movimento, a velocidade do ponto A
igual a , sendo r a distncia entre A e B. A velocidade desse segundo
movimento chamada de velocidade relativa de A em relao B (V
AB
)
(HIBBELER, 2005).
Figura 3. Velocidade de dois pontos de um mesmo corpo (MERIAM e KRAIGE, 1999).
Como as velocidades so quantidades vetoriais, a velocidade de A pode
ser determinada pela soma vetorial entre a velocidade de B e a velocidade
relativa de A em relao a B: = .
A velocidade relativa entre A e B tem direo perpendicular linha que
une os dois pontos, pois o nico movimento relativo possvel entre A e B uma
rotao. Graficamente, essa soma de vetores pode ser feita como mostrado na
figura 4 (FRANA, 2004).
VA
VB
VAB
Figura 4. Soma vetorial entre as velocidades (adaptado de FRANA, 2004).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
88
Questo 19
Questo 19.
19
O mecanismo manivela-biela-pisto de um motor a combusto interna, ilustrado
na figura ao lado, apresenta, em um determinado instante, a configurao
geomtrica na qual a biela e a manivela esto perpendiculares entre si. Os
comprimentos da biela e da manivela so L e R, respectivamente. Considere a
relao v=f(). entre a velocidade v do pisto e a velocidade angular da
manivela, e a relao T=g().F entre o torque T disponvel na manivela e a
fora F exercida sobre o pisto, proveniente da queima da mistura ar-
combustvel.
Considerando f()=1,25.g(), a eficincia do sistema, que a razo
entre a potncia de sada e a potncia de entrada,
A. 70%
B. 75%
C. 80%
D. 85%
E. 90%
17
1. Introduo terica
1.1. Potncia
Seja um slido submetido a uma fora constante que, devido a essa
fora, sofra deslocamento , como se v na figura 1.
19
Questo 32 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
89
Figura 1. Slido submetido a uma fora.
O trabalho executado por definido como o produto escalar entre
, ou seja,
Para o caso em estudo, define-se a potncia P como o trabalho realizado
em um intervalo de tempo, isto ,
Considerando que o trabalho , a potncia pode ser
escrita como
Lembrando que o mdulo da velocidade do corpo, a potncia
pode ser escrita como
Para um slido em rotao, como o mostrado na figura 2, a velocidade
de um ponto
Na expresso anterior, R a distncia entre o ponto e o centro de
rotao.
Figura 2. Slido em rotao em torno de um eixo.
Com isso, a potncia pode ser escrita como
Engenharia Mecnica VOLUME NICO - CQA/UNIP
90
Visto que os vetores e so perpendiculares entre si, o mdulo do
produto vetorial fica
Assim, a potncia pode ser escrita como
Como o mdulo do torque em relao ao eixo de
rotao, a potncia pode ser escrita como:
1.2. Eficincia
A eficincia, ou rendimento mecnico de uma mquina ( ), definida
como a razo entre a potncia de til produzida pela mquina (Ps) e a potncia
de entrada que lhe fornecida (Pe). Ou seja,
2. Indicaes bibliogrficas
FRANA, L. N. F.; MATSUMURA, A. Z. Mecnica Geral. So Paulo: Edgard
Blucher, 2004.
HIBBELER, R. C. DINMICA Mecnica para Engenharia. So Paulo:
Prentice Hall, 2005.
MERIAM, J. L.; KRAIGE, L. G. Mecnica Dinmica. Rio de Janeiro: LTC,
1999.
3. Soluo e anlise das alternativas
A eficincia ( ) a razo entre a potncia de sada (Ps) e a potncia de
entrada (Pe). Ou seja, .
No caso em estudo, a potncia de entrada igual ao produto entre a
fora (F) e a velocidade do pisto (v), pois, como =0 e cos0=1, temos que
Engenharia Mecnica VOLUME NICO - CQA/UNIP
92
Questes 20 e 21
Questo 20.
20
Os modos de vibrao no-amortecidos de um sistema mecnico so os
autovalores de seu modelo.
PORQUE
A ressonncia em um sistema mecnico com pequeno amortecimento ocorre
quando a frequncia de excitao prxima da freqncia natural do sistema.
Analisando essas afirmaes, conclui-se que:
A. As duas afirmaes so verdadeiras e a segunda justifica a primeira.
B. As duas afirmaes so verdadeiras e a segunda no justifica a primeira.
C. A primeira afirmao verdadeira e a segunda falsa.
D. A primeira afirmao falsa e a segunda verdadeira.
E. As duas afirmaes so falsas.
Questo 21.
21
Durante parte do Campeonato Mundial de Frmula 1 de 2006, a Equipe Renault
utilizou em seus carros absorvedores de vibrao na dianteira e na traseira,
com o objetivo de minimizar as oscilaes do chassi provocadas pela passagem
sobre as zebras e, consequentemente, melhorar seu desempenho. No detalhe
est mostrado o dispositivo empregado na dianteira, que consiste basicamente
em um sistema massa-mola-amortecedor de 1 grau de liberdade, com uma
massa de 7 kg (1) apoiada sobre molas (2 e 3) de diferente rigidez, com
relao 1:3, inseridas em uma carcaa (4) de fibra de carbono, e com um
amortecedor regulvel (5) contendo um fluido viscoso.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
93
A. Sabendo que a frequncia natural no amortecida do absorvedor de
vibrao utilizado na dianteira de Hz, determine a rigidez das molas
empregadas.18
B. O grfico a seguir apresenta uma possvel configurao do fator de
amplificao da resposta da parte dianteira do veculo em funo da freqncia
de excitao, para o sistema sem e com o absorvedor de vibrao, empregando
um determinado ajuste do amortecimento no absorvedor. Analise a influncia
do absorvedor de vibraes no comportamento do sistema.
1. Introduo terica
1.1. Vibraes
Vibrao todo movimento peridico de um corpo, ou sistema de corpos
interligados, em torno de uma posio de equilbrio. As vibraes podem ser
classificadas em livres e foradas (HIBBELER, 2005).
As vibraes livres so aquelas que ocorrem quando o movimento se
mantm por foras restauradoras gravitacionais ou elsticas. As vibraes
foradas so aquelas nas quais o movimento se mantm mediante a aplicao
de fora peridica ou intermitente.
19
20
Questo 26 Enade 2005.
21
Questo 39 Discursiva Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
94
Sejam livres ou foradas, as vibraes podem ser amortecidas ou no. A
ideia central que a vibrao no amortecida pode continuar indefinidamente,
enquanto que a amortecida tende a se extinguir.
A figura 1 mostra um corpo de massa m em vibrao livre sem
amortecimento, sujeito a uma fora restauradora linear.
m
x
mola de
constante
igual a k
F
mg x
N
kx
Figura 1. Corpo em vibrao livre sem amortecimento (adaptado de MERIAM, 1999).
A equao do movimento do corpo da figura 1 , sendo
que . Logo,
Nas equaes acima, x posio do corpo, que depende do tempo t, k
a constante elstica da mola e a derivada de segunda ordem da funo
posio, ou seja, a acelerao do corpo.
A constante chamada de frequncia angular natural ou pulsao
natural e expressa em rad/s (RAO, 2009). A ela, possvel associar uma
frequncia f
n
, dada em Hertz (Hz), pela seguinte expresso:
Em um sistema com duas molas em srie, de constantes elsticas k
1
e
k
2
, como o mostrado na figura 2, a constante equivalente k do sistema igual
soma das constantes elsticas de cada uma das molas (HIBBELER, 2005):
k = k
1
+ k
2.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
95
k1
k2
m
Figura 2. Sistema com duas molas (adaptado de HIBBELER, 2005).
Considere agora um sistema constitudo por dois corpos, de massas m
1
e
m
2
, associados a trs molas, de constantes elsticas k
1
, k
2
e k
3
, segundo a
configurao mostrada na figura 3. Esse sistema apresenta dois graus de
liberdade, j que cada corpo pode vibrar de forma diferente.
Figura 3. Sistema com dois graus de liberdade (MERIAM, 1999).
As equaes diferenciais de movimento do sistema da figura 3 so
(FRANA, 2006):
Essas equaes tambm podem ser escritas na notao matricial:
Para que ambos os corpos movimentem-se, mesmo que no seja em
fase, necessrio que:
Na igualdade acima, as constantes e podem ser nmeros reais ou
complexos e a constate um nmero real.
Para que o movimento seja sncrono, necessrio que (FRANA, 2006):
Engenharia Mecnica VOLUME NICO - CQA/UNIP
96
A soluo no nula para e implica que o determinante dos
coeficientes deve ser nulo:
Esse determinante o determinante caracterstico do sistema cuja
expanso o polinmio caracterstico (FRANA, 2006). Logo:
As razes da equao caracterstica so os valores caractersticos e
para os quais so possveis movimentos sncronos. Os valores caractersticos
tambm so chamados de autovalores (FRANA, 2006).
Observaes.
1. Em uma vibrao forada, o sistema entra em ressonncia quando a
frequncia de excitao da fora externa igual frequncia natural do
sistema.
2. Em todo sistema amortecido, a amplitude da vibrao diminui com o tempo
(MERIAM, 1999). Isso pode ser observado na figura 4, que ilustra um exemplo
de vibrao livre com amortecimento.
Figura 4. Vibrao amortecida (adaptado de MERIAM, 1999).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
100
Questo 22
Questo 22.
2220
O extensmetro (strain gage) um sensor limitado medio de pequenas
deformaes elsticas.
PORQUE
O extensmetro, ao ser alongado junto com a pea na qual est colado,
produz, em sua resistncia, uma variao proporcional ao alongamento, que
pode ser medida com uma Ponte de Wheatstone, um amplificador e um
voltmetro.
