You might also like
- Above Ground Piping Wall Thickness CalculationsDocument7 pagesAbove Ground Piping Wall Thickness Calculationslutfi awn100% (1)
- ASME B31.8 Riser CalcDocument12 pagesASME B31.8 Riser CalcSalz EngineeringNo ratings yet
- Hydrostatic Test Pressure Calculation: Pipe DataDocument2 pagesHydrostatic Test Pressure Calculation: Pipe DataAkram AlhaddadNo ratings yet
- Super CalculationsDocument12 pagesSuper CalculationsCarlos Tijerina0% (1)
- Lecture 6 - Pitting CorrosionDocument14 pagesLecture 6 - Pitting Corrosionprakush01975225403No ratings yet
- API 510 Bolted Flat Head ThicknessDocument11 pagesAPI 510 Bolted Flat Head ThicknessAleiser Quevedo Acuña100% (1)
- API 579 Section 5 Level 2 AssessmentDocument18 pagesAPI 579 Section 5 Level 2 AssessmentcutefrenzyNo ratings yet
- Design Sheet As Per ASME 31.8 2012 For 12inch TeeDocument3 pagesDesign Sheet As Per ASME 31.8 2012 For 12inch TeechethanNo ratings yet
- Data Input Flowline Properties: Pipe Pipe Pipe 3Document12 pagesData Input Flowline Properties: Pipe Pipe Pipe 3Septian FirdausNo ratings yet
- Check ValveDocument2 pagesCheck ValveVaitheeswaran PalaniNo ratings yet
- 2654 - Pipe Wall Thickness Calculation As Per ASME B31.3Document20 pages2654 - Pipe Wall Thickness Calculation As Per ASME B31.3Sridhar Vijayan100% (2)
- API 5L-2007 Specification For Line PipeDocument153 pagesAPI 5L-2007 Specification For Line Pipetom787485100% (1)
- Wall Thickness Calculation Followed B31.8 PDFDocument3 pagesWall Thickness Calculation Followed B31.8 PDFBPCL HCULOBS100% (1)
- PTC Cacls Asme b31.3Document1 pagePTC Cacls Asme b31.3MamacintNo ratings yet
- Excel PV 2016 Demo VersionDocument6 pagesExcel PV 2016 Demo Versionahmadlie0% (1)
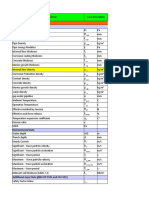
- SP Item DatasheetsDocument21 pagesSP Item DatasheetsSELVAMANINo ratings yet
- DOT Pipeline SpecificationsDocument20 pagesDOT Pipeline Specificationssect349No ratings yet
- Hydrostatic Test Pressure CalculationDocument1 pageHydrostatic Test Pressure Calculationmohd as shahiddin jafriNo ratings yet
- Pressure Vessel Calculations ASME SectioDocument11 pagesPressure Vessel Calculations ASME Sectioivan chirinosNo ratings yet
- Mitered BendsDocument1 pageMitered BendsTsouki TsoukiNo ratings yet
- Critical Defect Length Calculation - MKRDocument6 pagesCritical Defect Length Calculation - MKRanon_703996408No ratings yet
- Material Type: Austenitic Steels (TP304, 310, 316, 321, 347)Document1 pageMaterial Type: Austenitic Steels (TP304, 310, 316, 321, 347)MamacintNo ratings yet
- Piping Code ComparisonDocument7 pagesPiping Code ComparisonRenjith GopanNo ratings yet
- Decibel Nde Training Institute Offers NDT CoursesDocument1 pageDecibel Nde Training Institute Offers NDT CoursesSangeeth.KpNo ratings yet
- B31G CalculatorDocument3 pagesB31G CalculatorHendra Yudistira100% (6)
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDocument25 pagesASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncChairul AnwarNo ratings yet
- ASME B31 8 Riser CalcDocument12 pagesASME B31 8 Riser CalcEmmanuel LawrenceNo ratings yet
- PipeDocument44 pagesPipesudokuNo ratings yet
- API579 FSS AssesmentDocument6 pagesAPI579 FSS AssesmentZvonimir OpicNo ratings yet
