You might also like
- Bomba OblDocument24 pagesBomba OblJos RicardoNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- ECONOMIC SURGE TANK DESIGN WITH REVERSE FLOW THROTTLEDocument6 pagesECONOMIC SURGE TANK DESIGN WITH REVERSE FLOW THROTTLEcsimsekNo ratings yet
- Intake Design Considerations for PumpsDocument5 pagesIntake Design Considerations for PumpschoibeNo ratings yet
- 2.2 Guidelines For Hydraulic Design of Small Hydro PlantsDocument117 pages2.2 Guidelines For Hydraulic Design of Small Hydro PlantsPrabath Perera100% (4)
- 9 8 Intake Design (HIS)Document118 pages9 8 Intake Design (HIS)senthil031277100% (4)
- All About ImpellersDocument9 pagesAll About ImpellersMohammad RizwanNo ratings yet
- PenstockDocument7 pagesPenstockmodest_dhuNo ratings yet
- Hydraulic Design of Pump Sumps & Intakes PDFDocument48 pagesHydraulic Design of Pump Sumps & Intakes PDFFredie Unabia50% (2)
- Draft TubesDocument11 pagesDraft TubesPrabath PereraNo ratings yet
- Design and Analysis of Conical Draft TubeDocument31 pagesDesign and Analysis of Conical Draft TubeDhiraj NayakNo ratings yet
- Partially Full Pipe Flow Calculations Using Excel Spreadsheets 7-18-14Document28 pagesPartially Full Pipe Flow Calculations Using Excel Spreadsheets 7-18-14hrol310600% (1)
- Bell and Gossett Sump DesignDocument8 pagesBell and Gossett Sump DesignVelpandian ManiNo ratings yet
- Centrifugal Pump Impeller Vane ProfileDocument32 pagesCentrifugal Pump Impeller Vane Profiletomsiri100% (1)
- Analysis and Design of A Simple Surge TankDocument7 pagesAnalysis and Design of A Simple Surge Tankbobmarley20161934No ratings yet
- Bifurcation Design PDFDocument51 pagesBifurcation Design PDFMadhav BaralNo ratings yet
- Hydraulic Efficiencies of Impeller and PumpDocument9 pagesHydraulic Efficiencies of Impeller and PumpJohn Archie MendozaNo ratings yet
- 02 - 3 Design of Intakes - V2Document53 pages02 - 3 Design of Intakes - V2Mohammed JemalNo ratings yet
- Hydraulics 01Document51 pagesHydraulics 01ThushanthanNo ratings yet
- Discharge Algorithms For Canal Radial GatesDocument245 pagesDischarge Algorithms For Canal Radial Gatesbestbryant100% (1)
- Pumps Design and PerformanceDocument27 pagesPumps Design and PerformanceJefferson SmithNo ratings yet
- Design of Draft TubeDocument10 pagesDesign of Draft TubeGeet AgnihotriNo ratings yet
- Jack Lewin-Hydraulic Gates and Valves in Free Surface Flow and Submerged Outlets-T. Telford (1995) PDFDocument301 pagesJack Lewin-Hydraulic Gates and Valves in Free Surface Flow and Submerged Outlets-T. Telford (1995) PDFJoão Paulo FerreiraNo ratings yet
- Water hammer in pumped sewer mainsDocument45 pagesWater hammer in pumped sewer mainsManikandanNo ratings yet
- Surface Water IntakesDocument26 pagesSurface Water IntakesKhalid AbeedNo ratings yet
- Upgrading Kandy's Water InfrastructureDocument39 pagesUpgrading Kandy's Water InfrastructureDananjaya Rajapakse100% (1)
- Water Hammer in Gravity LinesDocument12 pagesWater Hammer in Gravity LinesMuhammad Ehtsham0% (1)