Analisando essas afirmaes, conclui-se que
A. As duas afirmaes so verdadeiras e a segunda justifica a primeira.
B. As duas afirmaes so verdadeiras e a segunda no justifica a primeira.
C. A primeira afirmao verdadeira e a segunda falsa.
D. A primeira afirmao falsa e a segunda verdadeira.
E. As duas afirmaes so falsas.
1. Introduo terica
1.1. Extensometria
Analisando o comportamento eltrico dos fios metlicos energizados,
submetidos a esforos mecnicos de trao, em 1856, William Thomson,
conhecido como Lord Kelvin, obteve as concluses que seguem.
Se um fio de comprimento l sofre variao l, sua resistncia eltrica R
sofre variao R, conforme a equao: . .
l
l
K
R
R l
K
R
Nessa equao, K uma constante, conhecida como fator de sensibilidade, e o
quociente
l
l
l
l
a deformao especfica do fio. Logo, . . . . K
R
R
K
R
Os materiais tm diferentes fatores de sensibilidade.
necessrio utilizar um circuito eltrico com amplificao para determinar a
variao de resistncia eltrica do fio.
22
Questo 25 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
101
1.2. Extensmetros eltricos
Na sua forma mais completa, o extensmetro eltrico um resistor
composto de uma finssima camada de material condutor depositado sobre um
composto isolante. A figura 1 mostra um extensmetro e suas partes.
Figura 1. Extensmetro eltrico (ANDOLFATO, 2010).
O extensmetro colado sobre a estrutura em teste com auxlio de
adesivos como epxi ou cianoacrilatos. Pequenas variaes de dimenses da
estrutura so transmitidas mecanicamente ao extensmetro, que as transforma
em variaes equivalentes de sua resistncia eltrica (por essa razo eles so
definidos como transdutores).
Os extensmetros so usados para medir variaes de carga, presso,
torque, deslocamento, trao, compresso, acelerao e vibrao. A seleo do
extensmetro apropriado para determinada aplicao influenciada pelas
seguintes caractersticas: material da grade metlica (condutor) e sua
construo, material do suporte isolante, material do adesivo, tratamento e
proteo do medidor e configurao do sistema de medio (GERE, 2003).
Uma maneira de medir a variao de resistncia de um extensmetro
usar um circuito eltrico conhecido como Ponte de Wheatstone. Nesse circuito,
mostrado na figura 2, aplicada uma tenso de excitao E em um conjunto de
resistores de mesmo valor. Nessa situao, a tenso medida na sada igual a
zero e dizemos que a ponte est equilibrada (JUVINALL, 2008).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
102
Quando uma das resistncias tem seu valor alterado, a tenso
diferente de zero e proporcional diferena de valor entre a resistncia
alterada e as demais.
Figura 2. Ponte de Wheatstone (JUVINALL, 2008).
2. Indicaes bibliogrficas
ANDOLFATO, R. P.; CAMACHO, J. S.; BRITO, G. A. Extensometria bsica.
Disponvel em <http://www.nepae.feis.unesp.br/Apostilas/Extensometria
basica.pdf.>. Acesso em 11 ago. 2010.
GERE, J. M. Mecnica dos materiais. So Paulo: Thomson Learning, 2003.
JUVINALL, R. C.; MARSHEK, K. M. Fundamentos do projeto de
componentes de mquinas. Rio de Janeiro: LTC, 2008.
3. Anlise das afirmativas
Primeira afirmativa incorreta.
JUSTIFICATIVA. O extensmetro (strain gage) no um sensor limitado
medio de pequenas deformaes elsticas. Ele usado para medir pequenas
variaes de dimenso.
Segunda afirmativa correta.
JUSTIFICATIVA. O extensmetro, ao ser alongado junto com a pea na qual
est colado, produz, em sua resistncia, variao proporcional ao alongamento,
Engenharia Mecnica VOLUME NICO - CQA/UNIP
104
Questo 23
Questo 23.
2321
Gases de exausto de uma caldeira, com temperatura de 230 C podem ser
utilizados para preaquecer o ar ambiente, com temperatura de 30 C. O ar
aquecido fornecido para o queimador da caldeira atravs de um trocador de
calor, com 70% de eficincia. Igualando a vazo do ar a ser aquecido dos
gases de exausto e considerando que os calores especficos so
aproximadamente iguais, qual ser a temperatura do ar aquecido?
A. 70 C B. 100 C C. 130 C D. 170 C E. 200 C
1. Introduo terica
Trocadores de calor
Trocadores de calor so equipamentos que permitem a troca de calor
entre dois fluidos. Existem dois tipos fundamentais de trocadores de calor: os
trocadores de mistura e os trocadores de superfcie. Nos trocadores de mistura,
os fluidos entram em contato entre si. J nos trocadores de superfcie, existe
uma parede que separa os dois fluidos, no deixando que eles entrem em
contato (KREITH, 2006).
Os trocadores de superfcie podem ser classificados em trs tipos: duplo
tubo, serpentina e multitubular. A figura 1 a representao de um trocador
multitubular, tambm conhecido como trocador de tubo e casco.
Figura 1. Trocador de calor multitubular (BRAGA FILHO, 2004 com adaptaes).
23
Questo 19 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
105
Em um trocador de calor, as correntes de fluxo dos fluidos podem ser
paralelas ou cruzadas. As correntes so paralelas quando os dois fluidos tm o
mesmo sentido no fluxo. As correntes so cruzadas quando os sentidos so
opostos. No trocador da figura 1, as correntes so cruzadas. A figura 2 ilustra
os dois tipos de trocadores.
Figura 2. Trocadores de calor de correntes paralelas e de correntes cruzadas (UFMG, 2011).
Para prever ou projetar o desempenho de um trocador de calor,
essencial relacionar a taxa global de transferncia de calor com grandezas
como as temperaturas de entrada e de sada, o coeficiente global de
transferncia de calor e a rea superficial total da transferncia de calor
(BRAGA FILHO, 2004).
Pela aplicao de balanos globais de energia aos fluidos, um chamado
de quente (identificado pelo ndice q) e o outro chamado de frio (identificado
pelo ndice f), o fluxo de calor entre os fluidos em um sistema ideal :
Na expresso anterior, temos o que segue abaixo.
: fluxo de calor trocado.
: vazo em massa do fluido quente.
: calor especfico do fluido quente.
: variao de temperatura que o fluido quente sofrer.
: vazo em massa do fluido frio.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
106
: calor especfico do fluido frio.
: variao de temperatura que o fluido frio sofrer.
As diferenas de temperatura so sempre positivas, sendo que T
q
diferena entre a temperatura de entrada e a temperatura de sada do fluido
quente e T
f
a diferena entre a temperatura de sada e a temperatura de
entrada do fluido frio.
Quando a eficincia diferente de 1, possvel escrever:
Chamando de 1 a entrada e de 2 a sada, a expresso fica:
2. Indicaes bibliogrficas
BRAGA FILHO, W. Transmisso de calor. So Paulo: Thomson Learning,
2004.
DEMEC UFMG, Trocadores de calor. Disponvel em <http://www. demec.
ufmg.br/disciplinas/ema003/trocador/paralelas.htm>. Acesso em 23 mar. 2011.
KREITH, F. Princpios da transmisso de calor. So Paulo: Edgard Blucher,
1995.
3. Resoluo da questo
Considerando que a temperatura na sada do fluido quente seja igual
temperatura de entrada do fluido frio, a diferena de temperaturas para o fluido
quente :
Engenharia Mecnica VOLUME NICO - CQA/UNIP
108
Questo 24
Questo 24.
24
Uma panela de presso cozinha muito mais rpido do que uma panela comum,
ao manter mais altas a presso e a temperatura internas. A panela bem
vedada, e a tampa provida de uma vlvula de segurana com uma seo
transversal (A) que deixa o vapor escapar, mantendo, assim, a presso no
interior da panela com valor constante e evitando o risco de acidentes.
Considerando os dados fornecidos na figura e na tabela acima e uma situao
em que a panela contm gua saturada, a massa da vlvula, em gramas, para
garantir uma presso manomtrica interna constante de 100 kPa, e o
correspondente valor aproximado da temperatura da gua, em C, so,
respectivamente
A. 4 e 100.
B. 4 e 120.
C. 40 e 100.
D. 40 e 120.
E. 400 e 100.
22
23
24
Questo 35 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
109
1. Introduo terica
Em geral, quando se trata de fluidos, pensamos em presso e, quando se
trata de slidos, pensamos em tenso. A presso definida como o
componente normal da fora por unidade de rea (Van Wylen, 2003).
Seja A uma pequena rea e A a menor rea sobre a qual possvel
considerar o fluido como um meio contnuo. Se F
n
o componente normal da
fora sobre A, a presso p pode ser definida como (Van Wylen, 2003):
De maneira anloga, possvel dizer que a fora F exercida em uma
superfcie por um fluido sob presso igual ao produto entre a presso p e
rea A projetada em um plano cuja normal a direo da fora (BRUNETTI,
2004):
Em muitas investigaes termodinmicas, a preocupao com a
presso absoluta. A maioria dos manmetros, entretanto, mostra a presso
efetiva, ou seja, a diferena entre a presso absoluta e a presso atmosfrica.
A presso efetiva tambm chamada de presso manomtrica (Van Wylen,
2003; BRUNETTI, 2004).
2. Indicaes bibliogrficas
BRUNETTI, F. Mecnica dos fluidos. So Paulo: Prentice Hall, 2004.
VAN WYLEN, G. J.; SONNTAG, R. E.; BORGNAKKE, C. Fundamentos da
termodinmica. So Paulo: Edgard Blucher, 2003.
3. Resoluo da questo
Vlvula
- Massa: M
- rea (seco transversal): A = 4 mm
2
= 4.10
-6
m
2
Engenharia Mecnica VOLUME NICO - CQA/UNIP
112
Questo 25
Questo 25.
25
O ciclo padro de ar Diesel composto por quatro processos termodinmicos.
