You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ETABS ModelDocument75 pagesETABS ModelAnonymous TsPULNXgpNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- L Shaped Reatining WAll With HORZONTAL Bach FillDocument29 pagesL Shaped Reatining WAll With HORZONTAL Bach Fillsarveshfdk48100% (2)
- 91 SOC Interview Question BankDocument3 pages91 SOC Interview Question Bankeswar kumarNo ratings yet
- Adobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ADocument1 pageAdobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ARd Fgt36% (22)
- Part 1 - Cutlip and Center's Effective Public Relations. 11th Ed.Document127 pagesPart 1 - Cutlip and Center's Effective Public Relations. 11th Ed.Duyen Pham75% (4)
- 15 - List of PublicationDocument1 page15 - List of Publicationdskumar49No ratings yet
- تمارين برغي الورك المتحركDocument9 pagesتمارين برغي الورك المتحركAyadNo ratings yet
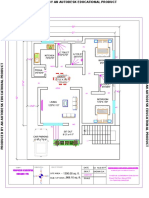
- Auto Cad PDFDocument46 pagesAuto Cad PDFdskumar49No ratings yet
- تمارين برغي الورك المتحركDocument9 pagesتمارين برغي الورك المتحركAyadNo ratings yet
- Foundation LayoutDocument1 pageFoundation Layoutdskumar49No ratings yet
- Dam FoundationDocument10 pagesDam Foundationdskumar49No ratings yet
- AttachmentDocument5 pagesAttachmentdskumar49No ratings yet
- PlanDocument1 pagePlandskumar49No ratings yet
- Bolt WeldDocument1 pageBolt Welddskumar49No ratings yet
- Regulations: State Centres and Local Centres 37 Procedures For Elections 48 50 56Document43 pagesRegulations: State Centres and Local Centres 37 Procedures For Elections 48 50 56dskumar49No ratings yet
- Kaczmarek Szymanska Application 2 2016Document10 pagesKaczmarek Szymanska Application 2 2016dskumar49No ratings yet
- 09 Chapter 4Document23 pages09 Chapter 4dskumar49No ratings yet
- A Review On Surface Control of Thermal Radiation by Paints and Coatings For New Energy ApplicationsDocument11 pagesA Review On Surface Control of Thermal Radiation by Paints and Coatings For New Energy Applicationsdskumar49No ratings yet
- Developing an Effective First Draft of your ManuscriptDocument2 pagesDeveloping an Effective First Draft of your ManuscriptDulce FloresNo ratings yet
- 1-S2.0-S2095263514000715-Main Tradiçao e Modernidade Tecnicas PDFDocument10 pages1-S2.0-S2095263514000715-Main Tradiçao e Modernidade Tecnicas PDFNatarqNo ratings yet
- Vaziri Zade 2017Document14 pagesVaziri Zade 2017dskumar49No ratings yet
- 2485 Development of A New Clean Demolition System For Tall BuildingsDocument8 pages2485 Development of A New Clean Demolition System For Tall Buildingsdskumar49No ratings yet
- Thesis Based On IEEE ChitraDocument24 pagesThesis Based On IEEE Chitradskumar49No ratings yet
- CE GATE'2017 Paper 01 Key SolutionDocument28 pagesCE GATE'2017 Paper 01 Key Solutiondskumar49No ratings yet
- 2420 Guiyang World Trade Center An Essay On The Concrete Tube StructureDocument11 pages2420 Guiyang World Trade Center An Essay On The Concrete Tube Structuredskumar49No ratings yet
- 2508 Non Conventional Structural Patterns For Tall Buildings From Hexagrid To VoronoiDocument9 pages2508 Non Conventional Structural Patterns For Tall Buildings From Hexagrid To Voronoidskumar49No ratings yet
- Typical Retaining WallDocument32 pagesTypical Retaining Walldskumar49No ratings yet
- Beam 4Document7 pagesBeam 4dskumar49No ratings yet
- 2253 Optimal Design of Tall Residential Building With RC Shear Wall and With Rectangular LayoutDocument13 pages2253 Optimal Design of Tall Residential Building With RC Shear Wall and With Rectangular Layoutdskumar49No ratings yet
