You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- FSC Certificate Chain of Custody - Valid Until 28-3-2017Document2 pagesFSC Certificate Chain of Custody - Valid Until 28-3-2017Sappi HoustonNo ratings yet
- Non-Use Confirmation of Certain Chemical Substances (July-2014)Document2 pagesNon-Use Confirmation of Certain Chemical Substances (July-2014)Sappi HoustonNo ratings yet
- PPEFC Certificate Chain of Custody - Valid Until 15-2-2017Document2 pagesPPEFC Certificate Chain of Custody - Valid Until 15-2-2017Sappi HoustonNo ratings yet
- Press Release Sappi Alfeld Mill PM 2 RebuildDocument3 pagesPress Release Sappi Alfeld Mill PM 2 RebuildSappi HoustonNo ratings yet
- Sappi Showcases New Speciality Paper Solutions at Interpack 2014Document3 pagesSappi Showcases New Speciality Paper Solutions at Interpack 2014Sappi HoustonNo ratings yet
- Calendering Effects On Coating Poor Structure and Ink Setting BehaviorDocument9 pagesCalendering Effects On Coating Poor Structure and Ink Setting BehaviorSappi HoustonNo ratings yet
- Sappi Fine Paper - Press Release - 19 December 2013 - RISI AwardDocument2 pagesSappi Fine Paper - Press Release - 19 December 2013 - RISI AwardSappi HoustonNo ratings yet
- Small Offset Vs Digital MachineDocument4 pagesSmall Offset Vs Digital MachineSappi HoustonNo ratings yet
- What's Next - Issue 6 - TOUCHDocument68 pagesWhat's Next - Issue 6 - TOUCHSappi HoustonNo ratings yet
- Press Release 20 November 2013 - Sappi and Kapag Announce PartnershipDocument3 pagesPress Release 20 November 2013 - Sappi and Kapag Announce PartnershipSappi HoustonNo ratings yet
- Sappi Antilope EGDocument3 pagesSappi Antilope EGSappi HoustonNo ratings yet
- Stone Paper vs. Real PaperDocument2 pagesStone Paper vs. Real PaperSappi HoustonNo ratings yet
- Optimised Sheetfed UV PDFDocument0 pagesOptimised Sheetfed UV PDFSappi Houston100% (1)
- Going Digital With Jaz! PDFDocument1 pageGoing Digital With Jaz! PDFSappi HoustonNo ratings yet
- SAP PR Fashion Campaign EGDocument4 pagesSAP PR Fashion Campaign EGSappi HoustonNo ratings yet
- ISO-50001 Stockstadt Mill Valid Until 10-01-2015 enDocument1 pageISO-50001 Stockstadt Mill Valid Until 10-01-2015 enSappi HoustonNo ratings yet
- SFPE ISO9001 14001 OSHAS18001 Valid Until 2014.01.25Document2 pagesSFPE ISO9001 14001 OSHAS18001 Valid Until 2014.01.25Sappi HoustonNo ratings yet
- Sappi Press Release - What's Next Issue 6 UKDocument2 pagesSappi Press Release - What's Next Issue 6 UKSappi HoustonNo ratings yet
- ISO 50001 Kirkniemi Valid Until 2015-03-23 EnglishDocument1 pageISO 50001 Kirkniemi Valid Until 2015-03-23 EnglishSappi HoustonNo ratings yet
- Sappi Europe Sustainability Report Update 2012Document4 pagesSappi Europe Sustainability Report Update 2012Sappi HoustonNo ratings yet
- 2011 Sappi Fine Paper Europe Sustainability ReportDocument48 pages2011 Sappi Fine Paper Europe Sustainability ReportSappi HoustonNo ratings yet
- Sappi Press Release - WorldSkills Leipzig 2013 Sponsorship UKDocument2 pagesSappi Press Release - WorldSkills Leipzig 2013 Sponsorship UKSappi HoustonNo ratings yet
- My Life in PrintDocument42 pagesMy Life in PrintSappi HoustonNo ratings yet
- Economic Indicators and Economic Monthly Overview March 2013Document26 pagesEconomic Indicators and Economic Monthly Overview March 2013Sappi HoustonNo ratings yet