PORQUE
Na termodinmica, a substncia de trabalho de qualquer ciclo padro sofre
processos.
Analisando essas afirmaes, conclui-se que
A. as duas afirmaes so verdadeiras e a segunda justifica a primeira.
B. as duas afirmaes so verdadeiras e a segunda no justifica a primeira.
C. a primeira afirmao verdadeira e a segunda falsa.
D. a primeira afirmao falsa e a segunda verdadeira.
E. as duas afirmaes so falsas.
1. Introduo terica
Ciclo Diesel
A figura 1 mostra o ciclo padro de ar Diesel traado em um diagrama P-
V (presso versus volume) (Van Wylen, 2003).
Figura 1. Ciclo Diesel (adaptado de Van Wylen, 2003).
Comeando a estudar o ciclo a partir do ponto 1, observa-se que do
ponto 1 ao ponto 2 existe compresso, isto , aumento de presso e reduo
no volume do fluido de trabalho (Van Wylen, 2003).
_________________
25
Questo 24 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
113
Do ponto 2 ao ponto 3, ocorre aumento no volume sem alterao na
presso de trabalho. Esse aumento de volume com a manuteno da presso
est associado a uma elevao na temperatura do fluido de trabalho. Nesse
ciclo, o calor transferido ao fluido de trabalho a presso constante.
Do ponto 3 ao ponto 4, ocorre expanso do fluido. Com isso, o volume
aumenta e a presso de trabalho diminui. Finalizando o ciclo, do ponto 4 ao
ponto 1, ocorre reduo de presso com volume constante. Esse processo est
associado a um resfriamento do fluido de trabalho.
Assim, no ciclo Diesel, existem quatro processos: a compresso, o
aquecimento, a expanso e o resfriamento do fluido de trabalho.
2. Indicaes bibliogrficas
MORAN, M. J.; SHAPIRO, H. N. Princpios da termodinmica para
Engenharia. Rio de Janeiro: LTC, 2002.
VAN WYLEN; G. J.; SONNTAG, R. E.; BORGNAKKE, C. Fundamentos da
termodinmica. So Paulo: Edgard Blucher, 2003.
3. Anlise das afirmativas
Primeira afirmativa correta: o ciclo padro de ar Diesel composto por quatro
processos termodinmicos.
Segunda afirmativa correta: na termodinmica, a substncia de trabalho de
qualquer ciclo padro sofre processos.
JUSTIFICATIVA. Na termodinmica, a substncia de trabalho est sujeita a
processos (compresso, expanso, troca de calor etc.), sendo que, no ciclo
Diesel, ela sofre quatro processos: a compresso, o aquecimento, a expanso e
o resfriamento.
Alternativa correta: B (as duas afirmativas so verdadeiras, mas a segunda no
justifica a primeira).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
114
Questo 26
Questo 26.
26
Uma central de potncia a vapor opera segundo um Ciclo de Rankine e produz
vapor saturado na caldeira. Deseja-se aumentar o rendimento trmico do ciclo
sem que haja diminuio do ttulo do fluido que deixa a turbina, a fim de evitar
a eroso das palhetas.
Analisando o diagrama temperatura-entropia relativo ao Ciclo de Rankine,
acima representado, conclui-se que a ao a ser tomada
A. aumentar a presso na caldeira, mantendo a presso do condensador
constante.
B. aumentar a temperatura na seo de sada da turbina, mantendo a presso
da caldeira constante.
C. reduzir a presso no condensador, mantendo a presso da caldeira
constante.
D. reduzir a temperatura na entrada da bomba, mantendo a presso da
caldeira constante.
E. superaquecer o vapor na caldeira, mantendo a presso desta e a do
condensador constante.24
1. Introduo terica
O ciclo de Rankine um ciclo de potncia baseado em quatro processos
que ocorrem em regime permanente, conforme mostrado na figura 1 (Van
Wylen, 2003).
26
Questo 29 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
115
Figura 1. Processos que compe o ciclo de Rankine (Van Wylen, 2003).
Os quatro processos que compem o ciclo so os que seguem abaixo,
segundo a numerao da figura 1.
Processo de bombeamento adiabtico reversvel em uma bomba (12).
Transferncia de calor a presso constante na caldeira (23).
Expanso adiabtica, reversvel, em uma turbina ou outra mquina motora
(34).
Transferncia de calor a presso constante no condensador (41).
Na figura 2, mostrado um diagrama temperatura versus entropia
(diagrama T s) para o ciclo de Rankine.
T
S
p1
p2
1
2
4
a
b
2 3
3
4
Figura 2. Diagrama T- s para o ciclo de Rankine (adaptado de Van Wylen, 2003).
Note que a presso na caldeira p2 e a presso no condensador p1.
Desprezando-se a energia cintica e a energia potencial, as
transferncias de calor e o trabalho lquido podem ser representados pelas
diversas reas do diagrama. O calor transferido ao fluido de trabalho q
H
representado pela rea a-2-2-3-3-b-a (parte (a) da figura 3) e o calor
transferido do fluido de trabalho, pela rea a-1-4-4-b-a (parte (b) da figura 3).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
116
T
S
p1
p2
1
2
4
a b
2 3
3
4
T
S
p1
p2
1
2
4
a b
2 3
3
4
(a) (b)
Figura 3. Diagrama T- s para o ciclo de Rankine (adaptado de Van Wylen, 2003).
Assim, a rea que representa o trabalho
liq
igual diferena entre a
rea que representa o calor transferido ao fluido de trabalho e a rea que
representa o calor transferido do fluido de trabalho, ou seja, a rea: 1-2-2-3-
3-4-4-1 (Van Wylen, 2003). Isso pode ser observado na figura 4.
T
S
p1
p2
1
2
4
a b
2 3
3
4
Figura 4. Diagrama T- s para o ciclo de Rankine com a rea que representa o trabalho
liq
(adaptado de
Van Wylen, 2003).
O rendimento trmico (
trmico
) definido pela relao entre o trabalho
do ciclo e o calor transferido ao fluido de trabalho (Van Wylen, 2003):
Na anlise do ciclo de Rankine, til considerar que o rendimento
depende da temperatura mdia na qual o calor fornecido e da temperatura
mdia na qual o calor rejeitado. Qualquer variao que aumente a
temperatura mdia na qual o calor fornecido, ou que reduza a temperatura
mdia na qual o calor rejeitado, aumentar o rendimento do ciclo de Rankine
(MORAN, 2002).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
117
2. Indicaes bibliogrficas
MORAN, M. J.; SHAPIRO, H. N. Princpios da termodinmica para
Engenharia. Rio de Janeiro: LTC, 2002.
VAN WYLEN; G. J.; SONNTAG, R. E.; BORGNAKKE, C. Fundamentos da
termodinmica. So Paulo: Edgard Blucher, 2003.
3. Anlise das alternativas
A Alternativa incorreta.
JUSTIFICATIVA. Nessa alternativa, necessrio aumentar a presso na sada
da bomba. Os processos percorrem a linha tracejada do grfico da figura 5.
Figura 5. Processos com o aumento da presso da bomba sem alterao na presso do condensador.
No h alterao na relao entre o trabalho lquido e o calor transferido
ao fluido. Alm disso, existe reduo no ttulo do fluido que deixa a turbina.
B Alternativa incorreta.
JUSTIFICATIVA. Como o ttulo na sada da turbina est entre zero e um, no
existe maneira de aumentar a temperatura na sada da turbina sem aumentar a
presso. Quando se aumenta a temperatura na sada da turbina, o trabalho
lquido do ciclo diminui na medida em que a presso no condensador ter que
ser maior.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
119
Questes 27 e 28
Questo 27.
27
Pretende-se instalar um sistema de refrigerao por compresso de vapor no
qual a temperatura de evaporao do refrigerante 10 C e a sua temperatura
de condensao, 40 C. Para tanto, dispe-se de dois refrigerantes, R
1
e R
2
,
cujas caractersticas esto apresentadas na tabela abaixo. Numa anlise
preliminar, considera-se que o processo de compresso isentrpico e que o
refrigerante entra no compressor como vapor saturado e deixa o condensador
como lquido saturado, conforme representado nos diagramas temperatura -
entropia e presso - entalpia.
25
A. Baseado nessa anlise preliminar e sob o ponto de vista da eficincia
trmica e da preservao do meio ambiente, qual dos dois refrigerantes deve
ser selecionado para atender ao sistema de refrigerao? Justifique sua
resposta.
B. Qual , teoricamente, o valor do COP (coeficiente de desempenho) mximo
possvel nessa situao?
27
Questo 38 Discursiva Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
120
C. Tipicamente, numa situao real, o processo de compresso no seria
isentrpico, e o refrigerante seria superaquecido na sada do evaporador e sub-
resfriado na sada do condensador. Esboce o ciclo de refrigerao por
compresso de vapor, levando em conta estas caractersticas, em um diagrama
temperatura - entropia. Despreze as perdas de carga.
Questo 28.
2826
Analise a situao abaixo.
Um veranista sente bastante calor ao chegar a sua casa de praia e se irrita ao
constatar que o sistema de ar condicionado do seu quarto no est
funcionando. Tentando solucionar o problema e resfriar o quarto, ele teve a
idia de ligar o frigobar que se encontra no interior do quarto, deixando sua
porta aberta. As portas e janelas do quarto foram mantidas fechadas.
