You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 3bbr520311d0042 - Test Report 2 - p15392z - Rev 1Document30 pages3bbr520311d0042 - Test Report 2 - p15392z - Rev 1manuelazo78No ratings yet
- FABZVQ00REV0410Document80 pagesFABZVQ00REV0410manuelazo78No ratings yet
- Ig Isg As 2115Document37 pagesIg Isg As 2115manuelazo78No ratings yet
- TWI Radiographic Interpretation. (Part3)Document55 pagesTWI Radiographic Interpretation. (Part3)jar_292% (36)
- API ICP My Self Study NotesDocument9 pagesAPI ICP My Self Study Notesmanuelazo78No ratings yet
- Part K of Insize 2012eDocument23 pagesPart K of Insize 2012emanuelazo78No ratings yet
- TWI Radiographic Interpretation. (Weld Defects & Repair)Document61 pagesTWI Radiographic Interpretation. (Weld Defects & Repair)jar_2100% (3)
- Recommended Practice SNT-TC-1A-2011 Nondestructive Testing - Part2Document13 pagesRecommended Practice SNT-TC-1A-2011 Nondestructive Testing - Part2manuelazo78No ratings yet
- ISO - 15156-2 - 2009 - Technical Circular - 2 - 2014-01-27Document3 pagesISO - 15156-2 - 2009 - Technical Circular - 2 - 2014-01-27manuelazo78No ratings yet
- ISO - 15156-1 - 2009 - Technical Circular - 1 - 2014-01-27Document4 pagesISO - 15156-1 - 2009 - Technical Circular - 1 - 2014-01-27manuelazo78No ratings yet
- Welding Gauge - 4830Document1 pageWelding Gauge - 4830manuelazo78No ratings yet
- ISO 15156-3-2009 Technical Circular 1 2010-06-20Document12 pagesISO 15156-3-2009 Technical Circular 1 2010-06-20manuelazo78100% (2)
- ISO - 15156-3 - 2009 - Technical Circular - 2 - 2013-08-27Document22 pagesISO - 15156-3 - 2009 - Technical Circular - 2 - 2013-08-27manuelazo78No ratings yet
- ISO - 15156-3 - 2009 - Technical Circular - 3 - 2014-01-27Document17 pagesISO - 15156-3 - 2009 - Technical Circular - 3 - 2014-01-27manuelazo78No ratings yet
- CaliperDocument24 pagesCalipermanuelazo78No ratings yet
- WIS 10 Senior Welding InspectorDocument249 pagesWIS 10 Senior Welding InspectorFrancis PaintsilNo ratings yet
- ScribeDocument14 pagesScribemanuelazo78No ratings yet
- ISO - 15156-3 - 2009 - Technical Circular - 4 - 2014-04-02Document7 pagesISO - 15156-3 - 2009 - Technical Circular - 4 - 2014-04-02manuelazo78100% (1)
- WIS 10 Senior Welding InspectorDocument249 pagesWIS 10 Senior Welding InspectorFrancis PaintsilNo ratings yet
- CSWIP 3.2 Preparation Course MaterialDocument214 pagesCSWIP 3.2 Preparation Course MaterialVinoth Rajendra81% (21)
- CWI Simulated Exam PDFDocument12 pagesCWI Simulated Exam PDFfrenskiran100% (6)
- AWS CWI Body of Knowledge Jan 2014Document1 pageAWS CWI Body of Knowledge Jan 2014manuelazo78No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Computer Typing History of TypingDocument9 pagesComputer Typing History of TypingRamNo ratings yet
- Lesson PlanDocument11 pagesLesson PlanKim Gabrielle Del PuertoNo ratings yet
- Procedure Issuing EtaDocument5 pagesProcedure Issuing EtaCarlos FrançaNo ratings yet
- Dakshin Dinajpur TP ListDocument5 pagesDakshin Dinajpur TP ListDeb D Creative StudioNo ratings yet
