You might also like
- Pipe AlcorconDocument86 pagesPipe AlcorconIshmael Torres67% (3)
- Chap 14 PDFDocument22 pagesChap 14 PDFnelson escuderoNo ratings yet
- 7 SFW CFB BrochurerDocument11 pages7 SFW CFB BrochurerJuan SalcidoNo ratings yet
- Previews ASME CSD-1 2012 W CPRT PreDocument10 pagesPreviews ASME CSD-1 2012 W CPRT PreHimanshu PatelNo ratings yet
- How Coal Power Plants Produce ElectricityDocument73 pagesHow Coal Power Plants Produce Electricitymaverik29No ratings yet
- 001-20160204 Boiler Efficiency PGT ProcedureDocument48 pages001-20160204 Boiler Efficiency PGT ProcedureK R Kumar RanjanNo ratings yet
- ASB Boiler CatalogueDocument12 pagesASB Boiler CatalogueJivaAliNo ratings yet
- Boiler (Steam Generator) : From Wikipedia, The Free EncyclopediaDocument20 pagesBoiler (Steam Generator) : From Wikipedia, The Free EncyclopediaCarlito PantalunanNo ratings yet
- Coal Feeder PaperDocument8 pagesCoal Feeder PaperPanimanPalengaiNo ratings yet
- Gravimetric Feeder For Pulvurised FuelDocument2 pagesGravimetric Feeder For Pulvurised FuelVijay KumarNo ratings yet
- Practical Boiler Operation EngineeringDocument55 pagesPractical Boiler Operation EngineeringDaniel GómezNo ratings yet
- EL-Type Pulverizer Products and ServicesDocument48 pagesEL-Type Pulverizer Products and Servicespkjenaleo100% (2)
- 700MW Coal-Fired Boiler Design and CommissioningDocument5 pages700MW Coal-Fired Boiler Design and Commissioningvijayk1968100% (1)
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajNo ratings yet
- Steam Generating System - Operation OverviewDocument21 pagesSteam Generating System - Operation Overviewritesh MishraNo ratings yet
- Procedure for Chemical Cleaning of Boiler Pressure PartsDocument15 pagesProcedure for Chemical Cleaning of Boiler Pressure PartsHalim IrhamiNo ratings yet
- Different Types of MillsDocument39 pagesDifferent Types of Millsrashm006ranjan100% (1)
- Type of BoilersDocument10 pagesType of BoilersZaheer Ahmad Raza100% (1)
- Aux Steam SystemDocument14 pagesAux Steam Systemsanjeevchhabra100% (1)
- Boiler Acid CleaningDocument5 pagesBoiler Acid CleaningKumar RNo ratings yet
- Training Materials For Boiler Equipment and Its OperationDocument146 pagesTraining Materials For Boiler Equipment and Its Operationravi chatti100% (1)
- ANNEX B - CALDERYS Conventional Refractory Installation ProcedureDocument2 pagesANNEX B - CALDERYS Conventional Refractory Installation ProcedurembbdelenaNo ratings yet
- UTW CJSC Steam TurbinesDocument36 pagesUTW CJSC Steam TurbinesvamsiklNo ratings yet
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Lecture 2 - Steam TurbineDocument32 pagesLecture 2 - Steam TurbineZulyadain Ishak100% (1)
- Chemical Cleaning of Boiler Pressure Parts As TheDocument57 pagesChemical Cleaning of Boiler Pressure Parts As TheAnonymous 1OmAQ0u3No ratings yet
- Industrial BurnersDocument23 pagesIndustrial Burnerskarthikeyan5000No ratings yet
- Performance Evaluation of Air Preheater at off Design ConditionDocument32 pagesPerformance Evaluation of Air Preheater at off Design ConditionSuresh DewanganNo ratings yet
- Steam Boilers Guide - Types, Parts & MountingsDocument26 pagesSteam Boilers Guide - Types, Parts & MountingsAnkit bohra0% (1)
- Q245R PDFDocument2 pagesQ245R PDFAnonymous 9zykaX6T100% (1)
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- CG2013 BhelDocument40 pagesCG2013 BhelPiyush GodseNo ratings yet