Pela deciso do veranista, conclui-se que, ao longo do tempo, o quarto
A. Ser resfriado, se o COP (coeficiente de eficcia) for maior do que 1,0.
B. Ser resfriado, se o COP for menor do que 1,0.
C. Ser resfriado, se o COP for igual a 1,0.
D. Ficar com a mesma temperatura.
E. Ser aquecido.
1. Introduo terica
O ciclo frigorfico de compresso de vapor consiste de uma srie de
processos executados sobre e por um fluido de trabalho, denominado
refrigerante. Uma geladeira domstica e um aparelho de ar condicionado, em
geral, trabalham com o refrigerante R22, o fluido refrigerante mais comum. O
refrigerante R22 do tipo cloro-fluor-carbono (CFC), capaz de destruir a
camada de oznio da atmosfera. Nos ciclos de compresso modernos, j esto
sendo utilizados refrigerantes ecolgicos, que no afetam a camada de oznio
da atmosfera, do tipo hidro-fluor-carbonados (HFC), que no apresentam cloro
em sua composio e no afetam a camada de oznio (Van Wylen, 2003).
O ciclo de refrigerao constitudo dos processos descritos a seguir.
28
Questo 21 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
121
Compresso de vapor: um compressor realiza trabalho sobre o vapor
(caminho de 12 na figura 1).
Condensao do vapor: ocorre no condensador (caminho 23 na figura 1).
Expanso do lquido aps o condensador: ocorre na vlvula de expanso
termosttica ou em um tubo capilar (caminho 34 na figura 1).
Evaporao do lquido no evaporador (caminho 41 na figura 1).
Figura 1. Processos de um ciclo de refrigerao (Van Wylen, 2003).
No diagrama temperatura versus entropia (T s) da figura 2, possvel
observar esses processos no fluido refrigerante em um ciclo ideal.
Figura 2. Processos de um ciclo de refrigerao em um diagrama T-s (Van Wylen, 2003).
No processo 12 ocorre aumento da temperatura pelo aumento da
presso do fluido. Nesse processo, o fluido fica no estado de vapor super
aquecido.
No processo 23, mantida a presso e ocorre reduo de
temperatura no condensador, fazendo com que o ttulo fique igual a zero.
No processo 34, existe reduo na temperatura pela reduo da
presso na vlvula de expanso.
No processo 41, ocorre mudana de ttulo do fluido pelo calor recebido
do meio no evaporador.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
122
A eficincia de um refrigerador expressa em termos do COEFICIENTE
DE DESEMPENHO COP (). Esse coeficiente a relao entre a energia
pretendida Q
L
e a energia gasta W. No caso de um refrigerador, o objetivo
obter Q
L
, que o calor transferido do espao refrigerado despendendo uma
energia que o trabalho W (Van Wylen, 2003). Assim, o coeficiente de
desempenho fica:
Como , o coeficiente de eficcia pode ser escrito como:
Na expresso acima, o calor fornecido ao meio pelo condensador.
Sendo h
4
a entalpia na entrada do evaporador e h
1
a entalpia na sada
do evaporador, pela Primeira Lei da Termodinmica, Q
L
dado por:
O coeficiente de desempenho fica:
Vale lembrar que os ciclos reais desviam-se dos ciclos idealizados, isto ,
o ciclo ideal serve, para nossa anlise do ciclo real, como uma referncia, um
objetivo a atingir pela melhoria de cada processo que o constitui (FRANA,
2010).
Sendo T
L
a temperatura absoluta na sada do evaporador e T
H
a
temperatura absoluta na entrada do evaporador, o mximo coeficiente de
desempenho (FRANA, 2010):
Na figura 3, esto representados um ciclo ideal (a) e um ciclo real de
refrigerao (b).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
123
Figura 3. Ciclo ideal de refrigerao (a) e ciclo real de refrigerao (b) (FRANA, 2010).
2. Indicaes bibliogrficas
FRANA, F. Controle trmico de ambientes. Disponvel em
<http://www.fem.unicamp.br/~em672/Ciclo_Refrigeracao_Refrigerantes.doc>.
Acesso em 27 set. 2010.
VAN WYLEN; G. J.; SONNTAG, R. E.; BORGNAKKE, C. Fundamentos da
termodinmica. So Paulo: Edgard Blucher, 2003.
3. Resoluo da questo 27 e anlise das alternativas da questo 28
Questo 27.
A. O coeficiente de desempenho :
Para o refrigerante R
1
:
Para o refrigerante R
2
:
Engenharia Mecnica VOLUME NICO - CQA/UNIP
126
Questes 29 e 30
Questo 29.
2927
Em uma comunidade rural, necessita-se elevar a gua a uma altura
manomtrica de 10 m e vazo de 0,1 m
3
/s. Para esta finalidade, foi recebida,
como doao da comunidade europia, uma bomba centrfuga selecionada para
este objetivo, porm com motor sncrono que opera a 3000 rpm em 50 Hz,
diferente da frequncia da rede local, que de 60 Hz. Para resolver este
problema, mantendo a mesma altura e vazo, deve-se reduzir o dimetro do
rotor, que originalmente tem 1,2 m. Quais sero, respectivamente, o novo
dimetro do rotor e a potncia fornecida ao fluido?
(Considere g = 10 m/s
2
e gua = 1000 kg/m
3
)
A. 1,5 m e 30 kW
B. 1,3 m e 10 kW
C. 1,1 m e 10 kW
D. 1,0 m e 20 kW
E. 1,0 m e 10 kW
Questo 30.
3028
Uma bomba centrfuga trabalha em condio plena, a 3.500 rpm, com vazo de
80 m
3
/h, carga de 140 m, e absorve uma potncia de 65 HP. Por motivos
operacionais, esta bomba dever ter a sua rotao reduzida em 20%. O grfico
abaixo mostra a relao entre vazo, carga e potncia absorvida em uma
bomba centrfuga, conforme as leis de semelhana.
29
Questo 20 Enade 2005.
30
Questo 25 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
127
Considerando essas informaes, os valores aproximados da nova carga da
bomba (m) e da nova potncia absorvida (HP) sero, respectivamente,
A. 7 e 3
B. 90 e 33
C. 90 e 40
D. 105 e 40
E. 105 e 63
1. Introduo terica
Bombas hidrulicas
Uma bomba utilizada em uma instalao hidrulica para fornecer
energia ao fluido. Tomando-se uma bomba qualquer, como a mostrada na
figura 1, podemos escrever:
Na expresso acima, He a energia que o fluido possui antes de entrar
na bomba, HB a energia que a bomba fornece ao fluido e Hs a energia do
fluido na sada da bomba. A energia que a bomba fornece ao fluido tambm
conhecida como carga manomtrica da bomba (BRUNETTI, 2004).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
128
Figura 1. Bomba centrfuga (adaptado de CARVALHO, 2011).
Sendo o peso especfico do fluido e V o volume de fluido que passa
pela bomba, e como a carga manomtrica a energia por unidade de peso do
fluido, a energia total Em fornecida ao fluido (BRUNETTI, 2004):
A energia fornecida ao fluido nada mais do que o trabalho executado
pela bomba (STREETER, 1982).
Como potncia W o trabalho na unidade de tempo, temos que:
O volume pelo tempo conhecido como vazo em volume Q:
No trabalho de uma bomba, com o Teorema de Buckingham, possvel
distinguir alguns nmeros adimensionais caractersticos de seu funcionamento.
Esses nmeros so indicados no quadro 1 (SANTOS, 2007).
Quadro 1. Adimensionais caractersticos de uma bomba (SANTOS, 2007).
Nmero de Reynolds (Re)
Coeficiente Manomtrico ( )
Coeficiente de Vazo ( )
Coeficiente de Potncia ( )
Legenda (quadro 1):
D
r
- dimetro do rotor da bomba.
- viscosidade dinmica do fluido.
n - rotao do rotor da bomba.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
129
- massa especfica do fluido.
g - acelerao da gravidade.
HB - carga manomtrica da bomba.
Q - vazo em volume do fluido que passa pela bomba.
W - potncia fornecida ao fluido pela bomba.
2. Indicaes bibliogrficas
BRUNETTI, F. Mecnica dos fluidos. So Paulo: Prentice Hall, 2004.
CARVALHO, L. P. Bombas centrfugas: conceitos bsicos e operao,
Disponvel em <http://www.ufrnet.br/~lair/Pagina-OPUNIT/bombas-index.ht
m>. Acesso em 23 mar. 2011.
SANTOS, S. L. Bombas & instalaes hidrulicas. So Paulo: LTC, 2007.
STREETER, V. L.; WYLIE, E. B. Mecnica dos fluidos. So Paulo: McGraw-
Hill, 1982.
3. Resolues das questes 29 e 30
Questo 29.
Como a vazo Q e a altura manomtrica HB devem ser as mesmas,
independentemente da frequncia da rede, a potncia W fornecida ao fluido de
peso especfico :
Sabendo que , sendo a massa especfica do fluido e g, a
acelerao da gravidade, o peso especfico fica:
Assim, a potncia fornecida ao fluido :
Como a altura manomtrica da bomba deve ser a mesma nas duas
situaes e sabendo que o coeficiente manomtrico da bomba () um
Engenharia Mecnica VOLUME NICO - CQA/UNIP
133
Questes 31 e 32
Questo 31.
3129
Considere uma parede plana submetida a um processo de conduo
unidimensional em regime permanente, com condutividade trmica e gerao
de calor constante.
O fluxo de calor por unidade de rea nessa parede constante ao longo da
espessura da mesma.
A distribuio de temperatura na espessura dessa parede linear.
Analisando essas afirmaes, conclui-se que
A. As duas afirmaes so verdadeiras, e a segunda justifica a primeira.
B. As duas afirmaes so verdadeiras, e a segunda no justifica a primeira.
C. A primeira afirmao verdadeira, e a segunda falsa.
D. A primeira afirmao falsa, e a segunda verdadeira.
E. As duas afirmaes so falsas.
Questo 32.
3230
Medies de temperatura atravs de termopares foram executadas em vrios
pontos de uma pea que era resfriada por uma corrente de ar. Ao serem
examinados estes dados experimentais, constatou-se que as variaes de
temperatura eram muito pequenas ao longo da profundidade e da largura da
pea. Todos os termopares acusaram uma sensvel variao de temperatura ao
longo do tempo. Uma possvel concluso dessa anlise :
A. Uma anlise bidimensional em regime permanente uma modelagem
adequada para a distribuio de temperatura na pea.
