You might also like
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Finned Tube Heat ExchangerDocument3 pagesFinned Tube Heat ExchangerShreya Sahajpal KaushalNo ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- Heat Transfer Enhance Ment Helical TubeDocument9 pagesHeat Transfer Enhance Ment Helical TubeKartikAgrawalNo ratings yet
- Minimze Leakage in HX Grith Flange PDFDocument5 pagesMinimze Leakage in HX Grith Flange PDFRajesh KumarNo ratings yet
- WRC Load AnalysisDocument5 pagesWRC Load Analysisyogacruise100% (1)
- Condensing Economizer ArticleDocument4 pagesCondensing Economizer ArticleErhan KayabaşıNo ratings yet
- 882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDocument6 pages882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDavid Alemán Sánchez100% (1)
- Design and Evaluate Finned Tube BundlesDocument6 pagesDesign and Evaluate Finned Tube BundlesGee FungNo ratings yet
- ContentDocument23 pagesContentajay katrojNo ratings yet
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocument17 pagesAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNo ratings yet
- Glycol Dehydration Unit English A4 PDFDocument4 pagesGlycol Dehydration Unit English A4 PDFAjay Kumar GuptaNo ratings yet
- Engineering Practice 2020 04Document35 pagesEngineering Practice 2020 04AUDIO CLIPS BLOGNo ratings yet
- Heat Exchanger With Helical BafflesDocument8 pagesHeat Exchanger With Helical BaffleshuangjlNo ratings yet
- Design of Shell & Tube Heat ExchangerDocument5 pagesDesign of Shell & Tube Heat ExchangerPepin Zg100% (1)
- Analisis of Stress in BellowsDocument101 pagesAnalisis of Stress in BellowsOswaldo GuerraNo ratings yet
- Cause and Effect Table PDFDocument3 pagesCause and Effect Table PDFKamal DeshapriyaNo ratings yet
- Numerical Analysis of Double Pipe Helical Coil HeatDocument22 pagesNumerical Analysis of Double Pipe Helical Coil HeatDheeraj MuraliNo ratings yet
- Boilers and Condensers YuanDocument77 pagesBoilers and Condensers YuanDaniel SetyadiNo ratings yet
- Introduction To WRC 107 Concepts Limitations and FormulaDocument5 pagesIntroduction To WRC 107 Concepts Limitations and FormulamoryNo ratings yet
- WRC107 297Document4 pagesWRC107 297MasoodMiyanNo ratings yet
- Overflow Line DesignDocument2 pagesOverflow Line DesignAngshuman Roy ChoudhuryNo ratings yet
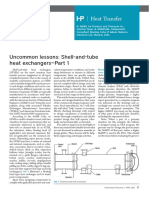
- Shell & Tube Heat Exchanger Part 1Document4 pagesShell & Tube Heat Exchanger Part 1NAMONo ratings yet
- Pages From Piping Stress Handbook - by Victor Helguero - Part 2Document1 pagePages From Piping Stress Handbook - by Victor Helguero - Part 2Alborz Mahboobkhah0% (1)
- Design of Weir Plate: X Q X B 2 / T 2Document3 pagesDesign of Weir Plate: X Q X B 2 / T 2Husin SaputraNo ratings yet
- Hot Box Design PDFDocument8 pagesHot Box Design PDFAbu Anas M.SalaheldinNo ratings yet
- Improved Analysis of External Loads On Flanged JointsDocument1 pageImproved Analysis of External Loads On Flanged JointsTiHoRNo ratings yet
- Optimization Design of The U-Shaped Metal BellowsDocument5 pagesOptimization Design of The U-Shaped Metal BellowsdaymonNo ratings yet
- Spence and Tooth Tube Sheet DesignDocument27 pagesSpence and Tooth Tube Sheet DesignmakcodetechNo ratings yet
- 40863-001 Calc - Inline Heater PDFDocument3 pages40863-001 Calc - Inline Heater PDFomar equihuaNo ratings yet
- Design, Analysis and Optimization of Non Standard Weld Neck Body Flange in Small Pressure VesselDocument7 pagesDesign, Analysis and Optimization of Non Standard Weld Neck Body Flange in Small Pressure VesselGRD JournalsNo ratings yet