- 2512 The Aseismic Design and Nonlinear Dynamic Analysis of A 350m High Braced Steel FrameDocument9 pages2512 The Aseismic Design and Nonlinear Dynamic Analysis of A 350m High Braced Steel Framedskumar49No ratings yet
- MOS16-CE08 Structural Dynamics Assignment 1Document2 pagesMOS16-CE08 Structural Dynamics Assignment 1dskumar49No ratings yet
- mq25895 PDFDocument143 pagesmq25895 PDFdskumar49No ratings yet
- With Beams (Cylindrical Shell)Document3 pagesWith Beams (Cylindrical Shell)dskumar49No ratings yet
- Csit 101 Assignment1Document3 pagesCsit 101 Assignment1api-266677293No ratings yet
- DPD 2Document1 pageDPD 2api-338470076No ratings yet
- Deped Tacloban City 05202020 PDFDocument2 pagesDeped Tacloban City 05202020 PDFDon MarkNo ratings yet
- Dragonshard PC GBDocument42 pagesDragonshard PC GBWilliam ProveauxNo ratings yet
- Daftar Pustaka Marketing ResearchDocument2 pagesDaftar Pustaka Marketing ResearchRiyan SaputraNo ratings yet
- Dani RodrikDocument12 pagesDani Rodrikprogramas4242No ratings yet
- JEdwards PaperDocument94 pagesJEdwards PaperHassan Hitch Adamu LafiaNo ratings yet
- Encore HR PresentationDocument8 pagesEncore HR PresentationLatika MalhotraNo ratings yet
- Application Tracking System: Mentor - Yamini Ma'AmDocument10 pagesApplication Tracking System: Mentor - Yamini Ma'AmBHuwanNo ratings yet
- Counsel For Plaintiff, Mark Shin: United States District Court Northern District of CaliforniaDocument21 pagesCounsel For Plaintiff, Mark Shin: United States District Court Northern District of CaliforniafleckaleckaNo ratings yet
- Microprocessor Based Systems: by Nasir Mahmood Nasir - Mahmood@seecs - Edu.pkDocument15 pagesMicroprocessor Based Systems: by Nasir Mahmood Nasir - Mahmood@seecs - Edu.pkMuhammad ZubairNo ratings yet
- CV of Prof. D.C. PanigrahiDocument21 pagesCV of Prof. D.C. PanigrahiAbhishek MauryaNo ratings yet
- COKE MidtermDocument46 pagesCOKE MidtermKomal SharmaNo ratings yet
- LK BMHS 30 September 2021Document71 pagesLK BMHS 30 September 2021samudraNo ratings yet
- Wasbi Bank AnalysisDocument18 pagesWasbi Bank AnalysisHamadia KhanNo ratings yet
- GFRDDocument9 pagesGFRDLalit NagarNo ratings yet
- The Little Book of Deep Learning: An Introduction to Neural Networks, Architectures, and ApplicationsDocument142 pagesThe Little Book of Deep Learning: An Introduction to Neural Networks, Architectures, and Applicationszardu layakNo ratings yet
- Thesis Submission Certificate FormatDocument6 pagesThesis Submission Certificate Formatmichellespragueplano100% (3)
- Node NO Slot NO CH No. Tag Name Address Signal Description: All Valve Fault Take From LogicDocument103 pagesNode NO Slot NO CH No. Tag Name Address Signal Description: All Valve Fault Take From Logicash_captchajobsNo ratings yet
- FTC470XETDocument2 pagesFTC470XETDecebal ScorilloNo ratings yet
- Dse Placement Report PDFDocument78 pagesDse Placement Report PDFAbhijithKríshñàNo ratings yet
- Coca Cola Concept-1Document7 pagesCoca Cola Concept-1srinivas250No ratings yet
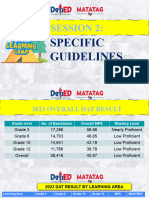
- FINAL Session 3 Specific GuidelinesDocument54 pagesFINAL Session 3 Specific GuidelinesBovelyn Autida-masingNo ratings yet
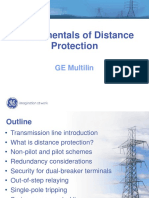
- Transmission Line ProtectionDocument111 pagesTransmission Line ProtectioneccabadNo ratings yet
- Cambridge IGCSE: GEOGRAPHY 0460/13Document32 pagesCambridge IGCSE: GEOGRAPHY 0460/13Desire KandawasvikaNo ratings yet
- Chap1 7Document292 pagesChap1 7Zorez ShabkhezNo ratings yet
- BS en 12951-2004Document26 pagesBS en 12951-2004Mokhammad Fahmi IzdiharrudinNo ratings yet