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 pagesEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshNo ratings yet
- Steam Line Blowing Procedure GeneralDocument5 pagesSteam Line Blowing Procedure GenerallovegrkNo ratings yet
- Application Form For CSWIP 10 Year Re-Certification (Overseas) With LogbookDocument4 pagesApplication Form For CSWIP 10 Year Re-Certification (Overseas) With LogbookapkramjiNo ratings yet
- Specific Heat GasDocument3 pagesSpecific Heat GasCheng Khie ChiehNo ratings yet
- Dai SeminarDocument36 pagesDai SeminardocrafiNo ratings yet
- Design Features and Commissioning of the 700 MW Coal-Fired BoilerDocument5 pagesDesign Features and Commissioning of the 700 MW Coal-Fired BoilerUntung SetiawanNo ratings yet
- Beater Wheel MillsDocument11 pagesBeater Wheel MillsParmasamy SubramaniNo ratings yet
- Power Generation Process Basics ExplainedDocument80 pagesPower Generation Process Basics ExplainedlovelyshreeNo ratings yet
- BurnerDocument4 pagesBurnerAhmed Mohamed KhalilNo ratings yet
- Monitoring Update Defect UPDATEDocument268 pagesMonitoring Update Defect UPDATEGita RushenantoNo ratings yet
- Condensate Cycle Sensible Heat RecoveryDocument20 pagesCondensate Cycle Sensible Heat RecoveryVirendra AusarNo ratings yet
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocument51 pages2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaNo ratings yet
- Pulverizers PDFDocument6 pagesPulverizers PDFOscar DorantesNo ratings yet
- Power Plant and Calculations - Steam TurbineDocument16 pagesPower Plant and Calculations - Steam TurbineSIPL CPPNo ratings yet
- Dial GaugeDocument19 pagesDial GaugeSheikh ZakirNo ratings yet
- Optimizing Boiler Performance with Digital TechnologyDocument21 pagesOptimizing Boiler Performance with Digital TechnologyenjineringNo ratings yet
- CFB BoilerDocument12 pagesCFB Boiler95113309No ratings yet
- Boiler Fuel Firing SystemDocument44 pagesBoiler Fuel Firing Systemrashm006ranjanNo ratings yet
- Boiler General ArrangementDocument11 pagesBoiler General ArrangementChetan JainNo ratings yet
- 1 - Combustion Principle & Flue Gas Analysis - Muka 16-18 Sep 2015 - YP Rev0Document21 pages1 - Combustion Principle & Flue Gas Analysis - Muka 16-18 Sep 2015 - YP Rev0yuliantoNo ratings yet
- Experiment Determines Boiler EfficiencyDocument9 pagesExperiment Determines Boiler EfficiencyAniket SinghNo ratings yet
- Maximizing Efficiency at Sipat Power PlantDocument55 pagesMaximizing Efficiency at Sipat Power PlantParveen NakwalNo ratings yet
- Steam Boiler ProjectDocument32 pagesSteam Boiler ProjectSwastik BhokareNo ratings yet
- Rotary Furnace Air Pollution ControlDocument10 pagesRotary Furnace Air Pollution Controlagbajelola idrisNo ratings yet
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDocument19 pagesCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuNo ratings yet
- 7 Steps To Boiler Chemical Cleaning and Treatment Selection in Thermal Power PlantDocument9 pages7 Steps To Boiler Chemical Cleaning and Treatment Selection in Thermal Power PlantAra SanirapNo ratings yet
- Supercritical Boiler Cleanup Cycle: Ranjan KumarDocument23 pagesSupercritical Boiler Cleanup Cycle: Ranjan Kumarscentpcbarauni BARAUNINo ratings yet
- Boiler Chemical Cleaning ProcedureDocument20 pagesBoiler Chemical Cleaning ProcedureHandoko AurelNo ratings yet
