You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- B 140 - B 140M - 01 Qje0mc9cmtqwtqDocument3 pagesB 140 - B 140M - 01 Qje0mc9cmtqwtqLUISALBERTO06011985No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A 181 - A 181M - 01 Qte4ms9bmtgxtqDocument3 pagesA 181 - A 181M - 01 Qte4ms9bmtgxtqLUISALBERTO06011985No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- B 570 - 96 Qju3mc05ngDocument4 pagesB 570 - 96 Qju3mc05ngLUISALBERTO06011985No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetDocument4 pagesCopper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetLUISALBERTO06011985No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A 192 - A 192M - 02 Qte5mi9bmtkytqDocument3 pagesA 192 - A 192M - 02 Qte5mi9bmtkytqLUISALBERTO06011985No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- B 135m - 96 Qjeznu0totyDocument5 pagesB 135m - 96 Qjeznu0totyLUISALBERTO06011985No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document5 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)LUISALBERTO06011985No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- B 302 - 00 Qjmwmi1sruqDocument7 pagesB 302 - 00 Qjmwmi1sruqLUISALBERTO06011985No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- B 99 - B 99m - 96 Qjk5l0i5ou0tukveDocument5 pagesB 99 - B 99m - 96 Qjk5l0i5ou0tukveLUISALBERTO06011985No ratings yet
- B 176 - 04 Qje3ngDocument4 pagesB 176 - 04 Qje3ngLUISALBERTO06011985No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Mercurous Nitrate Test For Copper and Copper AlloysDocument3 pagesMercurous Nitrate Test For Copper and Copper AlloysLUISALBERTO06011985No ratings yet
- A 795 - 00 QTC5NS9BNZK1TQDocument6 pagesA 795 - 00 QTC5NS9BNZK1TQsachinguptachdNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- B 698 - 97 Qjy5oc1sruqDocument3 pagesB 698 - 97 Qjy5oc1sruqLUISALBERTO06011985No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- B 643 - 00 Qjy0my1sruqDocument8 pagesB 643 - 00 Qjy0my1sruqLUISALBERTO06011985No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- A 1014 - 03 QtewmtqDocument3 pagesA 1014 - 03 QtewmtqLUISALBERTO06011985No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A 787 - 01 QTC4NWDocument6 pagesA 787 - 01 QTC4NWLUISALBERTO06011985No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- A 928 - A 928M - 00 Qtkyoc0wmaDocument5 pagesA 928 - A 928M - 00 Qtkyoc0wmaLUISALBERTO06011985No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A 758 - A 758M - 00 Qtc1oc9bnzu4tqDocument5 pagesA 758 - A 758M - 00 Qtc1oc9bnzu4tqLUISALBERTO06011985No ratings yet
- A 988 - 98 Qtk4oc05oaDocument11 pagesA 988 - 98 Qtk4oc05oaLUISALBERTO06011985No ratings yet
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 pagesA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985No ratings yet
- Astm A179-A179m PDFDocument2 pagesAstm A179-A179m PDFMostafaRockNo ratings yet
- A 771 - A 771M - 95 R01 QTC3MS9BNZCXTQDocument5 pagesA 771 - A 771M - 95 R01 QTC3MS9BNZCXTQLUISALBERTO06011985No ratings yet
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 pagesA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- A 453 - A 453M - 00 Qtq1my0wmeuxDocument5 pagesA 453 - A 453M - 00 Qtq1my0wmeuxLUISALBERTO06011985No ratings yet
- A 453 - A 453M - 00 Qtq1my0wmaDocument5 pagesA 453 - A 453M - 00 Qtq1my0wmaLUISALBERTO06011985No ratings yet
- A 498 - 98 Qtq5oc05oaDocument3 pagesA 498 - 98 Qtq5oc05oaLUISALBERTO06011985No ratings yet
- A 409 - A409m - 95 Qtqwos05nuffmqDocument6 pagesA 409 - A409m - 95 Qtqwos05nuffmqLUISALBERTO06011985No ratings yet
- A 403 - A 403M - 03 Qtqwmy0wm0eDocument7 pagesA 403 - A 403M - 03 Qtqwmy0wm0eLUISALBERTO06011985No ratings yet
- A 403 - A 403M - 03 Qtqwmy0wmwDocument7 pagesA 403 - A 403M - 03 Qtqwmy0wmwLUISALBERTO06011985No ratings yet
