You might also like
- Balancing Cost and Performance in A PV/Wind/Battery Hybrid Power SystemDocument5 pagesBalancing Cost and Performance in A PV/Wind/Battery Hybrid Power SystemKhubaib AhmedNo ratings yet
- Bess EtapDocument32 pagesBess Etapyeprem82No ratings yet
- Floating Production Storage and OffloadingDocument10 pagesFloating Production Storage and OffloadingbhuvanaNo ratings yet
- Dgenset Dont Need Capacitor Right or WrongDocument10 pagesDgenset Dont Need Capacitor Right or WrongShrikant KajaleNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- An137 - Lithium Ion Battery Charger Using c8051f300Document36 pagesAn137 - Lithium Ion Battery Charger Using c8051f300oakkar7No ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- DC Standby Systems: Iorw Iorw IorwDocument3 pagesDC Standby Systems: Iorw Iorw IorwManuel CardozoNo ratings yet
- Methods for Increasing the Quality and Reliability of Power System Using FACTS DevicesFrom EverandMethods for Increasing the Quality and Reliability of Power System Using FACTS DevicesNo ratings yet
- Power Electronics For Renewable Energy SystemsDocument33 pagesPower Electronics For Renewable Energy SystemssrilakshmisiriNo ratings yet
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- Low Power Boost Converter For Portable Applications by Eddy Wells and Mark JordanDocument9 pagesLow Power Boost Converter For Portable Applications by Eddy Wells and Mark JordanberbouNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Solar Charge Controller with Data Acquisition System Based on ArduinoDocument9 pagesSolar Charge Controller with Data Acquisition System Based on ArduinoolumideNo ratings yet
- Control of Energy Storage Interface With Abidirectional Converter For Photovoltaic SystemsDocument6 pagesControl of Energy Storage Interface With Abidirectional Converter For Photovoltaic SystemsLanstein Joe E PNo ratings yet
- Thesis Power Factor CorrectionDocument5 pagesThesis Power Factor CorrectionYolanda Ivey100% (2)
- Designing A Solar-Cell-Driven LED Outdoor Lighting System: Power Supply Design SeminarDocument25 pagesDesigning A Solar-Cell-Driven LED Outdoor Lighting System: Power Supply Design Seminarggolden597No ratings yet
- Solar Charge ControllerDocument11 pagesSolar Charge Controllerayirp89No ratings yet
- Battery Sizing Calculation IntroductionDocument9 pagesBattery Sizing Calculation Introductionmelese gideyNo ratings yet
- Uninterruptible Power Supply System: 5-1. GeneralDocument6 pagesUninterruptible Power Supply System: 5-1. GeneralRajinikanth RenganathanNo ratings yet
- AC Generator and Motor ProtectionDocument76 pagesAC Generator and Motor ProtectionAtif Husayn100% (1)
- Optimize Data Center UPS with Distributed DC PowerDocument16 pagesOptimize Data Center UPS with Distributed DC PowerHüthâifâ AbdérahmânNo ratings yet
- Sine Wave Inverter With PICDocument50 pagesSine Wave Inverter With PICmtrapkNo ratings yet
- Battery Inverter For Modularly Structured PV Power Supply SystemsDocument4 pagesBattery Inverter For Modularly Structured PV Power Supply SystemsQM_2010No ratings yet
- Generator Overexcitation Capability and Excitation System LimitersDocument21 pagesGenerator Overexcitation Capability and Excitation System Limiterssayan bhowmickNo ratings yet