B. Uma anlise unidimensional transiente da equao geral da conduo de
calor uma modelagem adequada para a distribuio de temperatura na pea.
C. A distribuio de temperatura depende fortemente das trs direes
espaciais.
D. O conceito de resistncia trmica de conduo suficiente para a
modelagem do problema acima descrito.
E. O modo de transferncia de calor preponderante a radiao trmica.
31
Questo 23 Enade 2008.
32
Questo 18 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
134
1. Introduo terica
1.1. Mecanismos de transferncia de calor
A transferncia de calor pode ser definida como a transferncia de
energia de uma regio para outra, como resultado da diferena de temperatura
entre elas. Os mecanismos de transferncia de calor so conduo, radiao e
conveco.
A conduo e a radiao dependem somente da diferena de
temperatura entre dois pontos e de um meio de propagao para que elas
ocorram. A conveco depende da diferena de temperaturas e do transporte
de massa para que ela ocorra (KREITH, 1995).
1.2. Conduo
O fluxo de calor que atravessa uma parede plana, em regime
permanente, diretamente proporcional rea A da superfcie normal ao
gradiente de temperaturas (lei de Fourier). A figura 1 mostra uma parede de
espessura L sendo atravessada por fluxo de calor , com perfil de temperaturas
linear. A diferena de temperatura T dada por T
2
-T
1
. O coeficiente de
condutividade trmica do material da parede indicado por k.
L
x
T
T1
T2
T(x)
-( T/ x)
q
A
Figura 1. Fluxo de calor atravessando uma parede (adaptado de KREITH, 1995).
Para a parede da figura 1 (KREITH, 1995): . .
.
T
L
A k
q . T
L
k
Engenharia Mecnica VOLUME NICO - CQA/UNIP
135
Assim, o fluxo por unidade de rea fica: . .
,
T
L
k
A
q
q . T
L
k
A
q
Note que o fluxo varia inversamente com a espessura L da parede.
Quando a maior das temperaturas, indicada por T
1
, diminui com o tempo
t, a quantidade de calor transferida cada vez menor. Logo, a temperatura em
cada ponto da parede varia com o tempo. Nesse caso, dizemos que estamos no
regime transiente (BRAGA FILHO, 2004).
Na figura 2, a parte (a) representa o perfil de temperaturas em um
regime permanente e a parte (b) em um regime transiente.
Figura 2. Perfil de temperaturas em uma parede plana (BRAGA FILHO, 2004).
No regime permanente, a distribuio de temperaturas ao longo da
espessura da parede linear. Isso no ocorre no regime transiente.
1.3. Conveco
A conveco pode ser definida como o processo pelo qual energia
transferida das pores quentes para as pores frias de um fluido pela ao
combinada de conduo de calor, armazenamento de energia e movimento de
mistura (BRAGA FILHO, 2004).
O mecanismo da conveco pode ser mais facilmente entendido
considerando, por exemplo, uma placa aquecida sendo refrigerada pelo ar de
um ventilador, como mostrado na figura 3.
Figura 3. Conveco forada em uma placa (BRAGA FILHO, 2004).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
136
A velocidade da camada de ar prxima superfcie muito baixa em
razo do atrito existente entre o ar e a placa. Nessa regio, o calor
transferido por conduo. Ocorre, portanto, armazenamento de energia pelas
partculas presentes nessa regio. Na medida em que essas partculas passam
para a regio de alta velocidade, elas so transportadas pelo fluxo, transferindo
calor para as partculas mais frias. Dizemos que a conveco foi forada, pois o
movimento de transferncia de massa foi induzido por um agente externo, no
caso, o ventilador (BRAGA FILHO, 2004).
Supondo que o ventilador seja retirado, as partculas que esto prximas
superfcie continuam recebendo calor por conduo e armazenando energia.
Essas partculas tm sua temperatura elevada e densidade reduzida. J que so
mais leves do que as demais, elas sobem trocando calor com as partculas mais
frias (e mais pesadas), que descem, em um processo chamado de conveco
natural (KREITH, 1995).
Um exemplo de conveco natural o aquecimento de um recipiente
com gua. Quando a chama ligada, o calor transferido, primeiramente, por
conduo, a partir do fundo do recipiente. Em certo momento, a gua comea
a fazer bolhas. Essas bolhas so, de fato, regies locais de gua quente
subindo para a superfcie, levando calor da parte quente para a parte mais fria
no topo, por conveco. Ao mesmo tempo, a gua mais fria, mais densa, do
topo afundar e ser, subsequentemente, aquecida (KREITH, 1995). Esse
movimento est representado na figura 4 (BERTULANI, 2010).
Figura 4. Conveco natural em um recipiente com gua (BERTULANI, 2010).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
139
Questo 33
Questo 33.
3331
Em um estudo para identificar as possveis causas das perdas no processo de
fabricao de peas mecnicas, aplicou-se a ferramenta do controle de
qualidade conhecida como Diagrama de Causa e Efeito ou Diagrama de
Ishikawa. Durante as discusses, foram identificadas algumas possveis causas
e/ou razes, as quais foram includas no diagrama mostrado abaixo.
De forma a completar o diagrama, de acordo com a metodologia 6M, os
quadros identificados com os nmeros de 1 a 6 devem ser preenchidos,
respectivamente, com os seguintes termos:
A. Meio ambiente, Medies, Materiais, Mo-de-obra, Mquinas e Mtodos.
B. Meio ambiente, Materiais, Medies, Mo-de-obra, Mquinas e Mtodos.
C. Meio ambiente, Medies, Mquinas, Mtodos, Materiais e Mo-de-obra.
D. Medies, Materiais, Mtodos, Mquinas, Meio ambiente e Mo-de-obra.
E. Medies, Materiais, Mquinas, Mtodos, Meio ambiente e Mo-de-obra.
1. Introduo terica
Os diagramas de causa e efeito, tambm conhecidos como diagramas de
Ishikawa, correspondem a um mtodo efetivo para determinar razes de
problemas encontrados na produo (SLACK, 1997).
33
Questo 36 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
140
Esses diagramas de causa e efeito acrescentam, de forma explcita,
algumas possveis respostas aos problemas, conforme exemplificado na figura 1
(SLACK, 1997).
Equipamento
Fora de
Trabalho
Materiais
Mtodo Dinheiro
Efeito
Figura 1. Diagrama de causa e efeito (SLACK, 1997).
Esses diagramas, tambm conhecidos como diagramas de espinha de
peixe, so muito usados em programas de melhoramento (SLACK, 1997).
O procedimento para traar um diagrama de causa e efeito est descrito
a seguir (SLACK, 1997).
Passo 1 Colocar o problema na caixa efeito.
Passo 2 Identificar as principais categorias para causas provveis do
problema. As cinco mais comuns so: equipamento, fora de trabalho,
materiais, mtodos e procedimento e dinheiro (figura 1).
Passo 3 Buscar as causas que esto gerando o efeito.
Passo 4 Registrar todas as causas potenciais e discutir cada item.
A figura 2 um exemplo desse tipo de diagrama usado na anlise de um
caso ocorrido na Hewlett-Packard, em que o problema eram os toners
defeituosos (SLACK, 1997).
Figura 2. Diagrama de causa e efeito no caso dos toners defeituosos da Hewlett-Packard (SLACK, 1997).
Engenharia Mecnica VOLUME NICO - CQA/UNIP
143
Questo 34
Questo 34.
3432
O produto final de uma empresa siderrgica , freqentemente, a matria-
prima para a fabricao de diversos produtos. As anlises da composio
qumica e da microestrutura so ensaios fundamentais para o controle de
qualidade de uma liga Fe-C. Para que uma empresa siderrgica obtenha a
certificao de que o sistema de qualidade implantado est de acordo com as
normas da srie ISO 9000, necessrio e suficiente que
A. Um rgo credenciado realize uma auditoria na empresa e fornea um
certificado.
B. O departamento de controle de qualidade tenha condies para realizar o
maior nmero possvel de ensaios.
C. O controle estatstico do processo seja aplicado utilizando, como atributo,
as tolerncias dimensionais do material.
D. O controle estatstico do processo seja aplicado utilizando, como atributo,
as tolerncias para a composio qumica da liga.
E. A microestrutura final do produto, dependente de uma combinao de
fatores, entre eles a velocidade de resfriamento e a composio qumica da
liga, seja a mais refinada possvel.
1. Introduo terica
A srie ISO 9000 forma um conjunto de padres de procedimentos que
estabelece exigncias para os sistemas de administrao de qualidade das
empresas. A ISO 9000 usada como referncia para a garantia da qualidade
(SLACK, 1997).
Para que uma empresa receba a certificao ISO 9000, ela deve ter
avaliao externa dos seus padres e procedimentos de qualidade. Alm disso,
para a manuteno desse certificado, so feitas auditorias regulares cuja
finalidade assegurar que os sistemas no se deteriorem (SLACK, 1997).
34
Questo 34 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
144
As sries ISO proporcionam recomendaes detalhadas para
estabelecimento de sistemas de qualidade (SLACK, 1997). Assim, temos as
sries citadas abaixo.
ISO 9000 trata da administrao da qualidade e padres de garantia.
ISO 9001 trata do modelo de sistemas de qualidade para garantia de
qualidade de projeto, desenvolvimento, instalao e manuteno.
ISO 9002 trata do modelo de sistemas de qualidade para garantia em
produo e instalao.
ISO 9003 trata do modelo de sistemas de qualidade para garantia na
inspeo e testes finais.
ISO 9004 trata dos elementos da administrao da qualidade e do sistema
de qualidade.
O propsito da ISO 9000 fornecer a garantia, aos compradores de
produtos ou servios, de que foram produzidos de maneira a atender suas
expectativas e necessidades (SLACK, 1997).