- Pump Station Design Guidelines 2nd EditionDocument34 pagesPump Station Design Guidelines 2nd Editionel_koptan00857693100% (1)
- Hydraulic Structures LN9Document69 pagesHydraulic Structures LN9Nijaz Lukovac100% (5)
- Centrifugal PumpDocument23 pagesCentrifugal Pumpheri monawir zebuaNo ratings yet
- Selecting Centrifugal Pumps DataDocument92 pagesSelecting Centrifugal Pumps DataarvindzdenNo ratings yet
- Howell Bunger Valve 05. HBGR - Text New CoverDocument4 pagesHowell Bunger Valve 05. HBGR - Text New CovermuazeemKNo ratings yet
- Design of Intake DoED GuidelineDocument22 pagesDesign of Intake DoED GuidelinePujan NeupaneNo ratings yet
- Applied Hydraulic Transients Chaudhry PDFDocument266 pagesApplied Hydraulic Transients Chaudhry PDFcarlos100% (2)
- Water Hammer Report (With Vacuum Air Valves)Document11 pagesWater Hammer Report (With Vacuum Air Valves)Ah Leng LauNo ratings yet
- Conceptual Design Optimization of Francis TurbinesDocument11 pagesConceptual Design Optimization of Francis TurbinesJun GWan ParkNo ratings yet
- Pumping Stations Design Lecture 5Document60 pagesPumping Stations Design Lecture 5Misama NedianNo ratings yet
- Is.11625.1986 Penstock DesignDocument20 pagesIs.11625.1986 Penstock DesignMutuga JosephNo ratings yet
- Stilling BasinsDocument55 pagesStilling BasinsAlfonso Ugarte100% (2)
- Wet Well Pumping Station Design GuideDocument61 pagesWet Well Pumping Station Design Guideawhk2006100% (3)
- PDF IIHR402Document61 pagesPDF IIHR402Sanjib MazumderNo ratings yet
- Intakes PDFDocument12 pagesIntakes PDFaggrey noah100% (1)
- Fluid Dynamics1Document34 pagesFluid Dynamics1Buddhi Raj SharmaNo ratings yet
- Pumping Stations Design Lecture 6Document45 pagesPumping Stations Design Lecture 6njvargascNo ratings yet
- Designing Efficient Large Propeller Pump SumpsDocument16 pagesDesigning Efficient Large Propeller Pump SumpsVincent Mutambirwa100% (2)
- How To Size A PumpDocument6 pagesHow To Size A PumpSoe T. HtunNo ratings yet
- Centrifugal Pump Sizing, Selection and Design Practices (Hay)Document77 pagesCentrifugal Pump Sizing, Selection and Design Practices (Hay)Scribd_del75% (8)
- Expantion Joint (2) : Section 1Document1 pageExpantion Joint (2) : Section 1Made Agus BudiarthaNo ratings yet
- Is 4622 2003Document27 pagesIs 4622 2003Apurba Haldar100% (1)
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideFrom EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideRating: 5 out of 5 stars5/5 (1)
- Hydraulics and Fluid Mechanics: Proceedings of the First Australasian Conference Held at the University of Western Australia, 6th to 13th December 1962From EverandHydraulics and Fluid Mechanics: Proceedings of the First Australasian Conference Held at the University of Western Australia, 6th to 13th December 1962Rating: 3.5 out of 5 stars3.5/5 (4)
- Amarillo Endurance-OM-09.2022Document8 pagesAmarillo Endurance-OM-09.2022Anonymous CMS3dL1TNo ratings yet
- Typical Pump Speed Torque Curve and FormulaDocument1 pageTypical Pump Speed Torque Curve and FormulaAnonymous CMS3dL1TNo ratings yet
