You might also like
- ManualDocument9 pagesManualNicolas Dussan PaviaNo ratings yet
- Riesgos físicos III: Temperaturas extremas y ventilación - 2da ediciónFrom EverandRiesgos físicos III: Temperaturas extremas y ventilación - 2da ediciónNo ratings yet
- 014 Norma Une en Iso 10012 2003 - MetrologiaDocument8 pages014 Norma Une en Iso 10012 2003 - Metrologiageologia1000100% (1)
- Operaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108From EverandOperaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108No ratings yet
- DimensionalDocument161 pagesDimensionaloscarNo ratings yet
- Modulo de MetrologíaDocument148 pagesModulo de MetrologíaMilton PeraltaNo ratings yet
- El Papel de La Metrologia en La CalidadDocument21 pagesEl Papel de La Metrologia en La Calidadlexar2202100% (1)
- Plan de Metrologia I.A.MDocument7 pagesPlan de Metrologia I.A.MCatherine Moreno100% (1)
- Metrología industrialDocument26 pagesMetrología industrialmanuelvchumbertoNo ratings yet
- Brochure Metrologia DimensionalDocument4 pagesBrochure Metrologia DimensionalSerprotech SACNo ratings yet
- Mediciones e InstrumentacionDocument61 pagesMediciones e InstrumentacionSANDRA MILENA RIVERA GUERRERONo ratings yet
- Plan de mantenimiento de calibración de verniersDocument20 pagesPlan de mantenimiento de calibración de verniersalondraNo ratings yet
- Metrología industrial: mediciones, patrones e instrumentosDocument87 pagesMetrología industrial: mediciones, patrones e instrumentosMaxwell Rodriguez100% (1)
- El Método HAZOPDocument6 pagesEl Método HAZOPLorenita PérezNo ratings yet
- MetrologíaDocument29 pagesMetrologíaAntonio Herrera CabriaNo ratings yet
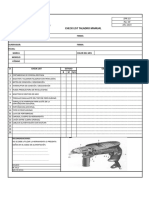
- Check List Taladro ManualDocument23 pagesCheck List Taladro ManualBuena SaludNo ratings yet
- Instrumentos de MedicionDocument11 pagesInstrumentos de MedicionAnita Maria100% (1)
- Práctica 6. BombasDocument8 pagesPráctica 6. BombasItzel Daniela Solis TinocoNo ratings yet
- Metrología-Cap 1Document52 pagesMetrología-Cap 1aquezadaiNo ratings yet
- Calibración de Básculas - Cómo Calibrar Instrumentos de Pesaje 8pDocument8 pagesCalibración de Básculas - Cómo Calibrar Instrumentos de Pesaje 8pJose Fernandez LopezNo ratings yet
- 1-Manejo de SonometrosDocument34 pages1-Manejo de SonometrosEsteban MurilloNo ratings yet
- Medida presión instrumentosDocument16 pagesMedida presión instrumentosrichardNo ratings yet
- El Calibrador o Pie de Rey-Metrología Patrones - Instrumentos y ToleranciasDocument36 pagesEl Calibrador o Pie de Rey-Metrología Patrones - Instrumentos y ToleranciasUNIVERSIDAD UIS0% (1)
- Nom 008 SfciDocument38 pagesNom 008 SfciCesar Adolfo MuñozNo ratings yet
- Principios de La MedicionDocument7 pagesPrincipios de La MedicionEduardo MataNo ratings yet
- Rdi-239 Error Máx Permitido Equipos Rv.2 CemtDocument1 pageRdi-239 Error Máx Permitido Equipos Rv.2 CemthassanjarabaNo ratings yet
- Instructivo Bomba DraguerDocument5 pagesInstructivo Bomba DraguerIvan HerreraNo ratings yet