- Coal Power Plant Layout and WorkingDocument73 pagesCoal Power Plant Layout and WorkingMohammad AsifNo ratings yet
- Coal Power Plant LayoutDocument73 pagesCoal Power Plant LayoutKrushnasamy Suramaniyan100% (1)
- Detailed Advt CWE Clerks VDocument33 pagesDetailed Advt CWE Clerks VRahul SoniNo ratings yet
- University of Guyana Faculty of Technology Department of Civil EngineeringDocument41 pagesUniversity of Guyana Faculty of Technology Department of Civil EngineeringRahul Soni100% (3)
- Me 337812 Refrigeration and Air Conditioning Jun 2013Document7 pagesMe 337812 Refrigeration and Air Conditioning Jun 2013Rahul SoniNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Ez ProxyDocument1 pageEz ProxyRahul SoniNo ratings yet
- iIC EINGINE NANO SEMINAR PDFDocument4 pagesiIC EINGINE NANO SEMINAR PDFMahaManthraNo ratings yet
- IAS Mains Electrical Engineering 1994Document10 pagesIAS Mains Electrical Engineering 1994rameshaarya99No ratings yet
- Notification SSC Junior Notification-SSC-Junior-Engineer-Posts - Pdfengineer PostsDocument36 pagesNotification SSC Junior Notification-SSC-Junior-Engineer-Posts - Pdfengineer PostsVikas GoyalNo ratings yet
- Ez ProxyDocument1 pageEz ProxyRahul SoniNo ratings yet
- iIC EINGINE NANO SEMINAR PDFDocument4 pagesiIC EINGINE NANO SEMINAR PDFMahaManthraNo ratings yet
- Bharat Heavy Electricals Limited: Thermal Power Plant Industrial TrainingDocument20 pagesBharat Heavy Electricals Limited: Thermal Power Plant Industrial TrainingSaurabh SinghNo ratings yet
- City Bus DraftDocument9 pagesCity Bus DraftRahul SoniNo ratings yet
- Training Report On CatiaDocument41 pagesTraining Report On CatiaRahul Soni50% (2)
- 634937937914803750Document18 pages634937937914803750mechgokulNo ratings yet
- SME015 - 4PD0240I C Engine TerminologyDocument54 pagesSME015 - 4PD0240I C Engine TerminologyzetseatNo ratings yet
- Contffi (I, Iili#il,: Phyi2ItDocument13 pagesContffi (I, Iili#il,: Phyi2ItRahul SoniNo ratings yet
- GATE 2015 AdvertisementDocument2 pagesGATE 2015 AdvertisementShiba Narayan SahuNo ratings yet
- Mech Gate 2014 Session 4Document22 pagesMech Gate 2014 Session 4Rahul SoniNo ratings yet
- Ez ProxyDocument1 pageEz ProxyRahul SoniNo ratings yet
- National Institute of Technology Kurukshetra academic calendar 2014-15Document1 pageNational Institute of Technology Kurukshetra academic calendar 2014-15Rahul SoniNo ratings yet
- Rev Rates of M.tech StipendDocument3 pagesRev Rates of M.tech StipendRahul SoniNo ratings yet
- State Bank of India Beneficiary Approval FormDocument1 pageState Bank of India Beneficiary Approval FormRahul SoniNo ratings yet
- Students Reg Form For Mail Account at Nitkkr - Ac.inDocument1 pageStudents Reg Form For Mail Account at Nitkkr - Ac.inNikhil RastogiNo ratings yet
- Mechanical BooksDocument4 pagesMechanical Booksapi-1984570867% (3)
- M.tech Fee Structure 2014-15 Session.Document1 pageM.tech Fee Structure 2014-15 Session.Rahul SoniNo ratings yet
- National Institute of Technology Kurukshetra academic calendar 2014-15Document1 pageNational Institute of Technology Kurukshetra academic calendar 2014-15Rahul SoniNo ratings yet
- Cholinesterase and Its Inhibitors: DrugsDocument7 pagesCholinesterase and Its Inhibitors: DrugsRahul SoniNo ratings yet
- GATE 2014 BrochureDocument83 pagesGATE 2014 BrochureSaurabhhNNo ratings yet
- Mk6, Mini Mk6, Mini Mk5 Evo GuideDocument602 pagesMk6, Mini Mk6, Mini Mk5 Evo GuideSebastianCastillo100% (1)