- Passivity-Based Control For Charging Batteries in Photovoltaic SystemsDocument7 pagesPassivity-Based Control For Charging Batteries in Photovoltaic SystemsValentim ErnandesNo ratings yet
- Lecture 19 - Rees - Sp-23Document50 pagesLecture 19 - Rees - Sp-23Hasan RazaNo ratings yet
- A New Controller Scheme For Photovoltaics PowerDocument10 pagesA New Controller Scheme For Photovoltaics PowerHakan PolatkanNo ratings yet
- Electrical SystemDocument75 pagesElectrical SystemS Bharadwaj Reddy67% (3)
- Chapter One - InverterDocument4 pagesChapter One - Inverterkoncypike100% (4)
- DC BattryDocument36 pagesDC Battryelsayed abdemagiedNo ratings yet
- Electricity Guide Saves Energy CostsDocument42 pagesElectricity Guide Saves Energy CostsceluxscribdNo ratings yet
- Automatic Voltage RegulatorDocument27 pagesAutomatic Voltage RegulatorAnonymous BBX2E87aHNo ratings yet
- Nergie-: Diesel Engine Starting Batteries Guide and WorksheetDocument7 pagesNergie-: Diesel Engine Starting Batteries Guide and WorksheetAlexander OngNo ratings yet
- DAN ENERGY RESEARCH SOLAR PANEL DESIGNDocument9 pagesDAN ENERGY RESEARCH SOLAR PANEL DESIGNShimeles TilayeNo ratings yet
- Back To Basics Vicor Power Design EbookDocument50 pagesBack To Basics Vicor Power Design Ebookmulleraf100% (1)
- Apfc Final ReportDocument57 pagesApfc Final ReportIshant SiddhrauNo ratings yet
- Supervisor Control For A Stand-Alone Hybrid Generation System Using Wind and Photovoltaic EnergyDocument8 pagesSupervisor Control For A Stand-Alone Hybrid Generation System Using Wind and Photovoltaic EnergyMelissa MillerNo ratings yet
- 3731 High Side DriversDocument24 pages3731 High Side Driversbillium34No ratings yet
- Modeling and Simulation of Reverse PowerDocument6 pagesModeling and Simulation of Reverse PowergusgifNo ratings yet
- Protection Relay SettingsDocument3 pagesProtection Relay SettingssmsbondNo ratings yet
- Open-phase Protection for MotorsDocument5 pagesOpen-phase Protection for MotorsAnamarialuzNo ratings yet
- Motor ProtectionDocument58 pagesMotor ProtectionVenkat Subramanyam.CNo ratings yet
- Coordination of Energy Storage Systems and Closed Loop Converter For Regulating Voltage of PV SystemDocument5 pagesCoordination of Energy Storage Systems and Closed Loop Converter For Regulating Voltage of PV Systemavinash dNo ratings yet
- Energy Efficiency Technical Guide: How To Select and Maintain Contactors For Capacitor Banks?Document16 pagesEnergy Efficiency Technical Guide: How To Select and Maintain Contactors For Capacitor Banks?SorinDanielMoisaNo ratings yet
- Bse What Is MPPTDocument2 pagesBse What Is MPPTemerynhoNo ratings yet
- Design Guide1 AEE Solar PDFDocument27 pagesDesign Guide1 AEE Solar PDFEngSafwanQadousNo ratings yet
- Gelcelcharger Diagram PDFDocument6 pagesGelcelcharger Diagram PDFRemus PopescuNo ratings yet
- OELDocument6 pagesOELjunsanaNo ratings yet
- Excitation System GeneratorDocument6 pagesExcitation System GeneratorculwavesNo ratings yet
- Reactive Power Managment RPM BookletDocument72 pagesReactive Power Managment RPM BookletPramod B.WankhadeNo ratings yet
- 534 Considerations For Choosing The Appropriate VDocument14 pages534 Considerations For Choosing The Appropriate VMary MorseNo ratings yet
- Switchgear Battery Sizing by HandDocument4 pagesSwitchgear Battery Sizing by HandNia KurniawatiNo ratings yet
- Power Factor ImprovementDocument8 pagesPower Factor ImprovementmshahidshaukatNo ratings yet
