You might also like
- SS2013 AbstractsDocument125 pagesSS2013 AbstractsMariaMonicaNo ratings yet
- Open Pit PerhitunganDocument15 pagesOpen Pit PerhitunganFarid MarufNo ratings yet
- El Teniente HormazabalpaperDocument13 pagesEl Teniente HormazabalpaperMariaMonicaNo ratings yet
- MSH G GeotechnicalConsiderationsOpenPitMinespdfDocument50 pagesMSH G GeotechnicalConsiderationsOpenPitMinespdfRANGEROADNo ratings yet
- On The Optimization of Heap Leaching: Gonzalo A. Padilla, Luis A. Cisternas, Jessica Y. CuetoDocument6 pagesOn The Optimization of Heap Leaching: Gonzalo A. Padilla, Luis A. Cisternas, Jessica Y. CuetoMariaMonicaNo ratings yet
- 1 s2.0 S0304386X03002421 MainDocument20 pages1 s2.0 S0304386X03002421 MainMariaMonicaNo ratings yet
- MSH G GeotechnicalConsiderationsOpenPitMinespdfDocument50 pagesMSH G GeotechnicalConsiderationsOpenPitMinespdfRANGEROADNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Law As A Command of SovereignDocument12 pagesLaw As A Command of SovereignAdv BL Dewasi100% (2)
- Channel Line Up 2018 Manual TVDocument1 pageChannel Line Up 2018 Manual TVVher Christopher DucayNo ratings yet
- Suggested For You: 15188 5 Years Ago 20:50Document1 pageSuggested For You: 15188 5 Years Ago 20:50DeevenNo ratings yet
- Adjustment: - Electronic Modulated Air SuspensionDocument2 pagesAdjustment: - Electronic Modulated Air SuspensionThar KyiNo ratings yet
- Power and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Document1 pagePower and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Ram KumarNo ratings yet
- Project 4 FinalDocument2 pagesProject 4 Finalapi-307253935No ratings yet
- Let's Mingle Chat Invite ExamplesDocument22 pagesLet's Mingle Chat Invite ExamplesCarmen BalbuenaNo ratings yet
- Snel White Paper 2020Document18 pagesSnel White Paper 2020Zgodan NezgodanNo ratings yet
- Curtis E50 Pump Parts ListDocument8 pagesCurtis E50 Pump Parts ListrobertNo ratings yet
- Physics Chapter 2 Original TestDocument6 pagesPhysics Chapter 2 Original TestJanina OrmitaNo ratings yet
- The Crime of Galileo - de Santillana, Giorgio, 1902Document372 pagesThe Crime of Galileo - de Santillana, Giorgio, 1902Ivo da Costa100% (2)
- Individual tone frequencies have hidden qualitiesDocument7 pagesIndividual tone frequencies have hidden qualitiesArnauNo ratings yet
- Stress Amongst Healthcare Professionals and Migrant Workers During Covid-19 PandemicDocument6 pagesStress Amongst Healthcare Professionals and Migrant Workers During Covid-19 PandemicIJAR JOURNALNo ratings yet
- ProjectDocument5 pagesProjectMahi MalikNo ratings yet
- Guide to Cross-Subject Area ReportsDocument19 pagesGuide to Cross-Subject Area Reportssatyanarayana NVSNo ratings yet
- Baumann Forklift Dx50!14!40 S N 5361 Spare Parts CatalogueDocument22 pagesBaumann Forklift Dx50!14!40 S N 5361 Spare Parts Catalogueanneclark120297mgz100% (108)
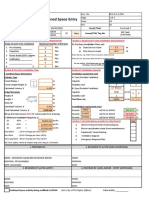
- Ventilation Plan For Confined Space EntryDocument9 pagesVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- Bashar Discusses Monatomics, White Powder Gold and Ormus MineralsDocument32 pagesBashar Discusses Monatomics, White Powder Gold and Ormus MineralsFlorin V. Iagaru100% (6)
- 3D Technical Data Package Configuration Management, Modeling and Drawing ProcedureDocument175 pages3D Technical Data Package Configuration Management, Modeling and Drawing Procedurejesse_w_petersNo ratings yet
- Air CasterDocument25 pagesAir CasterPrabir Kumar Pati100% (1)
- ISO 9000 Audit Checklist for Quality Management SystemsDocument28 pagesISO 9000 Audit Checklist for Quality Management SystemsphilipalexjonesNo ratings yet
- Cisco and Duo Presentation 8.2.18Document8 pagesCisco and Duo Presentation 8.2.18chris_ohaboNo ratings yet
- Chapter 6 (Latest) - Value Orientation and Academic AchievementDocument21 pagesChapter 6 (Latest) - Value Orientation and Academic AchievementNur Khairunnisa Nezam IINo ratings yet
- Ternary Phase Diagram Guided Question 1 PDFDocument1 pageTernary Phase Diagram Guided Question 1 PDFLuci FernNo ratings yet
- Six Sigma MotorolaDocument3 pagesSix Sigma MotorolarafaNo ratings yet
- ZF 4hp14 - 2Document9 pagesZF 4hp14 - 2Miguel BentoNo ratings yet
- Pointer C++ (UAMD)Document6 pagesPointer C++ (UAMD)SaiDj DulevicNo ratings yet
- General Psychology Module 1.1Document6 pagesGeneral Psychology Module 1.1Niño Gabriel MagnoNo ratings yet
- MF 5460Document586 pagesMF 5460Maximiliano Hitschfeld100% (2)
- CASE ANALYSIS: DMX Manufacturing: Property of STIDocument3 pagesCASE ANALYSIS: DMX Manufacturing: Property of STICarmela CaloNo ratings yet