- B31.3 - Reinf Pad CalculationDocument2 pagesB31.3 - Reinf Pad CalculationasafhoxlNo ratings yet
- Sea Course - PG Diploma in Pressure Vessel Design Engg PDFDocument10 pagesSea Course - PG Diploma in Pressure Vessel Design Engg PDFumeshNo ratings yet
- Body of Knowledge: Certified Welding EngineerDocument4 pagesBody of Knowledge: Certified Welding EngineerMalcolm DiamondNo ratings yet
- Asme b31g Calculation Eml-4Document3 pagesAsme b31g Calculation Eml-4GRANRICKY100% (4)
- Rstreng PDFDocument5 pagesRstreng PDFwellyNo ratings yet
- API 579-1 FFS Assessment SummaryDocument28 pagesAPI 579-1 FFS Assessment SummaryRobiansah Tri AchbarNo ratings yet
- Integriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesDocument4 pagesIntegriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesLazaro Irving Orozco CruzNo ratings yet
- B31GDocument3 pagesB31GHendra YudistiraNo ratings yet
- DNV OS F101Document166 pagesDNV OS F101Islam FawzyNo ratings yet
- Design Data: 4" Weldolet CalculationDocument2 pagesDesign Data: 4" Weldolet Calculationgrabetty100% (2)
- Technical Data Handbook of Carbon Steel FittingsDocument244 pagesTechnical Data Handbook of Carbon Steel FittingsKrishna KumarNo ratings yet
- Gas Pipeline FlowDocument12 pagesGas Pipeline FlowGRANRICKYNo ratings yet
- Surge Analysis Alabama FacilityDocument73 pagesSurge Analysis Alabama FacilityCONNOR MENSAH100% (1)
- FittingsDocument50 pagesFittingsashokNo ratings yet
- Connectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsDocument2 pagesConnectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsTTNo ratings yet
- Pipe Bend Againts Coating 3LPE AnalisisDocument25 pagesPipe Bend Againts Coating 3LPE Analisisraditia2205100% (1)
- ASME B31.4-Wall Thickness Calc For 6 InchDocument2 pagesASME B31.4-Wall Thickness Calc For 6 InchBagus Sukoco KocoNo ratings yet
- Asme Sa 333 Grade 6 PipesDocument1 pageAsme Sa 333 Grade 6 PipesFerroPipENo ratings yet
- Pipe Wall Thickness Calculation SheetDocument88 pagesPipe Wall Thickness Calculation SheetSunday Paul100% (2)
- CalculatorDocument15 pagesCalculatorYvonne TohNo ratings yet
- Wall Thickness Calculation - ASME B31.8 2007 (Template)Document1 pageWall Thickness Calculation - ASME B31.8 2007 (Template)Hendra Yudistira100% (1)
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestFrom EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Hydrotest Pressure CalculationDocument26 pagesHydrotest Pressure CalculationChetan B Kapadia100% (13)
- PIPE SIZING CALCULATIONSDocument17 pagesPIPE SIZING CALCULATIONSJaykumar100% (6)
- PV Elite 2013 SP3 Licensee: ISGEC TubeSheet CalcDocument8 pagesPV Elite 2013 SP3 Licensee: ISGEC TubeSheet CalcMayank MittalNo ratings yet
- K-4b Perhitungan PipaDocument51 pagesK-4b Perhitungan PipaIndra MaulanaNo ratings yet
- AD2000 (31barg) CalculationDocument10 pagesAD2000 (31barg) CalculationMagdaline Matabang100% (1)
- API 570 EXAM D (50 OPEN BOOK Q & ADocument38 pagesAPI 570 EXAM D (50 OPEN BOOK Q & Aأحمد صبحى100% (4)
- Biogas Cogenerazione - India PDFDocument8 pagesBiogas Cogenerazione - India PDFrudrakrNo ratings yet
- CPL Business Exhibit PDFDocument18 pagesCPL Business Exhibit PDFrudrakrNo ratings yet