- Electrostatic Paper Charges PDFDocument2 pagesElectrostatic Paper Charges PDFSappi HoustonNo ratings yet
- Recommendations For The Converting of OffsetpaperDocument2 pagesRecommendations For The Converting of OffsetpaperSappi HoustonNo ratings yet
- Sappi Paper AnimationDocument1 pageSappi Paper AnimationSappi HoustonNo ratings yet
- Drupa Update: When Will Concept Become Concrete?Document6 pagesDrupa Update: When Will Concept Become Concrete?Sappi HoustonNo ratings yet
- Economic Indicators February 2013Document26 pagesEconomic Indicators February 2013Sappi HoustonNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- DNA Estimation Using DPA Reaction PDFDocument5 pagesDNA Estimation Using DPA Reaction PDFAnsh KumarNo ratings yet
- TMP 278 FDocument9 pagesTMP 278 FFrontiersNo ratings yet
- Non Protein NitrogenousDocument19 pagesNon Protein NitrogenousWina AdrianNo ratings yet
- TUV SUD - MT Procedure Rev.05Document11 pagesTUV SUD - MT Procedure Rev.05HassanNo ratings yet
- Ultrasonic Imaging SystemDocument20 pagesUltrasonic Imaging SystemSai SridharNo ratings yet
- Bourdon Gauge: Ithnaini Muhamed Kamil MRS 141104Document10 pagesBourdon Gauge: Ithnaini Muhamed Kamil MRS 141104Ithnaini KamilNo ratings yet
- Landing GearDocument6 pagesLanding GearMureithi SamNo ratings yet
- Gilsonite - Modified Gilsonite - Fluid Loss ControlDocument3 pagesGilsonite - Modified Gilsonite - Fluid Loss ControlManargudi mannarNo ratings yet
- Transformers&ReactorsDocument56 pagesTransformers&ReactorsDilip KumarNo ratings yet
- Venair - Tubo Vena (En)Document2 pagesVenair - Tubo Vena (En)TelxinaNo ratings yet
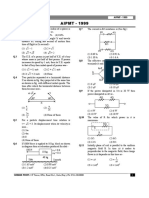
- Aipmt 1999Document16 pagesAipmt 1999sumit kumarNo ratings yet
- +M - MDocument6 pages+M - MRitesh SonawaneNo ratings yet
- History of Photo Volatic CellDocument12 pagesHistory of Photo Volatic CellKarthick ThiyaguNo ratings yet
- General Final RevisionDocument14 pagesGeneral Final RevisionbehejazyNo ratings yet
- Separation Assignment MembraneDocument4 pagesSeparation Assignment MembraneQilah KamarudinNo ratings yet
- Borescope Sample Report PDFDocument14 pagesBorescope Sample Report PDFWalter TrajadaNo ratings yet
- Sample SOP For Glassware CleaningDocument2 pagesSample SOP For Glassware CleaningdanielmugaboNo ratings yet
- 1.8 3 PVDF Hmwpe CableDocument1 page1.8 3 PVDF Hmwpe CableRobert LiraNo ratings yet
- Nanotechnology Roadmap 2007 WG ProcDocument210 pagesNanotechnology Roadmap 2007 WG Proc2mdotyNo ratings yet
- Sabkha Trafficability, JubailDocument163 pagesSabkha Trafficability, JubailAdly Al-SaafinNo ratings yet
- Aluminium Cookware To MinimizeDocument7 pagesAluminium Cookware To MinimizeKeep CalmNo ratings yet
- Conexion BlueDocument32 pagesConexion Bluecesardario90No ratings yet
- AbrasionDocument18 pagesAbrasionNiño Bryan Talibong AceroNo ratings yet
- Dichtomatik Handbook PDFDocument225 pagesDichtomatik Handbook PDFErick LedezmaNo ratings yet
- Remember TheseDocument34 pagesRemember Thesem_alodat6144No ratings yet
- Chap 1 Thermodynamics Exercise PDFDocument25 pagesChap 1 Thermodynamics Exercise PDFRanveer GautamNo ratings yet
- Paper BioDocument17 pagesPaper BioI-hana D'yanaNo ratings yet
- CE 308 - Lec 8 - Admixtures - 2Document22 pagesCE 308 - Lec 8 - Admixtures - 2umair4362No ratings yet
- Flexi Tech 60rg DataDocument2 pagesFlexi Tech 60rg DatadogankkuNo ratings yet
- Filters FPDocument2 pagesFilters FPMAZENNo ratings yet