- Trabajo Práctico MetrologíaDocument14 pagesTrabajo Práctico MetrologíaAlejandro AltamiranoNo ratings yet
- Elementos DimencionalesDocument10 pagesElementos DimencionalesNoyo OcbNo ratings yet
- Inspeccion y Cartas de ControlDocument59 pagesInspeccion y Cartas de ControlJohnny Preciado LaverdeNo ratings yet
- Equipos de Oxicorte y AccesoriosDocument21 pagesEquipos de Oxicorte y AccesoriosRobier Triana GüisaNo ratings yet
- Ficha Tecnica Cabina de PinturaDocument3 pagesFicha Tecnica Cabina de PinturaCamila Alejandra Rodríguez CuellarNo ratings yet
- La Guia MetAs 08 12 RefraccionDocument10 pagesLa Guia MetAs 08 12 Refraccionderland100% (1)
- Mantenimiento generadores vapor ITS MacuspanaDocument22 pagesMantenimiento generadores vapor ITS MacuspanaJasaca PlayNo ratings yet
- MetrologiaDocument13 pagesMetrologiajaime.vargas.o4944No ratings yet
- Metrologia MaterialDocument32 pagesMetrologia MaterialAnonymous g1MK8kk100% (1)
- Coccion Control ExtruidosDocument11 pagesCoccion Control ExtruidosElida Valero ZapataNo ratings yet
- Metrología de Masa BásicaDocument47 pagesMetrología de Masa Básicamariaelizabetsb86% (7)
- Manual de Gestion de La MetrologiaDocument47 pagesManual de Gestion de La MetrologiaHipolito Flores100% (1)
- Cilindros portátiles para GLPDocument30 pagesCilindros portátiles para GLPAJ GQNo ratings yet
- Gestion de Mantenimiento 2019 1Document86 pagesGestion de Mantenimiento 2019 1Ederson Sanchez CalzadoNo ratings yet
- MetrologiaDocument22 pagesMetrologiaJoséHernandezNo ratings yet
- Programar Diletta 26000Document7 pagesProgramar Diletta 26000Pablo Oscar UsabiagaNo ratings yet
- Basico MetrologiaDocument148 pagesBasico MetrologiaJose Tiberio Cardozo DuenasNo ratings yet
- Extractor de HumoDocument146 pagesExtractor de HumoAnonymous wwVMgyBinHNo ratings yet
- Cascos Resistencia PDFDocument16 pagesCascos Resistencia PDFHenryMuñozNo ratings yet
- Iom If101 Standard Turbine SpanishDocument48 pagesIom If101 Standard Turbine SpanishLuis Felipe Matamala AravenaNo ratings yet
- Aceite BB-69Document11 pagesAceite BB-69Robert Karlo RodriguezNo ratings yet
- Certificado de Calibración de Bloques Patrón de LongitudDocument8 pagesCertificado de Calibración de Bloques Patrón de LongitudAlexander Alza ZamudioNo ratings yet
- Requisitos Comunes Estándar SOLDADURADocument40 pagesRequisitos Comunes Estándar SOLDADURAMauricio Leonardo SandovalNo ratings yet
- D4HLEUAEFK4HTQG3I3AR - Brochure - Control de CalderasDocument5 pagesD4HLEUAEFK4HTQG3I3AR - Brochure - Control de CalderasDenis RodriguezNo ratings yet
- Guía para La Implementación Del Sistema Globalmente Armonizado de Clasificación y Etiquetado de Productos Químicos (Sga) en Las PymesDocument42 pagesGuía para La Implementación Del Sistema Globalmente Armonizado de Clasificación y Etiquetado de Productos Químicos (Sga) en Las PymesFabian GranoblesNo ratings yet
- Mundo MitutoyoDocument34 pagesMundo MitutoyoCarlos García HernándezNo ratings yet
- CalibracionDocument16 pagesCalibracionBruce Manrique BonillaNo ratings yet
- Aseguramiento y Gestión MetrologicaDocument24 pagesAseguramiento y Gestión MetrologicaInesbNo ratings yet