- CPL Business Exhibit PDFDocument18 pagesCPL Business Exhibit PDFrudrakrNo ratings yet
- Rfq-Safety Equipment - 20141031 - 141247 PDFDocument13 pagesRfq-Safety Equipment - 20141031 - 141247 PDFrudrakrNo ratings yet
- Tender 20141114 170200 PDFDocument117 pagesTender 20141114 170200 PDFrudrakrNo ratings yet
- Mses 20141103 110854 PDFDocument2 pagesMses 20141103 110854 PDFrudrakrNo ratings yet
- 535 2Document5 pages535 2rudrakrNo ratings yet
- Tender For Cathodic Protection - 20141103 - 110356 PDFDocument42 pagesTender For Cathodic Protection - 20141103 - 110356 PDFrudrakrNo ratings yet
- Let Me Explain Issues Related To LNG in Question and Answer FormDocument23 pagesLet Me Explain Issues Related To LNG in Question and Answer Formashdimri100% (6)
- Piping-Design - Basis Rev 1Document50 pagesPiping-Design - Basis Rev 1Anurag Sinha100% (2)
- EN334Document108 pagesEN334rudrakr100% (1)
- 5 Steam Star Super PlusDocument26 pages5 Steam Star Super PlusrudrakrNo ratings yet
- Contact details for oil & gas suppliersDocument1 pageContact details for oil & gas suppliersrudrakrNo ratings yet
- En 12186gas Pressure Regulating Stations For Transmission and Distribution - Functional RequirementsDocument26 pagesEn 12186gas Pressure Regulating Stations For Transmission and Distribution - Functional RequirementsMartijn Groot100% (7)
- En1555 1Document18 pagesEn1555 1rudrakrNo ratings yet
- Projects Undertaken: Integrated Operations & Maintenance Solutions For Oil & Gas InstallationsDocument5 pagesProjects Undertaken: Integrated Operations & Maintenance Solutions For Oil & Gas InstallationsrudrakrNo ratings yet
- 2011 Lisowski Czyzycki Transport and StorageDocument9 pages2011 Lisowski Czyzycki Transport and StoragerudrakrNo ratings yet
- BIOGASIITAUG13Document42 pagesBIOGASIITAUG13rudrakrNo ratings yet
- The Measurement of Dry Film Thickness of Coatings On Structural Steelwork (Abrasive Blast Cleaned) TP913Document5 pagesThe Measurement of Dry Film Thickness of Coatings On Structural Steelwork (Abrasive Blast Cleaned) TP913rudrakrNo ratings yet
- 2011 Lisowski Czyzycki Transport and StorageDocument9 pages2011 Lisowski Czyzycki Transport and StoragerudrakrNo ratings yet
- TE MeterDocument2 pagesTE MeterrudrakrNo ratings yet
- Hazardous Clasification PDFDocument8 pagesHazardous Clasification PDFkip2008No ratings yet
- BL Procam Metering PumpsDocument7 pagesBL Procam Metering PumpsrudrakrNo ratings yet
- Fainger Leser Catalogue' 11Document68 pagesFainger Leser Catalogue' 11rudrakrNo ratings yet
- Piping Questionnaire - Piping StudyDocument14 pagesPiping Questionnaire - Piping Studyrudrakr0% (1)
- Factory Acceptance Testing Guideline Process - NoRestrictionDocument16 pagesFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060No ratings yet
- 2011 Lisowski Czyzycki Transport and StorageDocument9 pages2011 Lisowski Czyzycki Transport and StoragerudrakrNo ratings yet
- Fainger Leser Catalogue' 11Document68 pagesFainger Leser Catalogue' 11rudrakrNo ratings yet
- The Measurement of Dry Film Thickness of Coatings On Structural Steelwork (Abrasive Blast Cleaned) TP913Document5 pagesThe Measurement of Dry Film Thickness of Coatings On Structural Steelwork (Abrasive Blast Cleaned) TP913rudrakrNo ratings yet