Em geral, o motivo para as empresas obterem o certificado ISO 9000 a
presso externa, isto , a presso dos seus clientes (SLACK, 1997).
2. Indicao bibliogrfica
SLACK, N. et al. Administrao da produo. So Paulo: Atlas, 1997.
3. Anlise das alternativas
A Alternativa correta.
JUSTIFICATIVA. Para que uma empresa receba o certificado ISO 9000, ela deve
ter avaliao externa dos seus padres e procedimentos de qualidade. Alm
disso, para a manuteno desse certificado, so feitas auditorias regulares a fim
de assegurar que os sistemas no se deteriorem (SLACK, 1997).
B Alternativa incorreta.
JUSTIFICATIVA. Um grande nmero de ensaios no garante que o processo
atende s exigncias de qualidade. Um ensaio apenas uma determinao do
Engenharia Mecnica VOLUME NICO - CQA/UNIP
146
Questes 35, 36 e 37
Questo 35.
35
Um engenheiro de uma grande fbrica do setor automobilstico foi designado
para acompanhar um grupo de alunos do curso de Engenharia de uma
universidade local para uma visita tcnica a algumas dependncias da fbrica.
O grupo visitar o setor de usinagem das peas do cmbio e da suspenso
(galpo 3) e o setor de estampagem (galpo 4). Apesar da recomendao de
no poder tocar em peas e equipamentos, os alunos podero se aproximar das
mquinas para observar de perto as operaes. Alm de recomendar que todos
compaream usando calas compridas, sapatos fechados e cabelos presos, o
engenheiro dever disponibilizar os seguintes itens de segurana:
A. culos contra impactos de partculas volantes; luvas de couro e jaleco.
B. culos contra impactos de partculas volantes; capacete e protetor
auricular.
C. culos contra impactos de partculas volantes; mscara de proteo facial e
luvas de couro.
D. culos contra radiao infravermelha; capacete e protetor auricular.
E. culos contra radiao ultravioleta; protetor auricular e mscara de
proteo facial.
33
Questo 36.
36
A norma regulamentadora NR 17 visa a estabelecer parmetros que permitam a
adaptao das condies de trabalho s caractersticas psicofisiolgicas dos
trabalhadores, de modo a proporcionar o mximo de conforto, segurana e
desempenho eficiente. A norma estabelece que, nos locais de trabalho onde
so executadas atividades que exijam solicitao intelectual e ateno
35
Questo 33 Enade 2008.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
147
constantes, sejam recomendadas as seguintes condies de conforto: nveis de
rudo de acordo com o estabelecido na NBR 10152, ndice de temperatura
efetiva entre 20
o
C e 23
o
C, velocidade do ar no superior a 0,75 m/s e
umidade relativa do ar no inferior a 40%. A regulamentao estabelecida pela
NR 17, citada no texto, se deve ao fato de que:
A. Em salas de desenvolvimento ou anlise de projetos, as condies
ambientais podem afetar o desempenho dos trabalhadores.
B. Em locais fechados, a velocidade de circulao do ar depende das
condies de temperatura e umidade do ar.
C. Os homens e as mulheres podem exercer as mesmas funes, desde que
respeitadas as condies ambientais.
D. O empregador responsvel pela contratao de trabalhadores compatveis
com as condies de trabalho.
E. A remunerao do trabalhador deve ser compatvel com as condies
ambientais oferecidas pelo empregador.34
Questo 37.
37
O nvel de conforto do motorista de um caminho est diretamente relacionado
segurana na execuo do seu trabalho e depende fundamentalmente das
aceleraes s quais este motorista est submetido. O grfico apresenta os
nveis de sensibilidade de um ser humano, segundo a norma ISO 2631,
relacionados s amplitudes ponderadas das aceleraes a
x
(longitudinal), a
y
(lateral) e a
z
(vertical).
36
Questo 29 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
148
De modo a minimizar os efeitos das imperfeies do solo, as suspenses da
cabine de um caminho devem35
A. Filtrar sinais de baixa freqncia entre 1 e 2 Hz.
B. Filtrar sinais de baixa freqncia entre 4 e 8 Hz.
C. Filtrar sinais de alta freqncia acima dos 15 Hz.
D. Amplificar sinais de baixa freqncia entre 1 e 2 Hz.
E. Amplificar sinais de baixa freqncia entre 4 e 8 Hz.
1. Introduo terica
A Segurana do Trabalho um conjunto de cincias e tecnologias que
buscam a proteo do trabalhador em seu local de trabalho, referente s
questes da segurana e da higiene.
As Normas Regulamentadoras (NR) relativas segurana e medicina
do trabalho so de observncia obrigatria pelas empresas privadas e pblicas
e pelos rgos pblicos da administrao direta e indireta, bem como pelos
rgos dos Poderes Legislativo e Judicirio que tenham empregados regidos
pela Consolidao das Leis do Trabalho CLT (OLIVEIRA, 2009).
As disposies contidas nas NRs aplicam-se, no que couber, aos
trabalhadores avulsos, s entidades ou s empresas que lhes tomem o servio
e aos sindicatos representativos das respectivas categorias profissionais.
37
Questo 28 Enade 2005.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
149
So 33 NRs que visam a dar ao trabalhador toda a proteo de que ele
necessita, para que, assim, ele possa exercer suas funes com o maior
conforto possvel e com a eficcia necessria.
A NR-17 visa a estabelecer parmetros que permitam a adaptao das
condies de trabalho s caractersticas psicofisiolgicas dos trabalhadores, de
modo a proporcionar o mximo de conforto, segurana e desempenho
eficiente.
As condies de trabalho incluem aspectos relacionados ao
levantamento, transporte e descarga de materiais, ao mobilirio, aos
equipamentos e s condies ambientais do posto de trabalho e prpria
organizao do trabalho.
Nos locais de trabalho onde so executadas atividades que exijam
solicitao intelectual e ateno constantes (salas de controle, laboratrios,
escritrios, salas de desenvolvimento ou anlise de projetos), so
recomendadas as seguintes condies de conforto (NR-17 apud COSTA, 2009):
nveis de rudo de acordo com o estabelecido na NBR 10152;
ndice de temperatura efetiva entre 20
O
C e 23
O
C;
velocidade do ar no superior a 0,75 m/s;
umidade relativa do ar no inferior a 40%.
A NR-15 visa a definir parmetros para um ambiente vibratrio que
permitam a adaptao das condies de trabalho s caractersticas
psicofisiolgicas dos trabalhadores, estabelecendo nveis mximos de vibrao,
utilizando o dado especificado pelas recomendaes da norma internacional ISO
2631, de modo a proporcionar o mximo de conforto, segurana e desempenho
eficiente (COSTA, 2009).
O funcionamento de mquinas e veculos e a manipulao de
ferramentas produzem vibraes que so transmitidas ao conjunto do
organismo de forma diferente a cada parte do corpo. Cada parte do corpo pode
tanto amortecer como ampliar as vibraes. As ampliaes ocorrem quando
partes do corpo passam a vibrar na mesma frequncia (ressonncia).
De maneira geral, o corpo inteiro mais sensvel para vibraes que se
encontram na faixa entre 4 e 8 Hz, que corresponde frequncia de
ressonncia na direo vertical (eixo z). Nas direes x e y, as ressonncias
Engenharia Mecnica VOLUME NICO - CQA/UNIP
150
ocorrem em frequncias mais baixas, de 1 a 2 Hz. Na figura 1 esto
representadas as direes x, y e z.
Figura 1. Direes x, y e z para uma pessoa em posio sentada (PIANELLI, 2010).
Os efeitos da vibrao direta sobre o corpo humano podem ser
extremamente graves, chegando a danificar permanentemente alguns rgos
do corpo humano. As vibraes danosas ao organismo esto nas frequncias de
1 a 8 Hz, provocando leses nos ossos, juntas e tendes (SANTOS, 2010).
Alguns dos efeitos da vibrao sobre o corpo humano so: viso turva,
perda de equilbrio, falta de concentrao e perda da capacidade manipuladora.
Em toda atividade, esto previstos equipamentos de proteo laboral de
carter individual (EPI) para proteger o trabalhador e equipamentos de carter
coletivo (EPC) para proteger todos aqueles que se encontram no ambiente de
trabalho (OLIVEIRA, 2009).
Os EPIs so regulamentados pela norma NR-6, que considera EPI todo
dispositivo de uso individual destinado a proteger a sade e a integridade fsica
do trabalhador. A empresa obrigada a fornec-los gratuitamente aos
empregados.
O EPI deve ser utilizado em lugares onde exista risco no servio que no
possa ser removido por outros meios (ou em situaes emergenciais), tais
como locais nos quais houver fumos; nvoas e vapores txicos ou irritantes;
manuseio de custicos, corrosivos, cidos, materiais inflamveis; calor
excessivo; perigo de impacto de partculas ou estilhaos que voam; perigo de
queda de objetos sobre os ps; perigo de queimaduras; rudo etc.
Os EPIs so classificados em (OLIVEIRA, 2009):
Engenharia Mecnica VOLUME NICO - CQA/UNIP
151
EPI PARA PROTEO DA CABEA
EPI PARA PROTEO DOS OLHOS E FACE
EPI PARA PROTEO AUDITIVA
EPI PARA PROTEO RESPIRATRIA
EPI PARA PROTEO DO TRONCO
EPI PARA PROTEO DOS MEMBROS SUPERIORES
EPI PARA PROTEO DOS MEMBROS INFERIORES
EPI PARA PROTEO DO CORPO INTEIRO
EPI PARA PROTEO CONTRA QUEDAS COM DIFERENA DE NVEL
Com relao aos EPIs para proteo da cabea, destaca-se o capacete,
que pode ser dos seguintes tipos (OLIVEIRA, 2009):
de segurana para proteo contra impactos de objetos sobre o crnio;
de segurana para proteo contra choques eltricos;
de segurana para proteo do crnio e face contra riscos provenientes de
fontes geradoras de calor nos trabalhos de combate a incndio.