- Upf MythDocument3 pagesUpf MythgurbachansainiNo ratings yet
- Reliable SF6 gas density monitors for high voltage switchgearsDocument2 pagesReliable SF6 gas density monitors for high voltage switchgearsdeepthik27No ratings yet
- Basics of MeteringDocument2 pagesBasics of Meteringdeepthik27No ratings yet
- The Watchdog Protection RelayDocument9 pagesThe Watchdog Protection Relaydumitrascu91No ratings yet
- IEC - Panel RegulationDocument20 pagesIEC - Panel RegulationAsith SavindaNo ratings yet
- Application Note - BurdenDocument1 pageApplication Note - Burdencorwyn_inc4302No ratings yet
- Instruction Manual For Annunciation PanelDocument5 pagesInstruction Manual For Annunciation Paneldeepthik27No ratings yet
- Andhra CuisineDocument29 pagesAndhra CuisineTensing RodriguesNo ratings yet
- Interlocking PrinciplesDocument11 pagesInterlocking PrinciplesVignesh BalakrishnanNo ratings yet
- Electronic Pressure SwitchesDocument2 pagesElectronic Pressure Switchesdeepthik27No ratings yet
- Spec 11&33kV Composite Insulators TensionDocument6 pagesSpec 11&33kV Composite Insulators Tensiondeepthik27100% (1)
- Medium Voltage Composite InsulatorsDocument14 pagesMedium Voltage Composite Insulatorsdeepthik27No ratings yet
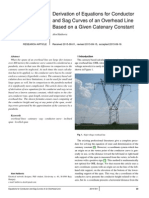
- Derivations of Equations For Conductor and Sag CurvesDocument5 pagesDerivations of Equations For Conductor and Sag Curvesdeepthik27No ratings yet
- Terminal Boxes CatalogueDocument9 pagesTerminal Boxes Cataloguedeepthik27No ratings yet
- AP 03902001 eDocument32 pagesAP 03902001 eJessicalba LouNo ratings yet
- Hydraulic Pumps and Pump TurbinesDocument8 pagesHydraulic Pumps and Pump Turbinesdeepthik27No ratings yet
- Reliable SF6 gas density monitors for high voltage switchgearsDocument2 pagesReliable SF6 gas density monitors for high voltage switchgearsdeepthik27No ratings yet
- Basics of MeteringDocument2 pagesBasics of Meteringdeepthik27No ratings yet
- Air Break CIrcuit BreakersDocument30 pagesAir Break CIrcuit Breakersdeepthik27No ratings yet
- 78 - 1375264594 - 142606 - Lockout Relay CatalogueDocument52 pages78 - 1375264594 - 142606 - Lockout Relay CatalogueJarrett MathewsNo ratings yet
- Rumus MotorDocument2 pagesRumus Motorfatur_vdNo ratings yet
- Selection Guide Transformer ProtectionDocument11 pagesSelection Guide Transformer Protectiondeepthik27No ratings yet
- LT Aerial Bunched Cable SpecsDocument9 pagesLT Aerial Bunched Cable Specsdeepthik27No ratings yet
- 78 - 1375264594 - 142606 - Lockout Relay CatalogueDocument52 pages78 - 1375264594 - 142606 - Lockout Relay CatalogueJarrett MathewsNo ratings yet
- 7 IEEEStd738AnOverviewDocument9 pages7 IEEEStd738AnOverviewdeepthik27No ratings yet
- Andhra CuisineDocument29 pagesAndhra CuisineTensing RodriguesNo ratings yet
- 9789381607657Document1 page9789381607657deepthik27No ratings yet
- Power Transformer Winding Thermal Analysis Considering Load Conditions and Type of OilDocument6 pagesPower Transformer Winding Thermal Analysis Considering Load Conditions and Type of OilSEP-PublisherNo ratings yet
- Lamps NDL Lum in AiresDocument4 pagesLamps NDL Lum in Airesdeepthik27No ratings yet
- Ger 4108aDocument7 pagesGer 4108adeepthik27No ratings yet
- Critical Criminal Justice IssuesDocument132 pagesCritical Criminal Justice IssuesAnnamarella Amurao CardinezNo ratings yet
