You might also like
- Tampos Industriais: Características e FabricaçãoDocument16 pagesTampos Industriais: Características e FabricaçãoAnonymous uL3JlWfhNo ratings yet
- Planilha de Calculos Diversos - ThiagoDocument34 pagesPlanilha de Calculos Diversos - Thiagothiagorep17No ratings yet
- Calculo Tanque FagundesDocument3 pagesCalculo Tanque FagundesDiego FoureauxNo ratings yet
- Tubos de aço e produtos do Grupo AçotuboDocument22 pagesTubos de aço e produtos do Grupo AçotuboglobaldisNo ratings yet
- RAVUR 450 - Aços resistentes ao desgasteDocument2 pagesRAVUR 450 - Aços resistentes ao desgasteJosé Anacleto Longo JúniorNo ratings yet
- Catalogo Fixadores PDFDocument288 pagesCatalogo Fixadores PDFMadirley PimentaNo ratings yet
- Motor elétrico de indução 40cv com especificaçõesDocument3 pagesMotor elétrico de indução 40cv com especificaçõesAndré100% (1)
- Guias Lineares e Fusos NSKDocument150 pagesGuias Lineares e Fusos NSKPiero Azevedo CarnelociNo ratings yet
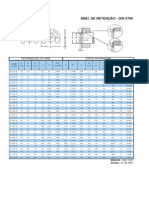
- Anel de Retenção DIN 6799Document1 pageAnel de Retenção DIN 6799Carlos Freitas0% (1)
- Lista de RoscasDocument1 pageLista de RoscasWillian TrindadeNo ratings yet
- EIP extrator industrial pendularDocument1 pageEIP extrator industrial pendularZeBocaoNo ratings yet
- Corte de metais - Catálogo técnico de chapas grossasDocument5 pagesCorte de metais - Catálogo técnico de chapas grossasCarlos Fernandez MartinezNo ratings yet
- N-0134C - Chumbadores para ConcretoDocument33 pagesN-0134C - Chumbadores para ConcretoAna Carolina TrindadeNo ratings yet
- Aula 9 - Dimensionamento de EixosDocument40 pagesAula 9 - Dimensionamento de EixosZickson ManjateNo ratings yet
- ChavetasDocument5 pagesChavetasOzeias CardosoNo ratings yet
- Calculo Ventilador CentrifugoDocument1 pageCalculo Ventilador CentrifugoJhonata Chimelo100% (1)
- Projeto e dimensionamento de pórtico rolante para elevação de bobinasDocument34 pagesProjeto e dimensionamento de pórtico rolante para elevação de bobinasBruno Cavalcante Freitas100% (1)
- Dimensões proporcionadoresDocument6 pagesDimensões proporcionadoresrodrigontheroadNo ratings yet
- Resumo AndaimesDocument34 pagesResumo Andaimes084250No ratings yet
- Dilatação térmica dos metaisDocument23 pagesDilatação térmica dos metaismariobri_498091066No ratings yet
- Projeto de vasos industriais: etapas e cálculos estruturaisDocument20 pagesProjeto de vasos industriais: etapas e cálculos estruturaisKleber RezendeNo ratings yet
- Dimensionamento de trocadores de calor: variáveis e componentesDocument35 pagesDimensionamento de trocadores de calor: variáveis e componentesandreflsoaresNo ratings yet
- Requisições de tubulação e instrumentaçãoDocument6 pagesRequisições de tubulação e instrumentaçãojefferson simao carvalhoNo ratings yet
- Ajustes e Tolerâncias DimensionaisDocument12 pagesAjustes e Tolerâncias DimensionaisBruno CoelhoNo ratings yet
- Desenvolvimento de ferramenta em Excel para projeto de pórticos rolantesDocument130 pagesDesenvolvimento de ferramenta em Excel para projeto de pórticos rolantesbarrosojmsNo ratings yet
- Tabela de Comparacoes Entre Perfis PDFDocument9 pagesTabela de Comparacoes Entre Perfis PDFPedrinhoPassos0% (1)
- Tecnologia de estampagem - operações de corte e deformação em chapas metálicasDocument110 pagesTecnologia de estampagem - operações de corte e deformação em chapas metálicasCunha Projetos de Cilindros HidráulicosNo ratings yet