- Re BoilersDocument44 pagesRe BoilersNeeshä RagnathNo ratings yet
- X Steam Tables (English Units)Document8 pagesX Steam Tables (English Units)Troy ThennisNo ratings yet
- Finned Tube Heat ExchangerDocument15 pagesFinned Tube Heat ExchangerPrateek SharmaNo ratings yet
- Calculation of Heater-Tube Thickness in Petroleum RefineriesDocument4 pagesCalculation of Heater-Tube Thickness in Petroleum Refineriesck19654840No ratings yet
- 32 Samss 036 PDFDocument33 pages32 Samss 036 PDFKandula RajuNo ratings yet
- Yale & Sentry 2010 Closure Catalog - R&MDocument16 pagesYale & Sentry 2010 Closure Catalog - R&MAlfredo OrellanaNo ratings yet
- Pressure Drops Two PhasesDocument13 pagesPressure Drops Two PhasesSandro Goisis100% (1)
- Pressure Drop in BendDocument5 pagesPressure Drop in BendfitratulqadriNo ratings yet
- PTB E4.18.5 Fixed TubesheetDocument83 pagesPTB E4.18.5 Fixed TubesheetNicolaSaviliNo ratings yet
- Dennis R Moss 4th EditionDocument5 pagesDennis R Moss 4th Editionsenthil kumarNo ratings yet
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- Boiling & CondensationDocument22 pagesBoiling & CondensationNITISH KUMARNo ratings yet
- Elevated Temperature Fatigue of Pressure Vessel SteelsDocument6 pagesElevated Temperature Fatigue of Pressure Vessel SteelsJohnNo ratings yet
- CalcDocument1 pageCalcsebaversa0% (1)
- Wolverine Heat Transfer Data Book II WeDocument1 pageWolverine Heat Transfer Data Book II Wesj_scribdNo ratings yet
- Ejemplo Tubesheet Asme UHXDocument14 pagesEjemplo Tubesheet Asme UHXPedro Montes MarinNo ratings yet
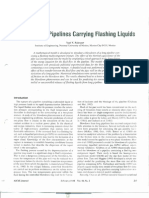
- Blowdown of Pipelines Carryng Flashing LiquidsDocument10 pagesBlowdown of Pipelines Carryng Flashing LiquidsMilson GomezNo ratings yet
- Ejectors and Jet Pumps - Design For Steam Driven FlowDocument92 pagesEjectors and Jet Pumps - Design For Steam Driven FlowtjutjuNo ratings yet
- Reduce FoulingDocument6 pagesReduce FoulingJeEJyZaNo ratings yet
- Design Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeDocument8 pagesDesign Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeAndres Rodriguez HerreraNo ratings yet
- Technical DataDocument48 pagesTechnical Datashekhar2681No ratings yet
- Air Valve BrochureDocument27 pagesAir Valve Brochuredamith030No ratings yet
- Vessel Manways, Handholes Pose Special Sealing Challenges: Flanged PlatesDocument6 pagesVessel Manways, Handholes Pose Special Sealing Challenges: Flanged PlatesalokbdasNo ratings yet
- FRP Flange DesignDocument29 pagesFRP Flange DesignSubhadip RoyNo ratings yet
- Peng Robinson Virial Equations of State ComparisonDocument7 pagesPeng Robinson Virial Equations of State Comparisondix6ieNo ratings yet
- Coil DesignDocument69 pagesCoil DesignSadique Shaikh100% (1)
- Heat Transfer ExampleDocument4 pagesHeat Transfer Examplekero_the_heroNo ratings yet
- How Important Is Surface Area .?Document7 pagesHow Important Is Surface Area .?john_serafica7104No ratings yet
- WHRB (HRSG) Performance CalculationsDocument9 pagesWHRB (HRSG) Performance CalculationsLiam MoylanNo ratings yet
- Antiphospholipid SyndromeDocument6 pagesAntiphospholipid SyndromeBhanu K PrakashNo ratings yet
- Zebra ZPL-II ManualDocument396 pagesZebra ZPL-II ManualqphilboNo ratings yet
- Niper NotesDocument5 pagesNiper NotesBhanu K PrakashNo ratings yet