- Characteristics of Uveitis Presenting For The First Time in The Elderly Analysis of 91 Patients in A Tertiary CenterDocument9 pagesCharacteristics of Uveitis Presenting For The First Time in The Elderly Analysis of 91 Patients in A Tertiary CenterFrancescFranquesaNo ratings yet
- English Financial Assistance ApplicationDocument4 pagesEnglish Financial Assistance ApplicationAlyssa JenningsNo ratings yet
- Nursing Care PlansDocument10 pagesNursing Care PlansGracie S. Vergara100% (1)
- 559 Fault CodeDocument4 pages559 Fault Codeabdelbagi ibrahim100% (1)
- Solids Level Measurement Application Guide en 78224 PDFDocument144 pagesSolids Level Measurement Application Guide en 78224 PDFwalcalNo ratings yet
- Female Reproductive System Histology IDocument5 pagesFemale Reproductive System Histology ISolomon Seth SallforsNo ratings yet
- 1 Colmac DX Ammonia Piping Handbook 4th EdDocument64 pages1 Colmac DX Ammonia Piping Handbook 4th EdAlbertoNo ratings yet
- Goals Editable PDFDocument140 pagesGoals Editable PDFManuel Ascanio67% (3)
- General JournalDocument11 pagesGeneral JournalZaheer Ahmed Swati100% (2)
- December - Cost of Goods Sold (Journal)Document14 pagesDecember - Cost of Goods Sold (Journal)kuro hanabusaNo ratings yet
- Nicenstripy Gardening Risk AssessmentDocument38 pagesNicenstripy Gardening Risk AssessmentVirta Nisa100% (1)
- 4.5 Cargo DischargingDocument2 pages4.5 Cargo DischargingHasan Cosalev100% (1)
- Genetically Engineered MicroorganismsDocument6 pagesGenetically Engineered Microorganismsaishwarya joshiNo ratings yet
- Laboratorio 1Document6 pagesLaboratorio 1Marlon DiazNo ratings yet
- Block 1 Board Review - Lecture NotesDocument127 pagesBlock 1 Board Review - Lecture NotesCece RereNo ratings yet
- Himalayan University Fees Structure 1-1-19Document8 pagesHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZNo ratings yet
- Use Acupressure to Conceive FasterDocument15 pagesUse Acupressure to Conceive Fastersale18100% (1)
- A. Kumar Aswamy Job Offer LetterDocument1 pageA. Kumar Aswamy Job Offer LetterHimanshu PatelNo ratings yet
- Quality Nutrition and Dietetics PracticeDocument3 pagesQuality Nutrition and Dietetics PracticeNurlienda HasanahNo ratings yet
- Tutorial 7: Electromagnetic Induction MARCH 2015: Phy 150 (Electricity and Magnetism)Document3 pagesTutorial 7: Electromagnetic Induction MARCH 2015: Phy 150 (Electricity and Magnetism)NOR SYAZLIANA ROS AZAHARNo ratings yet
- Fitness WalkingDocument192 pagesFitness Walkingjha.sofcon5941100% (1)
- Biology (Paper I)Document6 pagesBiology (Paper I)AH 78No ratings yet
- Solcon Catalog WebDocument12 pagesSolcon Catalog Webquocviet612No ratings yet
- EP Series User Manual PDFDocument40 pagesEP Series User Manual PDFa.elwahabNo ratings yet
- Life Sciences Part 1 CSIR JRF NET GATE DBT PDFDocument132 pagesLife Sciences Part 1 CSIR JRF NET GATE DBT PDFPavani Reddy68% (22)
- SPA For Banks From Unit OwnersDocument1 pageSPA For Banks From Unit OwnersAda DiansuyNo ratings yet
- Cement ReportDocument86 pagesCement ReportSohaibNo ratings yet
- Measure BlowingDocument52 pagesMeasure BlowingLos Ángeles Customs GarageNo ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- ISO 50001: A strategic guide to establishing an energy management systemFrom EverandISO 50001: A strategic guide to establishing an energy management systemNo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)