Com relao aos EPIs para proteo dos olhos e face, destacam-se os
culos, que podem ser dos seguintes tipos (OLIVEIRA, 2009):
de segurana para proteo dos olhos contra impactos de partculas
volantes;
de segurana para proteo dos olhos contra luminosidade intensa;
de segurana para proteo dos olhos contra radiao ultravioleta;
de segurana para proteo dos olhos contra radiao infravermelha;
de segurana para proteo dos olhos contra respingos de produtos
qumicos.
Com relao aos EPIs para proteo auditiva, destaca-se o protetor
auditivo, que pode ser dos seguintes tipos (OLIVEIRA, 2009):
circum-auricular para proteo do sistema auditivo contra nveis de presso
sonora superiores ao estabelecido na NR - 15;
auditivo de insero para proteo do sistema auditivo contra nveis de
presso sonora superiores ao estabelecido na NR - 15;
auditivo semi-auricular para proteo do sistema auditivo contra nveis de
presso sonora superiores ao estabelecido na NR - 15.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
152
Com relao aos EPIs para proteo respiratria, destaca-se o respirador
purificador de ar, que pode ser dos seguintes tipos (OLIVEIRA, 2009):
para proteo das vias respiratrias contra poeiras e nvoas;
para proteo das vias respiratrias contra poeiras, nvoas e fumos;
para proteo das vias respiratrias contra poeiras, nvoas, fumos e
radionucldeos;
para proteo das vias respiratrias contra vapores orgnicos ou gases
cidos em ambientes com concentrao inferior a 50 ppm (parte por milho);
para proteo das vias respiratrias contra gases emanados de produtos
qumicos;
para proteo das vias respiratrias contra partculas e gases emanados de
produtos qumicos;
motorizado para proteo das vias respiratrias contra poeiras, nvoas,
fumos e radionucldeos.
2. Indicaes bibliogrficas
COSTA, A. T. Manual de segurana e sade no trabalho. So Paulo: Difuso,
2009.
OLIVEIRA, C. A. D. Segurana e medicina do trabalho. So Paulo: Yendis,
2009.
PIANELLI, C. Vibrao em corpo inteiro em operadores de empilhadeiras.
Artigo apresentado no 12 Congresso de Atuao Responsvel, jun. 2009.
REIS, R. S. Segurana e medicina do trabalho. So Paulo: Yendis, 2008.
SANTOS, N. Fundamentos da ergonomia condies ambientais de
trabalho. Disponvel em http://www.eps.ufsc.br/ergon/disciplinas/EPS5225/
aula6.Htm>. Acesso em 06 out. 2010.
3. Anlise das alternativas
Questo 35.
A e C Alternativas incorretas.
JUSTIFICATIVA. As luvas de couro so EPIs para proteo dos membros
superiores e foi indicado aos estudantes que no tocassem em peas e
equipamentos.
Engenharia Mecnica VOLUME NICO - CQA/UNIP
155
Questo 38
Questo 38.
38
Deseja-se utilizar coletores solares para aquecimento de gua em um hospital.
Devem ser aquecidos 1800 litros de gua de 25 C para 45 C em duas horas.
Determine quantos coletores de 2,0 m
2
de rea devem ser instalados, supondo
que 50% da energia solar seja efetivamente empregada para o aquecimento.
Considere:
calor especfico da gua: 4000 J/kgC
energia incidente: 800 W/m
2
361. Introduo terica
Os aquecedores solares so usados para o aquecimento de gua pelo
aproveitamento da radiao solar. A figura 1 mostra um aquecedor desse tipo
(BURATTINI, 2008).
Figura 1. Aquecedor solar (BURATTINI, 2008).
Em um aquecedor solar, a energia solar que incide sobre o coletor
dada por (BEZERRA, 2001):
38
Questo 4 Discursiva Enade 2005.
Coletor
Engenharia Mecnica VOLUME NICO - CQA/UNIP
156
Na expresso anterior, E
I
a energia solar incidente, I a intensidade de
radiao solar por unidade de rea, A a rea de incidncia e t o tempo de
incidncia.
A radiao solar varia de acordo com a posio geodsica e o uso de
coletores deve ser tal que a direo de incidncia seja normal superfcie de
incidncia (PEREIRA, 2000). A figura 2 mostra a posio ideal para um coletor
solar com relao incidncia dos raios solares.
Figura 2. Posio ideal de um aquecedor solar (REFORMAFACIL, 2011).
A eficincia de um aquecedor solar a relao entre a energia E
transferida para o fluido e a energia E
I
solar incidente no coletor (BEZERRA,
2001):
Sendo m a massa do fluido aquecido, c o calor especfico do fluido a
presso constante e T a variao de temperatura que o fluido sofrer, a
energia transferida para o fluido dada por:
Assim, a eficincia do trocador dada por (BEZERRA, 2001):
2. Indicaes bibliogrficas
BEZERRA, A. M. Aplicaes trmicas da energia solar. Joo Pessoa:
Universidade Federal da Paraba, 2001.
BURATTINI, M. P. T. C. Energia, uma abordagem multidisciplinar. So
Paulo: Livraria da Fsica, 2008.
You might also like
- Parte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaFrom EverandParte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaRating: 5 out of 5 stars5/5 (3)
- Luís T. Magalhães - Integrais em Variedades e AplicaçõesDocument129 pagesLuís T. Magalhães - Integrais em Variedades e AplicaçõesFrancisco Montellano100% (1)
- Momento de Inercia Na Elaboração de Projetos em EngenhariaDocument8 pagesMomento de Inercia Na Elaboração de Projetos em EngenhariaIvi BerNo ratings yet
- Apostila Escavadeira Hidraulica PDFDocument102 pagesApostila Escavadeira Hidraulica PDFMacalister Guarezi BroccaNo ratings yet
- Reguladores mecânicos de rotação para motores dieselDocument125 pagesReguladores mecânicos de rotação para motores dieselpaulorjr100% (2)
- TM Aula 01 - Ensaio de TraçãoDocument95 pagesTM Aula 01 - Ensaio de TraçãoMaria Eduarda Quintanilha100% (1)
- Apostila-Resistência Dos MateriaisDocument60 pagesApostila-Resistência Dos Materiaisinox110100% (3)
- Apostila Transdutores - Incluindo PressaoDocument103 pagesApostila Transdutores - Incluindo PressaoMatthew WilliamsNo ratings yet
- Relatório 1 - TransformadoresDocument5 pagesRelatório 1 - Transformadoressilveera100% (1)
- Resistência Dos Materiais - SCHAUM (Capítulo 01)Document20 pagesResistência Dos Materiais - SCHAUM (Capítulo 01)Fred Dias100% (1)
- FÍSICA - ELETROMAGNETISMO - ApostilaDocument632 pagesFÍSICA - ELETROMAGNETISMO - ApostilaThaina Larissa83% (6)
- 44 CEPRA 9394 Sistemas de Travagem HidráulicosDocument118 pages44 CEPRA 9394 Sistemas de Travagem HidráulicosRobert Stewart100% (11)
- Dimensionamento de barra sob tensão axialDocument25 pagesDimensionamento de barra sob tensão axialLuan Souza Daudt50% (2)
- Escoamento laminar em tuboDocument25 pagesEscoamento laminar em tubobrendaporto100% (1)
- Escoamento laminar em tuboDocument25 pagesEscoamento laminar em tubobrendaporto100% (1)
- Resistência dos materiais exercíciosDocument38 pagesResistência dos materiais exercíciosSergio Rubens Oliveira Santos100% (1)
- Apostila TransdutoresDocument112 pagesApostila TransdutoresMestddl100% (1)
- Apostila Processos de UsinagemDocument180 pagesApostila Processos de UsinagemRenatoShikamaru100% (3)
- Determinação da curva tensão-deformação de um aço SAE1020Document9 pagesDeterminação da curva tensão-deformação de um aço SAE1020F H RNo ratings yet
- Extensometria - Manual PraticoDocument79 pagesExtensometria - Manual PraticoEdson BastoNo ratings yet
- Física e Química: Trabalho e EnergiaDocument17 pagesFísica e Química: Trabalho e Energiadaires73No ratings yet
- Apostila UNIP Alunos 7Document113 pagesApostila UNIP Alunos 7Jeverson Nomusy0% (1)
- Projeto e análise estrutural de um elevador pantográficoDocument21 pagesProjeto e análise estrutural de um elevador pantográficoMarcelo SampaioNo ratings yet
- Resmat Resumos Modulo InicialDocument20 pagesResmat Resumos Modulo InicialMikeNo ratings yet
- Concentração de TensãoDocument10 pagesConcentração de TensãoMurilo Andey Godk NunesNo ratings yet
- Diagrama de MohrDocument8 pagesDiagrama de MohrNeldes McNo ratings yet
- TesteDocument14 pagesTesteFelipe Nigro MartinezNo ratings yet
- Arquivos APOSTILAPARTEIa108518Document70 pagesArquivos APOSTILAPARTEIa108518Soraia SandesNo ratings yet
- Projetando estruturas com tensões e deformaçõesDocument24 pagesProjetando estruturas com tensões e deformaçõesHigh Level FlyingNo ratings yet