- Samsung India Electronics PVT LTD - Electronics Audio and Homeapplinces and Mobiles DivisionDocument2 pagesSamsung India Electronics PVT LTD - Electronics Audio and Homeapplinces and Mobiles DivisionBhanu K PrakashNo ratings yet
- Yoga SutraDocument25 pagesYoga SutraBhanu K PrakashNo ratings yet
- ReadmeDocument3 pagesReadmeBhanu K PrakashNo ratings yet
- Option Entry Detailed Not IDocument1 pageOption Entry Detailed Not IBhanu K PrakashNo ratings yet
- Definition of Notable DiseasesDocument110 pagesDefinition of Notable DiseasesBhanu K PrakashNo ratings yet
- Alkaloids MPADocument12 pagesAlkaloids MPAUrugonda VenumadhavNo ratings yet
- Insurance Repository and E-Issuance of PoliciesDocument30 pagesInsurance Repository and E-Issuance of PoliciesVijay KusmalNo ratings yet
- PointsDocument35 pagesPointsBhanu K PrakashNo ratings yet
- Manjaro-0 8 7 1-Md5sumDocument1 pageManjaro-0 8 7 1-Md5sumBhanu K PrakashNo ratings yet
- 101 Use Full SitesDocument6 pages101 Use Full SitesBhanu K PrakashNo ratings yet
- Sakshi EpaperDocument3 pagesSakshi EpaperBhanu K PrakashNo ratings yet
- Five Hundred Thousand Great British PoundsDocument1 pageFive Hundred Thousand Great British PoundsBhanu K PrakashNo ratings yet
- Walk in Interview: Hrrect@ecil - Co.inDocument2 pagesWalk in Interview: Hrrect@ecil - Co.inBhanu K PrakashNo ratings yet
- Pgecet 2014 Notification Fee ParticularsDocument1 pagePgecet 2014 Notification Fee ParticularsandhracollegesNo ratings yet
- Option Entry Detailed Not IDocument1 pageOption Entry Detailed Not IBhanu K PrakashNo ratings yet
- Automatic Heat DetectorDocument8 pagesAutomatic Heat DetectorBhanu K PrakashNo ratings yet
- Advt PF III PH1301 Walk inDocument3 pagesAdvt PF III PH1301 Walk inBhanu K PrakashNo ratings yet
- DescriptionDocument2 pagesDescriptionBhanu K PrakashNo ratings yet
- DescriptionDocument1 pageDescriptionBhanu K PrakashNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentBhanu K PrakashNo ratings yet
- List of Appellate Authority & Central Public Information Officers in Union Public Service Commission As On 08/03/2013Document4 pagesList of Appellate Authority & Central Public Information Officers in Union Public Service Commission As On 08/03/2013Bhanu K PrakashNo ratings yet
- Automatic Heat DetectorDocument8 pagesAutomatic Heat DetectorBhanu K PrakashNo ratings yet
- What Is A InductorDocument10 pagesWhat Is A InductorBhanu K PrakashNo ratings yet
- Instrumentation and Measurement: Csci 599 Class Presentation Shreyans MehtaDocument22 pagesInstrumentation and Measurement: Csci 599 Class Presentation Shreyans MehtaBhanu K PrakashNo ratings yet
- Jawaharlal Nehru Technological University Hyderabad: Date & Day R09 R07 NR ORDocument1 pageJawaharlal Nehru Technological University Hyderabad: Date & Day R09 R07 NR ORBhanu K PrakashNo ratings yet
- Introduction To Energy SourceDocument1 pageIntroduction To Energy SourceShashwat KanhaiyaNo ratings yet
- Jawaharlal Nehru Technological University Hyderabad: Date & Day R09 R07 NR ORDocument1 pageJawaharlal Nehru Technological University Hyderabad: Date & Day R09 R07 NR ORBhanu K PrakashNo ratings yet
- Cooling & Heating Division: Steam DrivenDocument16 pagesCooling & Heating Division: Steam DrivenMontu MiaNo ratings yet
- Mathematical Procedure For Predicting Tube Metal Temperature in The Second Stage Reheater of The Operating Flexibly Steam BoilerDocument12 pagesMathematical Procedure For Predicting Tube Metal Temperature in The Second Stage Reheater of The Operating Flexibly Steam BoilerraitoNo ratings yet