- Module 6: Stresses Around Underground Openings: 6.6 Excavation Shape and Boundary StressDocument10 pagesModule 6: Stresses Around Underground Openings: 6.6 Excavation Shape and Boundary Stressفردوس سليمانNo ratings yet
- Cultural Competence Refers To An Ability To Interact Effectively With People of Different CulturesDocument5 pagesCultural Competence Refers To An Ability To Interact Effectively With People of Different CulturesKim EliotNo ratings yet
- STRUCTUREDocument26 pagesSTRUCTUREJulia RatihNo ratings yet
- Simulation & Role PlayDocument10 pagesSimulation & Role Playpreeti sharma100% (2)
- Appendix-Design CalculationsDocument3 pagesAppendix-Design CalculationsVanessa M. MartinezNo ratings yet
- SQAAU SM Assignment BriefDocument10 pagesSQAAU SM Assignment BriefJamil NassarNo ratings yet
- Aitkensmethod 170829115234Document17 pagesAitkensmethod 170829115234Yumi koshaNo ratings yet
- USDP Shehzore02Document39 pagesUSDP Shehzore02Feroz GullNo ratings yet
- Aga Report #10-03Document177 pagesAga Report #10-03paolita788No ratings yet
- Precast Concrete ConstructionDocument37 pagesPrecast Concrete ConstructionRuta Parekh100% (1)
- Introduction To Graph-Theoryv2Document92 pagesIntroduction To Graph-Theoryv2sheela lNo ratings yet
- Pepperdine Resume Ico William Kong Updated BDocument1 pagePepperdine Resume Ico William Kong Updated Bapi-278946246No ratings yet
- QuestionnaireDocument5 pagesQuestionnairePrisca FolorunsoNo ratings yet
- Activity On The Layers of The Earth 1Document1 pageActivity On The Layers of The Earth 1Ian MarianoNo ratings yet
- MP35N K Tube Technical Data SheetDocument2 pagesMP35N K Tube Technical Data Sheetstrip1No ratings yet
- Recent Advances in Second Generation Bioethanol Production An Insight To Pretreatment, Saccharification and Fermentation ProcessesDocument11 pagesRecent Advances in Second Generation Bioethanol Production An Insight To Pretreatment, Saccharification and Fermentation ProcessesBryant CoolNo ratings yet
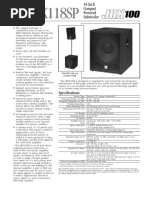
- JRX118SP SpecsheetDocument2 pagesJRX118SP SpecsheetLuisNo ratings yet
- TEMPLATE - MODULE 5 - 8 Step Change Management WorksheetDocument9 pagesTEMPLATE - MODULE 5 - 8 Step Change Management Worksheetapril75No ratings yet
- Summary Good To GreatDocument5 pagesSummary Good To GreatAziz ur RehmanNo ratings yet
- Climate Transition Finance Handbook Related Questions: 9 December 2020Document4 pagesClimate Transition Finance Handbook Related Questions: 9 December 2020glenlcyNo ratings yet
- Pro-Watch Ecosystem: The Power of TheDocument1 pagePro-Watch Ecosystem: The Power of TheNik SiagNo ratings yet
- Measuring PovertyDocument47 pagesMeasuring PovertyPranabes DuttaNo ratings yet
- Laws of ThermoDocument13 pagesLaws of ThermofabyunaaaNo ratings yet
- Hydraulics Laboratory ManualDocument37 pagesHydraulics Laboratory ManualHarold Taylor100% (2)
- Advanced Numerical Modelling of Geogrids and Steel Wire Meshes - Daniele TubertiniDocument94 pagesAdvanced Numerical Modelling of Geogrids and Steel Wire Meshes - Daniele TubertiniSze Mian KuehNo ratings yet
- Painting and Weathering Unlocked PDFDocument91 pagesPainting and Weathering Unlocked PDFWrensEye100% (6)