- Moto Case 845 PDFDocument693 pagesMoto Case 845 PDFjose villegas100% (6)
- Shock Chloro CalcDocument2 pagesShock Chloro CalcSandeep BhatiaNo ratings yet
- Lecture 9 PDFDocument7 pagesLecture 9 PDFحيدر بادي - Haider BadiNo ratings yet
- EN - 01 GeneralDocument57 pagesEN - 01 GeneralMarco VegaNo ratings yet
- FM 4883 Insulated Wall Curtain Products 2017Document16 pagesFM 4883 Insulated Wall Curtain Products 2017andyNo ratings yet
- Section 3 - Summary of Key Water Plant Operator Math FormulasDocument18 pagesSection 3 - Summary of Key Water Plant Operator Math Formulasretawdog7111No ratings yet
- Module 2 Parent NewslettersDocument16 pagesModule 2 Parent Newslettersapi-327224872No ratings yet
- A Ai597e PDFDocument92 pagesA Ai597e PDFSilvano Amaya ZarateNo ratings yet
- Livre Recommandation de CLOUTERREDocument322 pagesLivre Recommandation de CLOUTERRECorbuserap Roi MakokoNo ratings yet
- AirBaltic OMB F50Document610 pagesAirBaltic OMB F50Fabian FuchsNo ratings yet
- Appendix Units of Measure: A.1 Abbreviations For SI UnitsDocument5 pagesAppendix Units of Measure: A.1 Abbreviations For SI UnitslformigoniNo ratings yet
- MensurationDocument204 pagesMensurationRoseNo ratings yet
- Intersleek 425: Elastomeric Foul Release CoatingDocument4 pagesIntersleek 425: Elastomeric Foul Release CoatingTrịnh Minh KhoaNo ratings yet
- Bab1 Hydraulics-and-PneumaticsDocument29 pagesBab1 Hydraulics-and-PneumaticsAdlanNo ratings yet
- Body Builder MackDocument149 pagesBody Builder Mackcristian picado100% (3)
- LIBERTY PUMPS Floor With Back OutletDocument2 pagesLIBERTY PUMPS Floor With Back OutletJulio HernandezNo ratings yet
- Commercial Cooking Week 3Document16 pagesCommercial Cooking Week 3Fernando JoseNo ratings yet
- Quarter 1-Module 3 Cookery Exploratory CourseDocument34 pagesQuarter 1-Module 3 Cookery Exploratory CourseHoly Rosary AcademyNo ratings yet
- FHWA Bridge Geometry Manual-2022 Dot - 62673 - DS1Document236 pagesFHWA Bridge Geometry Manual-2022 Dot - 62673 - DS1farhanNo ratings yet
- Thermal Tech EquipmentcoDocument5 pagesThermal Tech EquipmentcoSaleem UddinNo ratings yet
- New Holland T7.235 (EN)Document538 pagesNew Holland T7.235 (EN)George Stoican100% (1)
- Lesson Plan 2 - Liquid MeasurementDocument4 pagesLesson Plan 2 - Liquid Measurementapi-282019703No ratings yet
- Flow Meter ManualDocument70 pagesFlow Meter Manualrommel duranNo ratings yet
- METCONVDocument195 pagesMETCONVkweevelinNo ratings yet
- Autoclave Technical InfoDocument16 pagesAutoclave Technical Info136339No ratings yet
- Ditch Witch FX60 SpecsDocument3 pagesDitch Witch FX60 SpecsEdwin HarrisNo ratings yet
- Math Grade 7 DLL Q2 W2Document3 pagesMath Grade 7 DLL Q2 W2thalia alfaroNo ratings yet
- Unit ConverterDocument10 pagesUnit Convertervasanth_erNo ratings yet
- Calculate Water Volume with Molybdate TestDocument2 pagesCalculate Water Volume with Molybdate TestdskbasdNo ratings yet
- Mathematics For The Trades A Guided Approach 10th Edition Carman Saunders 013334777X Test BankDocument28 pagesMathematics For The Trades A Guided Approach 10th Edition Carman Saunders 013334777X Test Bankearl100% (22)