- Pinch TechnologyDocument16 pagesPinch TechnologyAbubaker Faisal100% (1)
- Final ProjectDocument80 pagesFinal ProjectLASSANANo ratings yet
- Ahmedabad, Gujarat, India.: Cell No.+91 9898231676Document55 pagesAhmedabad, Gujarat, India.: Cell No.+91 9898231676valiuddinNo ratings yet
- Boiler Commissioning PresentationDocument80 pagesBoiler Commissioning PresentationSam80% (5)
- Rising Film Evaporator: Engineering and Technical Teaching EquipmentDocument6 pagesRising Film Evaporator: Engineering and Technical Teaching EquipmentAkpotozor MarvisNo ratings yet
- FE Thermodynamics Review 2011Document2 pagesFE Thermodynamics Review 2011cobalt boronNo ratings yet
- Fedegari Autoclaaf Technical ManualDocument339 pagesFedegari Autoclaaf Technical ManualTom67% (6)
- KOR - Validation Guide - Tetpor Air (Rev.2.0)Document24 pagesKOR - Validation Guide - Tetpor Air (Rev.2.0)SC ChaiNo ratings yet
- Turbine Start-Up SOPDocument17 pagesTurbine Start-Up SOPCo-gen ManagerNo ratings yet
- Thermal Power PlantDocument15 pagesThermal Power PlantAlisha251267% (6)
- Final Exam ThermoDocument4 pagesFinal Exam Thermoaeleef patrick A20ET0356No ratings yet
- GIENT MWI-150 Installation Instruction enDocument21 pagesGIENT MWI-150 Installation Instruction encomte6668991No ratings yet
- TVN Series Trim and Pressure Build VaporizersDocument2 pagesTVN Series Trim and Pressure Build Vaporizersaakhyar_2100% (1)
- Article For GV PDFDocument9 pagesArticle For GV PDFKuldeep28883No ratings yet
- Scope of Work Amc of Bop Gwel 2022 2023Document26 pagesScope of Work Amc of Bop Gwel 2022 2023BHARAT TANWARNo ratings yet
- HW4Document1 pageHW4Shanka UdugampolaNo ratings yet
- Tutorial 4Document2 pagesTutorial 4JayZx WayNo ratings yet
- IGATEX Akhtar Sons InvestcoDocument1 pageIGATEX Akhtar Sons InvestcoaftabNo ratings yet
- Simulation of A Triple Effect EvaporatorDocument19 pagesSimulation of A Triple Effect EvaporatorAnonymous LSPoghJ5n100% (1)
- Boiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFDocument92 pagesBoiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFraosudh100% (1)
- Floating LNG Technology For Abadi Field Development: IPA09-E-158Document12 pagesFloating LNG Technology For Abadi Field Development: IPA09-E-158REandoNo ratings yet
- Soybean Crushing PlantDocument181 pagesSoybean Crushing PlantMustafa Ansari ShuvoNo ratings yet
- HACCP Oil RefiningDocument20 pagesHACCP Oil RefiningAnand Namdeo100% (1)
- ETM Question BankDocument225 pagesETM Question BankRocky JNo ratings yet
- Detailed Project Report Mahua Flower Jam Unit Under Pmfme SchemeDocument27 pagesDetailed Project Report Mahua Flower Jam Unit Under Pmfme SchemePMFME SCHEME RAJASTHAN100% (1)
- Utility Operator CVDocument5 pagesUtility Operator CVLogan EthanNo ratings yet
- Renewable Energy SourcesDocument141 pagesRenewable Energy SourcesHasan Hüseyin ÖzkanNo ratings yet
- Data - TargetingDocument44 pagesData - TargetingSusanth SunilNo ratings yet
- Freshwater Aquariums: Basic Aquarium Setup and MaintenanceFrom EverandFreshwater Aquariums: Basic Aquarium Setup and MaintenanceRating: 3 out of 5 stars3/5 (1)
- The Dragon Behind the Glass: A True Story of Power, Obsession, and the World's Most Coveted FishFrom EverandThe Dragon Behind the Glass: A True Story of Power, Obsession, and the World's Most Coveted FishRating: 4 out of 5 stars4/5 (35)
- The Everything Aquarium Book: All You Need to Build the Acquarium of Your DreamsFrom EverandThe Everything Aquarium Book: All You Need to Build the Acquarium of Your DreamsRating: 5 out of 5 stars5/5 (1)