- Cavitation - Thoma GraphDocument1 pageCavitation - Thoma GraphAnonymous CMS3dL1TNo ratings yet
- DespieceDocument1 pageDespieceAnonymous CMS3dL1TNo ratings yet
- High Temp PumpsDocument4 pagesHigh Temp PumpsAnonymous CMS3dL1TNo ratings yet
- Pump Column Loss ChartDocument2 pagesPump Column Loss ChartAnonymous CMS3dL1TNo ratings yet
- M7L7 PDFDocument8 pagesM7L7 PDFRANJINI02VNo ratings yet
- Catalog IA117 EDocument5 pagesCatalog IA117 EAnonymous CMS3dL1TNo ratings yet
- Mixer Theory 1Document5 pagesMixer Theory 1Anonymous CMS3dL1TNo ratings yet
- Dewatering PumpDocument5 pagesDewatering PumpAnonymous CMS3dL1TNo ratings yet
- Engine PumpsDocument4 pagesEngine PumpsAnonymous CMS3dL1TNo ratings yet
- Mixer SelectDocument11 pagesMixer SelectAnonymous CMS3dL1TNo ratings yet
- Catalog IA117 EDocument5 pagesCatalog IA117 EAnonymous CMS3dL1TNo ratings yet
- Submersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsDocument2 pagesSubmersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsAnonymous CMS3dL1TNo ratings yet
- MS 400, MS 650: Series Submersible MixerDocument25 pagesMS 400, MS 650: Series Submersible MixerAnonymous CMS3dL1TNo ratings yet
- Click Back to Continental EnginesDocument1 pageClick Back to Continental EnginesAnonymous CMS3dL1TNo ratings yet
- Mixer Input DataDocument6 pagesMixer Input DataAnonymous CMS3dL1TNo ratings yet
- 1103-Flygt-Compact Mixers-MixingDocument8 pages1103-Flygt-Compact Mixers-MixingcartagliNo ratings yet
- Guideline For The Selection of Vacuum PumpsDocument6 pagesGuideline For The Selection of Vacuum PumpsAnonymous CMS3dL1TNo ratings yet
- Audex CatalogueDocument16 pagesAudex CatalogueAnonymous CMS3dL1TNo ratings yet
- MMR (50Hz) Data Booklet IA158-ADocument15 pagesMMR (50Hz) Data Booklet IA158-AAnonymous CMS3dL1TNo ratings yet
- Nozzle Flowmeter Calculation For Liquids. ISO-5167 EquationDocument4 pagesNozzle Flowmeter Calculation For Liquids. ISO-5167 EquationAnonymous CMS3dL1TNo ratings yet
- Catalog Ib102-G KtzeDocument5 pagesCatalog Ib102-G KtzeAnonymous CMS3dL1TNo ratings yet
- AerationDocument9 pagesAerationfriends1xo123No ratings yet
- Folleto KTZ - ENDocument4 pagesFolleto KTZ - ENAnonymous CMS3dL1TNo ratings yet
- KTZ Ktze KTD Ib107-EDocument11 pagesKTZ Ktze KTD Ib107-EAnonymous CMS3dL1TNo ratings yet
- Hazardous or Classified LocationsDocument1 pageHazardous or Classified LocationsAnonymous CMS3dL1TNo ratings yet
- NPSH MarginDocument5 pagesNPSH MarginKCFUNGNo ratings yet
- Fire Pump: Client: Plant: No. of Pumps Req'dDocument3 pagesFire Pump: Client: Plant: No. of Pumps Req'dAnonymous CMS3dL1TNo ratings yet
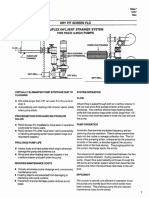
- Dry Pit Screen FlowDocument2 pagesDry Pit Screen FlowAnonymous CMS3dL1TNo ratings yet
- E1 - Controlled Rectifiers PDF NotesDocument84 pagesE1 - Controlled Rectifiers PDF NotesSatyanarayana Gurram100% (1)
- Hotpoint Service Manual Fridge FreezerDocument36 pagesHotpoint Service Manual Fridge FreezerMANUEL RODRIGUEZ HERRERA100% (1)
- Topic 3Document25 pagesTopic 35p6zzgj4w9No ratings yet