- Tipos de InsertoDocument12 pagesTipos de InsertoMauricio JacobusNo ratings yet
- Cálculo de seção de chapa e dimensões de parafuso e suporteDocument11 pagesCálculo de seção de chapa e dimensões de parafuso e suporteRICELLES SILVEIRA MARTINSNo ratings yet
- AutoCAD Plant 3D UIDocument200 pagesAutoCAD Plant 3D UIRodger SenaNo ratings yet
- Transmissões mecânicas e elementos de máquinasDocument13 pagesTransmissões mecânicas e elementos de máquinasloolrodrigo0% (2)
- Anexo 9 Planilha de Calculo MecanicoDocument193 pagesAnexo 9 Planilha de Calculo MecanicoSebastiao FreitasNo ratings yet
- Memorial Descritivo Projeto Plataforma ElevatóriaDocument4 pagesMemorial Descritivo Projeto Plataforma ElevatóriaPaulo CoutoNo ratings yet
- Dimensionamento de Placa Base e ChumbadoresDocument3 pagesDimensionamento de Placa Base e ChumbadoresLuis C T MirandaNo ratings yet
- Tabela Fatores de DobraDocument2 pagesTabela Fatores de DobraadrbimNo ratings yet
- Aços planos e derivados para construção e indústriaDocument16 pagesAços planos e derivados para construção e indústriaRonald Werdan CordeiroNo ratings yet
- Catalogo Calandras PTDocument36 pagesCatalogo Calandras PTleandro silvaNo ratings yet
- Memoria Calculo FiltrosDocument5 pagesMemoria Calculo Filtrosantonio timboNo ratings yet
- Parâmetros de Usinagem - Velocidade de Corte, RPM e AvançoDocument23 pagesParâmetros de Usinagem - Velocidade de Corte, RPM e AvançoRodrigo KüchNo ratings yet
- Perfis PultrudadosDocument11 pagesPerfis PultrudadosCristianoNo ratings yet
- Cálculo da espessura da base de coluna para guindasteDocument3 pagesCálculo da espessura da base de coluna para guindasteAntonio LemosNo ratings yet
- Materiais Apoio Tensão Cisalhamento EsmagamentoDocument6 pagesMateriais Apoio Tensão Cisalhamento EsmagamentoMaikol Tiago Ribeiro100% (1)
- NBR - Arruelas Lisas para Parafusos e Porcas Da Linha Metrica para Uso GeralDocument3 pagesNBR - Arruelas Lisas para Parafusos e Porcas Da Linha Metrica para Uso GeralLaura Helena Nazario ModestoNo ratings yet
- Perdas AmoniaDocument4 pagesPerdas AmoniaGabriella PegoraroNo ratings yet
- Acionamento de ElevaçãoDocument100 pagesAcionamento de Elevaçãorobson leoniNo ratings yet
- Manual Pratico Do SheetCam Rev1 2 PDFDocument10 pagesManual Pratico Do SheetCam Rev1 2 PDFEdvaldo CachoeiraNo ratings yet
- 255-2927 - Correia em - V - Sem Roda Dentada - Cat® Parts Store PDFDocument2 pages255-2927 - Correia em - V - Sem Roda Dentada - Cat® Parts Store PDFJOAONo ratings yet
- Catalogo MeincolDocument16 pagesCatalogo MeincolJoão Vinicius KalinosckiNo ratings yet
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaFrom EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo ratings yet
- A Confiabilidade Prática Na Administração Da EngenhariaFrom EverandA Confiabilidade Prática Na Administração Da EngenhariaNo ratings yet
- Catalogo - TubosDocument12 pagesCatalogo - TubosGilney PalharesNo ratings yet
- Bases para Estampo e Usinagem CNCDocument28 pagesBases para Estampo e Usinagem CNCheltonsantoscordeiroNo ratings yet
- DYWIDAG Sistema de Pre EsforcoDocument4 pagesDYWIDAG Sistema de Pre EsforcoFernanda SalgadoNo ratings yet
- 4aspectos Fundamentais No Desenvolvimento de MoldesDocument4 pages4aspectos Fundamentais No Desenvolvimento de MoldesemersonsoutofiaNo ratings yet
- ConesDocument2 pagesConesMarcos CarvalhoNo ratings yet
- Apostila Vasos de PressãoDocument156 pagesApostila Vasos de Pressãoaoflima100% (3)