- Sharks: 101 Super Fun Facts And Amazing Pictures (Featuring The World's Top 10 Sharks With Coloring Pages)From EverandSharks: 101 Super Fun Facts And Amazing Pictures (Featuring The World's Top 10 Sharks With Coloring Pages)Rating: 3 out of 5 stars3/5 (3)
- Eye to Eye with Big Bass: “Let Her Go! She Is Just Another Big Fish!”From EverandEye to Eye with Big Bass: “Let Her Go! She Is Just Another Big Fish!”No ratings yet
- Biofloc Fish Farming for Dummies: The Beginner's Guide to Setting Up FarmFrom EverandBiofloc Fish Farming for Dummies: The Beginner's Guide to Setting Up FarmNo ratings yet
- The New Saltwater Aquarium Guide: How to Care for and Keep Marine Fish and CoralsFrom EverandThe New Saltwater Aquarium Guide: How to Care for and Keep Marine Fish and CoralsRating: 5 out of 5 stars5/5 (2)
- The Big Book Of Sea Monsters (Scary Looking Sea Animals): Animal Encyclopedia for KidsFrom EverandThe Big Book Of Sea Monsters (Scary Looking Sea Animals): Animal Encyclopedia for KidsNo ratings yet
- The Everything Fishing Book: Grab Your Tackle Box and Get Hooked on America's Favorite Outdoor SportFrom EverandThe Everything Fishing Book: Grab Your Tackle Box and Get Hooked on America's Favorite Outdoor SportNo ratings yet
- Axolotl for beginners: 1x1 guide for species-appropriate keeping, care and feeding in the aquarium incl. interesting factsFrom EverandAxolotl for beginners: 1x1 guide for species-appropriate keeping, care and feeding in the aquarium incl. interesting factsNo ratings yet
- Aquascaping: A Step-by-Step Guide to Planting, Styling, and Maintaining Beautiful AquariumsFrom EverandAquascaping: A Step-by-Step Guide to Planting, Styling, and Maintaining Beautiful AquariumsRating: 5 out of 5 stars5/5 (4)
- Livebearers: Understanding Guppies, Mollies, Swordtails and OthersFrom EverandLivebearers: Understanding Guppies, Mollies, Swordtails and OthersNo ratings yet
- How To Make A Million Dollars With Fish: The Ultimate Guide To Profitable Fish FarmingFrom EverandHow To Make A Million Dollars With Fish: The Ultimate Guide To Profitable Fish FarmingNo ratings yet
- Arowana: The Complete Owner’s Guide for the Most Expensive Fish in the World - Arowana Fish Tank, Types, Care, Food, Habitat, Breeding, Mythology – Includes Silver, Platinum, Red, Jardini, Black, Golden, GreenFrom EverandArowana: The Complete Owner’s Guide for the Most Expensive Fish in the World - Arowana Fish Tank, Types, Care, Food, Habitat, Breeding, Mythology – Includes Silver, Platinum, Red, Jardini, Black, Golden, GreenNo ratings yet
- Sharks: 101 Super Fun Facts And Amazing Pictures (Featuring The World's Top 10 Sharks)From EverandSharks: 101 Super Fun Facts And Amazing Pictures (Featuring The World's Top 10 Sharks)Rating: 3.5 out of 5 stars3.5/5 (7)
- Profitable Fish Farming From Scratch: Where To Begin, How To BeginFrom EverandProfitable Fish Farming From Scratch: Where To Begin, How To BeginNo ratings yet
- Dolphins: 101 Fun Facts & Amazing Pictures (Featuring The World's 6 Top Dolphins)From EverandDolphins: 101 Fun Facts & Amazing Pictures (Featuring The World's 6 Top Dolphins)Rating: 4 out of 5 stars4/5 (2)
- Understanding Life Below the Beautiful Sea | Children's Fish & Marine LifeFrom EverandUnderstanding Life Below the Beautiful Sea | Children's Fish & Marine LifeNo ratings yet
- Avoid the 5 Most Common Saltwater Aquarium MistakesFrom EverandAvoid the 5 Most Common Saltwater Aquarium MistakesRating: 5 out of 5 stars5/5 (1)