- Experiment 3 RdmeetingDocument4 pagesExperiment 3 RdmeetingDia SariNo ratings yet
- Chem 229 Problem Set 6Document2 pagesChem 229 Problem Set 6Su KelesogluNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- 8.21 Strength, Sorptivity and Carbonation of Geopolymer ConcreteDocument6 pages8.21 Strength, Sorptivity and Carbonation of Geopolymer ConcreteSulchan Purnama SaputraNo ratings yet
- Iron and Steel Manufacturing ProcessDocument28 pagesIron and Steel Manufacturing ProcessMarnel Roy Mayor78% (32)
- Belzona 1321 (Ceramic S-Metal) : Key BenefitsDocument22 pagesBelzona 1321 (Ceramic S-Metal) : Key BenefitsIrvansyah RazadinNo ratings yet
- All Name Reactions of Chemistry Class 12th Cbse & Isc PDFDocument11 pagesAll Name Reactions of Chemistry Class 12th Cbse & Isc PDFzakiya100% (2)
- Bonding & Properties WorksheetDocument4 pagesBonding & Properties WorksheetCraig KingNo ratings yet
- Datasheet For Stainless Steel Super Duplex 2507Document10 pagesDatasheet For Stainless Steel Super Duplex 2507Prem EditsNo ratings yet
- Qualitative Tests For ProteinsDocument8 pagesQualitative Tests For ProteinsFaye Cortez100% (1)
- Reaction MechanismDocument5 pagesReaction MechanismKatniss Tathagata100% (1)
- Aerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsDocument10 pagesAerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsVIJAY YADAVNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 10 - Suvg 27 - F.G. - 69-78Document10 pages10 - Suvg 27 - F.G. - 69-78Valentina AnutaNo ratings yet
- Lab3 Propertiesofelements Vanderschilden NicoleDocument6 pagesLab3 Propertiesofelements Vanderschilden Nicoleapi-439724349No ratings yet
- Oow Duties Wet CargoDocument28 pagesOow Duties Wet CargoJhon FernandesNo ratings yet
- Naming CompoundsDocument84 pagesNaming CompoundsangelaNo ratings yet
- FreseDocument140 pagesFresea9r8f4g5d4s8r0% (1)
- Bronsted Lowry Acid and BaseDocument12 pagesBronsted Lowry Acid and BaseMarian Bulatin100% (1)
- B29Document3 pagesB29dasarisuryaNo ratings yet
- P-Block Elements GuideDocument83 pagesP-Block Elements GuidePriyansh MishraNo ratings yet
- Total Antioxidant Capacities of Raw and Cooked Meats Arda Serpen, Vural Gökmen, Vincenzo FoglianoDocument16 pagesTotal Antioxidant Capacities of Raw and Cooked Meats Arda Serpen, Vural Gökmen, Vincenzo FoglianoMuh Mirza LegawaNo ratings yet
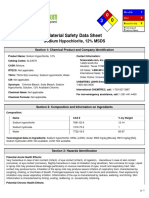
- Msds (Sodium Hydrochlorite) PDFDocument6 pagesMsds (Sodium Hydrochlorite) PDFAyman Medaney100% (1)
- Hollow Fiber MenbranesDocument15 pagesHollow Fiber MenbranespikipelukiNo ratings yet
- 2022 Thermodynamic Analysis of Gold Leaching by Copper-Glycine-Thiosulfate Solutions Using Eh-pH and Species Distribution DiagramsDocument11 pages2022 Thermodynamic Analysis of Gold Leaching by Copper-Glycine-Thiosulfate Solutions Using Eh-pH and Species Distribution DiagramsaucapuriNo ratings yet
- Tenax 88s HR (E 50 6 Mn1ni B 32 h5)Document1 pageTenax 88s HR (E 50 6 Mn1ni B 32 h5)brunizzaNo ratings yet
- Properties of Engineering Materials 2Document12 pagesProperties of Engineering Materials 2Douglas Kufre-Abasi GilbertNo ratings yet
- KromatografiDocument51 pagesKromatografiNadia Ulfa BurhanuddinNo ratings yet
- Exploring The Future Role of Hydrogen in Power Generation White Paper Burns McDonnell 22115Document6 pagesExploring The Future Role of Hydrogen in Power Generation White Paper Burns McDonnell 22115Vikas SareenNo ratings yet
- Dental InvestmentsDocument133 pagesDental InvestmentsMohamed AliNo ratings yet
- AOMT 123602 PEER-M VP15TF Mitsubishi CarbideDocument2 pagesAOMT 123602 PEER-M VP15TF Mitsubishi CarbideTungstenCarbideNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)