- METROLOGIA Y NORMALIZACION PresentacionDocument24 pagesMETROLOGIA Y NORMALIZACION PresentacionManzanares de la Peña EduardoNo ratings yet
- Tipos de ErroresDocument18 pagesTipos de ErroresAzkizzNo ratings yet
- La Metrología Literalmente Significa La Ciencia de La MediciónDocument5 pagesLa Metrología Literalmente Significa La Ciencia de La MediciónShadow 05No ratings yet
- Instrumentos de MediciónDocument16 pagesInstrumentos de MediciónsebastianNo ratings yet
- Cap1 1Document12 pagesCap1 1sumheril100% (1)
- Info Curso NTCGP 1000Document10 pagesInfo Curso NTCGP 1000sumherilNo ratings yet
- Cap1 1Document12 pagesCap1 1sumheril100% (1)
- Relación MECI y NTCGP1000 2004Document6 pagesRelación MECI y NTCGP1000 2004sumherilNo ratings yet
- Styron A-Tech1115Document2 pagesStyron A-Tech1115sumherilNo ratings yet
- ABC de Propiedad IndustrialDocument52 pagesABC de Propiedad IndustrialjehursNo ratings yet
- BaseDatos ProyInvent FaseIIDocument356 pagesBaseDatos ProyInvent FaseIIsumherilNo ratings yet
- Terluran GP 22Document2 pagesTerluran GP 22sumherilNo ratings yet
- Cursillo Propiedad Intelectual - OMPIDocument39 pagesCursillo Propiedad Intelectual - OMPIel_cuinoNo ratings yet
- Terluran GP 22Document2 pagesTerluran GP 22sumherilNo ratings yet
- Tramites Constitución EmpresasDocument90 pagesTramites Constitución EmpresasAndres EstradaNo ratings yet
- Guía Formalización para PymeDocument162 pagesGuía Formalización para PymeEcoAldea Las AcaciasNo ratings yet
- Ley 344 de 1996Document11 pagesLey 344 de 1996sumherilNo ratings yet
- Decreto 1192 2009Document3 pagesDecreto 1192 2009sumherilNo ratings yet
- Conpes 3533Document53 pagesConpes 3533jcardona80No ratings yet
- Ley 789-2002Document26 pagesLey 789-2002Pedro PeñaNo ratings yet
- Vigas, Armaduras y Marcos Rígidos PDFDocument45 pagesVigas, Armaduras y Marcos Rígidos PDFNaydu Moran Carmen100% (4)
- Emp Decreto ReglamentarioDocument3 pagesEmp Decreto ReglamentarioCharlis ZarzaNo ratings yet
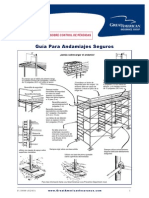
- Guía para Andamiaje SeguroDocument2 pagesGuía para Andamiaje SegurosumherilNo ratings yet
- Catalogo Andamios Unispan.Document44 pagesCatalogo Andamios Unispan.sumherilNo ratings yet
- Flexión Perfiles Tubulares.Document147 pagesFlexión Perfiles Tubulares.sumheril0% (1)
- Manual de Montaje MXDocument17 pagesManual de Montaje MXsumherilNo ratings yet
- Catalgo de VigasDocument17 pagesCatalgo de VigasJohan MercadoNo ratings yet
- Multimetal Taco3Document11 pagesMultimetal Taco3sumherilNo ratings yet
- Catalgo de VigasDocument17 pagesCatalgo de VigasJohan MercadoNo ratings yet
- Ensayo A AndamioDocument11 pagesEnsayo A AndamiosumherilNo ratings yet
- Ensayo DE ANDAMIO MMETALICODocument31 pagesEnsayo DE ANDAMIO MMETALICOsumherilNo ratings yet
- Ficha Tecnica Andamioscolora.Document9 pagesFicha Tecnica Andamioscolora.sumherilNo ratings yet
- Codigo Practicas Seguras Andamios ColgantesDocument1 pageCodigo Practicas Seguras Andamios ColgantesClaudio Espinoza TapiaNo ratings yet