- Estudo do Estado Plano de Tensão e Círculo de MohrDocument64 pagesEstudo do Estado Plano de Tensão e Círculo de MohrJânio PabloNo ratings yet
- Mecânica Dos Sólidos - TorçãoDocument36 pagesMecânica Dos Sólidos - TorçãoThiago MaquinéNo ratings yet
- Comportamento mecânico dos materiais EPUSPDocument31 pagesComportamento mecânico dos materiais EPUSPnunes14No ratings yet
- Tensões de Cisalhamento em Estruturas MecânicasDocument18 pagesTensões de Cisalhamento em Estruturas MecânicasGustavo CastroNo ratings yet
- Medições de resistores em circuito elétricoDocument8 pagesMedições de resistores em circuito elétricoguto_delgadoNo ratings yet
- Extensometria - Manual PraticoDocument79 pagesExtensometria - Manual PraticomauriciomvmNo ratings yet
- Aula 6 - Ensaio de FlexãoDocument32 pagesAula 6 - Ensaio de Flexãomcn08008No ratings yet
- Res Mat1 Aula1 2018.1Document45 pagesRes Mat1 Aula1 2018.1Christian Gabriel Gonzalez DentonNo ratings yet
- Análise de Ensaio Convencional de TraçãoDocument3 pagesAnálise de Ensaio Convencional de TraçãoHigor BarbosaNo ratings yet
- Aula 02Document8 pagesAula 02Ayesca Santos de SousaNo ratings yet
- 03 - Traçao-CompressaoDocument41 pages03 - Traçao-CompressaoEdson HipólitoNo ratings yet
- Anexo Extensômetro Ver - 4Document3 pagesAnexo Extensômetro Ver - 4Lucas CarvalhoNo ratings yet
- FASIMETRODocument14 pagesFASIMETROTesony Junior José TembeNo ratings yet
- Tensão em Um Plano Oblíquo Sob Carregamento AxialDocument5 pagesTensão em Um Plano Oblíquo Sob Carregamento AxialMárcia MeirelesNo ratings yet
- Análise de estresse em transformadores durante curto-circuitoDocument7 pagesAnálise de estresse em transformadores durante curto-circuitocristian1961No ratings yet
- Estudo Barras Curvas UFPEDocument14 pagesEstudo Barras Curvas UFPEAndré MozNo ratings yet
- Tensão de Cisalhamento em VigasDocument20 pagesTensão de Cisalhamento em VigasDavidson Araújo100% (1)
- Calculo de tensões em elementos mecânicosDocument2 pagesCalculo de tensões em elementos mecânicosThulio MarcusNo ratings yet
- Aula#02-LEM UL MM1 2018Document68 pagesAula#02-LEM UL MM1 2018RicardoNo ratings yet
- Revisão de sistemas estruturais e cálculo de tensõesDocument64 pagesRevisão de sistemas estruturais e cálculo de tensõesKassia Mendes67% (3)
- Listas P1 ConformaçãoDocument70 pagesListas P1 ConformaçãoJadiel Oliveira0% (1)
- Transformador - Definição e EquacoesDocument6 pagesTransformador - Definição e EquacoesMarcelo A. BrancoNo ratings yet
- Apostila 4 de MáquinasDocument18 pagesApostila 4 de Máquinaseng.rafael.ecoambientalNo ratings yet
- Tensão normal e de cisalhamento em elementos estruturaisDocument15 pagesTensão normal e de cisalhamento em elementos estruturaisBarros Elenildo100% (1)
- Análise de Torção em Barras CircularesDocument19 pagesAnálise de Torção em Barras CircularesFelipe BarbosaNo ratings yet
- Estado Plano de Tensão: Cálculo de Tensões e Direções PrincipaisDocument27 pagesEstado Plano de Tensão: Cálculo de Tensões e Direções PrincipaisrobertaNo ratings yet
- Determinação experimental da rigidez de molasDocument7 pagesDeterminação experimental da rigidez de molasSérgio CustódioNo ratings yet
- Galoa Proceedings Coen 2019 115420Document15 pagesGaloa Proceedings Coen 2019 115420laboratorio2No ratings yet
- Projeto analisa fadiga e fratura segundo Eurocódigo 3Document25 pagesProjeto analisa fadiga e fratura segundo Eurocódigo 3José MagalhãesNo ratings yet
- Ensaio de TraçãoDocument15 pagesEnsaio de TraçãoMatheus Angenendt GomesNo ratings yet
- Relatório PMTDocument33 pagesRelatório PMTSerginho VieiraNo ratings yet
- EMT020 - Mecânica dos Materiais - Lista 3Document2 pagesEMT020 - Mecânica dos Materiais - Lista 3Thaisa FonsecaNo ratings yet
- Propriedades mecânicas dos materiais e comportamento sob tensãoDocument63 pagesPropriedades mecânicas dos materiais e comportamento sob tensãoHigh Level FlyingNo ratings yet
- Experimento 1Document21 pagesExperimento 1Hayane AmorimNo ratings yet
- APS6 SDocument11 pagesAPS6 SDorieli Carvalho PintoNo ratings yet
- Ciências dos MateriaisDocument12 pagesCiências dos MateriaisDorieli Carvalho PintoNo ratings yet
- Resolu o Do 2Document6 pagesResolu o Do 2Dorieli Carvalho PintoNo ratings yet
- Estudos Disciplinares 6 Per+¡odo EngenhariaDocument10 pagesEstudos Disciplinares 6 Per+¡odo EngenhariaDorieli Carvalho PintoNo ratings yet
- Estudos Disciplinares 6 Per+¡odo EngenhariaDocument10 pagesEstudos Disciplinares 6 Per+¡odo EngenhariaDorieli Carvalho PintoNo ratings yet
- Formulario IntegraisDocument1 pageFormulario Integraisronnymec100% (1)
- Ed Segundo SemestreDocument7 pagesEd Segundo SemestreDorieli Carvalho PintoNo ratings yet
- EMPRESA - 238 - 859661282RI-005 Rev5 - Código de Ética - 10 - 08 - 2012 PDFDocument2 pagesEMPRESA - 238 - 859661282RI-005 Rev5 - Código de Ética - 10 - 08 - 2012 PDFcontato_998809686No ratings yet
- Exs Da Prova Da Sabrina DP p1Document1 pageExs Da Prova Da Sabrina DP p1Dorieli Carvalho PintoNo ratings yet
- Parâmetros de RugosidadeDocument3 pagesParâmetros de RugosidadeDorieli Carvalho PintoNo ratings yet
- Produto Escalar e TrabalhoDocument13 pagesProduto Escalar e TrabalhoBeatriz Figueiredo OliveiraNo ratings yet
- Fenómenos de transporte I - ApontamentosDocument26 pagesFenómenos de transporte I - ApontamentosEtivaldoRodriguesCg100% (1)
- Trabalho, Potência e EnergiaDocument3 pagesTrabalho, Potência e EnergiaMarcelo FrancoNo ratings yet
- Trabalho Testes Conceituais - Prof. Alexandre Ortiz CalvãoDocument3 pagesTrabalho Testes Conceituais - Prof. Alexandre Ortiz Calvãocb_penatrujilloNo ratings yet
- Introdução À Mecânica OrbitalDocument68 pagesIntrodução À Mecânica OrbitalErberson Rodrigues PinheiroNo ratings yet
- Notas de Física 3 - Campo ElétricoDocument74 pagesNotas de Física 3 - Campo ElétricoJonathan Donizetti VancettoNo ratings yet
- CONSELHO NACIONAL DE METROLOGIA RESOLUÇÃODocument22 pagesCONSELHO NACIONAL DE METROLOGIA RESOLUÇÃOMurilo Carvalho ReisNo ratings yet
- FQ9 Ex1 ForcasDocument1 pageFQ9 Ex1 ForcasAna Rita JesusNo ratings yet
- Linhas de InfluenciaDocument26 pagesLinhas de InfluenciaNeves De Matos100% (1)
- Calor Fornecido para Aquecimento de Mistura C2H6/C4H10 de 150-250KDocument11 pagesCalor Fornecido para Aquecimento de Mistura C2H6/C4H10 de 150-250Kcosmos35No ratings yet
- Fisica B - 3BDocument5 pagesFisica B - 3BSthefanny AlmeidaNo ratings yet
- Força Momento Articular e Potencia Mecanica em Saltos Elementares No Ballet ClássicoDocument17 pagesForça Momento Articular e Potencia Mecanica em Saltos Elementares No Ballet ClássicoMara Meira DavidNo ratings yet
- Provas Da UERJ Resolvidas (2008 Até 2011)Document19 pagesProvas Da UERJ Resolvidas (2008 Até 2011)EverNo ratings yet
- QuestõesDocument58 pagesQuestõesRoberto SilvaNo ratings yet
- 5 Avaliação de Física - 1º Ano - Wanderson CarvalhoDocument4 pages5 Avaliação de Física - 1º Ano - Wanderson CarvalhoWanderson Daiane CarvalhoNo ratings yet
- 2021-TL4-Online-GuiãoPêndulo SimplesDocument7 pages2021-TL4-Online-GuiãoPêndulo SimplesNelton SigauqueNo ratings yet
- Exercícios sobre potencial elétricoDocument3 pagesExercícios sobre potencial elétricowillian sousaNo ratings yet
- Movimento de projétil em duas dimensõesDocument9 pagesMovimento de projétil em duas dimensõesbrunoNo ratings yet
- 1.11.ET - Introdução Aos Sistemas MecânicosDocument20 pages1.11.ET - Introdução Aos Sistemas MecânicosÁdrian Camille Lobato FigueiredoNo ratings yet
- Checklist - Chama o Físico!!Document17 pagesChecklist - Chama o Físico!!Daniel Levi0% (1)
- Relato Celular Na Escola UEPG 2018 PssDocument20 pagesRelato Celular Na Escola UEPG 2018 PssAndressa GarciaNo ratings yet
- Conservação da Energia MecânicaDocument4 pagesConservação da Energia MecânicaJosé Lauro StrapassonNo ratings yet
- Apostila Vibracoes BoscoDocument126 pagesApostila Vibracoes BoscoThales Ranniere100% (1)
- A Luz AstralDocument4 pagesA Luz AstralIohannes JohnsonNo ratings yet