- Connector CatalogDocument60 pagesConnector CatalogYadira De De Ciam100% (1)
- HarvestersDocument132 pagesHarvestersLeTraitimbenletkNo ratings yet
- Catalog DuctingDocument9 pagesCatalog DuctingchristiadiargaNo ratings yet
- Beginning Android DevelopmentDocument721 pagesBeginning Android DevelopmentNikola Johnny Popadic67% (3)
- Accenture Robotic Process Auto POV FinalDocument12 pagesAccenture Robotic Process Auto POV FinalJake RuksNo ratings yet
- Squashing Commits with RebaseDocument4 pagesSquashing Commits with RebaseDavid BeaulieuNo ratings yet
- Unit 2 - EDDocument42 pagesUnit 2 - EDMohit L.E. 008No ratings yet
- QSEE6800+H Signal Monitor Video and Thumbnail Streamer: Installation and Operation ManualDocument86 pagesQSEE6800+H Signal Monitor Video and Thumbnail Streamer: Installation and Operation ManualTechne PhobosNo ratings yet
- Ma3022 Propeller Drydockingworks 1 Aug05Document18 pagesMa3022 Propeller Drydockingworks 1 Aug05NAGENDRA KUMAR DNo ratings yet
- AMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)Document2 pagesAMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)amsoildealerNo ratings yet
- HOMOLOGOUS SERIES ORGANIC CHEMISTRY BASICS-past-paper-questionsDocument12 pagesHOMOLOGOUS SERIES ORGANIC CHEMISTRY BASICS-past-paper-questionsJo PatrickNo ratings yet
- Efecto de La Temperatura Del Hipoclorito de SodioDocument4 pagesEfecto de La Temperatura Del Hipoclorito de SodioMarriano DarinoNo ratings yet
- Alpha Eritrean Engineers Community's Magazine (October's Issue)Document8 pagesAlpha Eritrean Engineers Community's Magazine (October's Issue)meharigrwNo ratings yet
- LTODriveSCSI - 040809 (GA32-450-10)Document346 pagesLTODriveSCSI - 040809 (GA32-450-10)Eduardo Rodriguez NajarNo ratings yet
- Louie Langas Resume 2019Document1 pageLouie Langas Resume 2019Louie LangasNo ratings yet
- RC2 Series Screw Compressor Maintenance ManualDocument161 pagesRC2 Series Screw Compressor Maintenance ManualMichele CassiniNo ratings yet
- PNG382 FT en 11Document2 pagesPNG382 FT en 11Misu1983No ratings yet
- SailPointCustomConnectors PDFDocument17 pagesSailPointCustomConnectors PDFprudhvi reddy0% (1)
- Diamond DA 42 Systems - V12 - 5clases 19 de JunioDocument402 pagesDiamond DA 42 Systems - V12 - 5clases 19 de JunioLiu Antonio Tang100% (1)
- An Introduction To Orgone Matrix Material (Jon Logan)Document42 pagesAn Introduction To Orgone Matrix Material (Jon Logan)Jose CiprianiNo ratings yet
- TAICDocument8 pagesTAICparthNo ratings yet
- Absolute-Pressure Sensors: Micromechanics, Hybrid DesignDocument3 pagesAbsolute-Pressure Sensors: Micromechanics, Hybrid Designc20get100% (2)
- SPECIFICATION WRITING MODULEDocument3 pagesSPECIFICATION WRITING MODULEHana YeppeodaNo ratings yet
- Boiler FormulasDocument5 pagesBoiler FormulasAnonymous 6Mb7PZjNo ratings yet
- Base Station Antennas1Document66 pagesBase Station Antennas1redha_rebaiNo ratings yet
- Supports For Pipelines 1758uk 7-03-15 PDFDocument46 pagesSupports For Pipelines 1758uk 7-03-15 PDFAndor MolitoriszNo ratings yet