- Dados Ibram CR10 PDFDocument2 pagesDados Ibram CR10 PDFMarcos CarvalhoNo ratings yet
- Eixos e ArvoresDocument28 pagesEixos e ArvoresMarcos CarvalhoNo ratings yet
- EstampariaDocument45 pagesEstampariaMarcos CarvalhoNo ratings yet
- Otimização Estrutural de Tanques de Aramazenamento PDFDocument12 pagesOtimização Estrutural de Tanques de Aramazenamento PDFLeonardo RoncettiNo ratings yet
- Tabela de ClassificaçãoDocument2 pagesTabela de ClassificaçãoMarcos CarvalhoNo ratings yet
- Análise da Ligação Frágil do API STD650 para Tanques de Armazenamento e Medidas de EmergênciaDocument34 pagesAnálise da Ligação Frágil do API STD650 para Tanques de Armazenamento e Medidas de EmergênciaGuilherme B. BatistaNo ratings yet
- Tanque de armazenamento atmosférico com teto flutuanteDocument71 pagesTanque de armazenamento atmosférico com teto flutuanteMarceloNo ratings yet
- N 0270 PDFDocument70 pagesN 0270 PDFestradeiroNo ratings yet
- Mediação no desenvolvimento de liderançasDocument22 pagesMediação no desenvolvimento de liderançasMarcos CarvalhoNo ratings yet
- Acabamento Superfície FlangesDocument1 pageAcabamento Superfície FlangesMarcos CarvalhoNo ratings yet
- Tipos de Molas e suas AplicaçõesDocument8 pagesTipos de Molas e suas AplicaçõesMarcos CarvalhoNo ratings yet
- Crvpro - BR - Gardner Denver BeDocument6 pagesCrvpro - BR - Gardner Denver BeMarcos CarvalhoNo ratings yet
- Senai Mecanica Tratamento TermicoDocument14 pagesSenai Mecanica Tratamento TermicofenixcrossNo ratings yet
- 05 Man CalDocument11 pages05 Man CalAna CláudiaNo ratings yet
- Cálculo MolasDocument3 pagesCálculo MolasMarcos CarvalhoNo ratings yet
- Apostila Completa de Linux PDFDocument221 pagesApostila Completa de Linux PDFLuciano DominguesNo ratings yet
- Dimensões de TubosDocument1 pageDimensões de TubosMarcos CarvalhoNo ratings yet
- CBRAVIC2006 VacuoDocument40 pagesCBRAVIC2006 VacuoMarcos CarvalhoNo ratings yet
- Curso de Operação e Manutenção de Equipamentos Vibratórios: PeneiramentoDocument65 pagesCurso de Operação e Manutenção de Equipamentos Vibratórios: PeneiramentoMarcos Carvalho100% (3)
- Tanque combustível aéreoDocument12 pagesTanque combustível aéreoMarcos Carvalho100% (1)
- TT04Document42 pagesTT04Domicio JúniorNo ratings yet
- Asme Seção ViiiDocument7 pagesAsme Seção ViiiAnderson MoraisNo ratings yet
- SENAI - Leitura e Interpretação de Desenho Técnico IDocument108 pagesSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Aços PlanosDocument26 pagesAços PlanosjoeluzumakiNo ratings yet
- RetentoresDocument1 pageRetentoresMarcos CarvalhoNo ratings yet
- ESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemDocument96 pagesESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemwsfranca100% (2)
- RedutorDocument339 pagesRedutorcarl03100% (1)
- ABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaDocument24 pagesABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaVictor FagundesNo ratings yet
- Catalogo Acesso REV-20-05-08 BaixaDocument190 pagesCatalogo Acesso REV-20-05-08 BaixaOmar FonsecaNo ratings yet
- Catalogo Acos Planos America SulDocument52 pagesCatalogo Acos Planos America SulbiancogallazziNo ratings yet
- Nomenclatura dos compostos inorgânicosDocument10 pagesNomenclatura dos compostos inorgânicosMauro DinisNo ratings yet
- Relatório - Cátions Grupo VDocument4 pagesRelatório - Cátions Grupo VNathália VinagreNo ratings yet
- Processos Metalúrgicos de Fabricação PDFDocument68 pagesProcessos Metalúrgicos de Fabricação PDFSamuel CostaNo ratings yet
- 05 - Conformação Mecânica - Defeitos Dos Produtos Forjados - Metalurgia GeralDocument25 pages05 - Conformação Mecânica - Defeitos Dos Produtos Forjados - Metalurgia GeralAndré Da Silva Antunes100% (1)
- Materiais para alta temperaturaDocument71 pagesMateriais para alta temperaturaMarcos Leandro Dos SantosNo ratings yet
- Soldagem de Metais e Soldabilidade dos MateriaisDocument106 pagesSoldagem de Metais e Soldabilidade dos MateriaisTaciane Barbosa Silva ReisNo ratings yet
- Análise gravimétrica: lista de exercícios da UFCEDocument2 pagesAnálise gravimétrica: lista de exercícios da UFCEAna Raquel MartinsNo ratings yet
- Tabela periódica: propriedades do nitrogênio, oxigênio e cobreDocument9 pagesTabela periódica: propriedades do nitrogênio, oxigênio e cobreSheylla SilvaNo ratings yet
- Explique Por Que o Hidrogênio Não É Colocado Junto Com Os Metais Alcalinos Na Tabela PeriódicaDocument1 pageExplique Por Que o Hidrogênio Não É Colocado Junto Com Os Metais Alcalinos Na Tabela PeriódicaAMANDA FIRMINO LARASNo ratings yet
- Catálogo Scalla Instrumental Cirúrgico PDFDocument163 pagesCatálogo Scalla Instrumental Cirúrgico PDFCassioFernandoNo ratings yet
- Aula 2 - 2 Ano - EstequiometriaDocument4 pagesAula 2 - 2 Ano - EstequiometriaLúcio BarbozaNo ratings yet
- Reciclagem de alumínio economiza 95% de energiaDocument3 pagesReciclagem de alumínio economiza 95% de energiaGiovana HonórioNo ratings yet
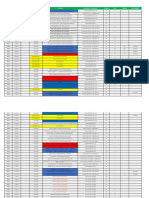
- Status de certificação de fornecedoresDocument14 pagesStatus de certificação de fornecedoresportesfernandoNo ratings yet
- AULA 05 Rebolos ESPECIFICACO PDFDocument19 pagesAULA 05 Rebolos ESPECIFICACO PDFMarcos SídneyNo ratings yet
- ComplexiometriaDocument6 pagesComplexiometriaIgor Botelho De AlmeidaNo ratings yet
- Cálculo Estequiométrico IDocument4 pagesCálculo Estequiométrico IAlfredo Sahade VespaNo ratings yet
- Rochas Sedimentares TiposDocument43 pagesRochas Sedimentares TiposElsaNascimentoNo ratings yet
- Principais excipientes farmacêuticos e suas funçõesDocument2 pagesPrincipais excipientes farmacêuticos e suas funçõesValdir S OliveiraNo ratings yet
- UVV Química ReaçõesDocument13 pagesUVV Química ReaçõesCamilla MarchioriNo ratings yet
- Melhoria da Qualidade e Preocupação Ambiental no Congresso de CimentoDocument5 pagesMelhoria da Qualidade e Preocupação Ambiental no Congresso de CimentoSeleone JúniorNo ratings yet
- NBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoDocument7 pagesNBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoItalo Lacerda Fernandes80% (5)
- Fundição em AreiaDocument6 pagesFundição em AreiaGuilherme AvelarNo ratings yet
- Subgrupos 192Document10 pagesSubgrupos 192Erick ChagasNo ratings yet
- Processos de produção de aço em usinas siderúrgicasDocument210 pagesProcessos de produção de aço em usinas siderúrgicasDanilo HoskenNo ratings yet
- Corrosão atmosférica: análise de pesquisa do IPT/SPDocument55 pagesCorrosão atmosférica: análise de pesquisa do IPT/SPNicolas MamedeNo ratings yet
- Novo Tratado Completo de Prestidigitação Hypnotismo Sonambulismo Nas Salas by Artur BjovulfDocument102 pagesNovo Tratado Completo de Prestidigitação Hypnotismo Sonambulismo Nas Salas by Artur BjovulfLeti De RezendeNo ratings yet
- Simulado para Prova Teórica de ISN1Document12 pagesSimulado para Prova Teórica de ISN1Renato Tadeu Souza Tavares100% (1)