- CHAPTER 8 THERMODYNAMICS MCQs YEAR 2012-2009Document68 pagesCHAPTER 8 THERMODYNAMICS MCQs YEAR 2012-2009Kumar SahebNo ratings yet
- CD Wet: Water Enhancement TechnologyDocument4 pagesCD Wet: Water Enhancement TechnologyNikhilNo ratings yet
- FSSS: An overview of Furnace Safeguard and Supervisory SystemDocument11 pagesFSSS: An overview of Furnace Safeguard and Supervisory SystemAhemadNo ratings yet
- Standard steel grades comparison chartDocument24 pagesStandard steel grades comparison chartchenguemoralesNo ratings yet
- 03 Part 3 - PM Case StudiesDocument57 pages03 Part 3 - PM Case StudiesAhmed Abd El WahdNo ratings yet
- LNG Operare ManualDocument306 pagesLNG Operare ManualLaurentiu Dumitrache80% (5)
- Technical Data Manual: For Model Numbers and Pricing: See Price ListDocument40 pagesTechnical Data Manual: For Model Numbers and Pricing: See Price ListAnonymous YPx8ss48No ratings yet
- Performance Knowledge Series: Power PlantDocument4 pagesPerformance Knowledge Series: Power PlantseshatsNo ratings yet
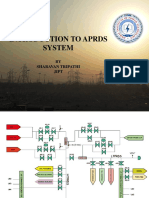
- Introduction PRDS and APRDSDocument13 pagesIntroduction PRDS and APRDSPrudhvi RajNo ratings yet
- Engineers Arithmetic PDFDocument135 pagesEngineers Arithmetic PDFnyberg100% (1)
- ASHUGANJ Power Station Company Limited Transmission, ProtectionDocument88 pagesASHUGANJ Power Station Company Limited Transmission, Protectionmaruf048No ratings yet
- Hydrastep & Hydratect Water/steam Monitoring Systems: Solartron Mobrey LTD B246801Document7 pagesHydrastep & Hydratect Water/steam Monitoring Systems: Solartron Mobrey LTD B246801cytech6619No ratings yet
- A Masters Guide To Ships PipingDocument42 pagesA Masters Guide To Ships PipingArdyas Wisnu BaskoroNo ratings yet
- Boiler & MachineryDocument35 pagesBoiler & Machineryjoseph320@yahooNo ratings yet
- Piping - Spec - 요약본 Rev1Document3 pagesPiping - Spec - 요약본 Rev1vangie3339515No ratings yet
- CH3010 - Power Plant Engineering Notes .Document75 pagesCH3010 - Power Plant Engineering Notes .VijayNo ratings yet
- Boiler Emergency OperationsDocument55 pagesBoiler Emergency OperationsbajrangNo ratings yet
- Locomotives Used in Mining IndustryDocument3 pagesLocomotives Used in Mining IndustryumerNo ratings yet
- F Advanced Heller System Technical 2005 PDFDocument53 pagesF Advanced Heller System Technical 2005 PDFManosG1976No ratings yet
- Steam Generator HDocument2 pagesSteam Generator HNoor NoorNo ratings yet
- PPChem RepeatsDocument11 pagesPPChem RepeatsAnonymous lHiaDxlpkxNo ratings yet
- 1 汽机运维规程 Steam Turbine Operation and Maintenance ManualDocument212 pages1 汽机运维规程 Steam Turbine Operation and Maintenance ManualMd Suzon MahmudNo ratings yet
- Burner ManagementDocument6 pagesBurner ManagementAbdallah ShabanNo ratings yet
- Silo - Tips - Nippon Steel Sumitomo Metal Electric Resistance Welded Steel Tubes For Boilers and Heat ExchangersDocument10 pagesSilo - Tips - Nippon Steel Sumitomo Metal Electric Resistance Welded Steel Tubes For Boilers and Heat ExchangersAlonso MaqueraNo ratings yet
- User Instructions TWIN80C: Wall Hung, Fan Flue, Room Sealed Gas BoilerDocument8 pagesUser Instructions TWIN80C: Wall Hung, Fan Flue, Room Sealed Gas Boilerbuzdu85No ratings yet
- Successful Commissioning of An AFBC BoilerDocument72 pagesSuccessful Commissioning of An AFBC Boilerparthi20065768No ratings yet
- Improved Design For Supercritical Co2 Brayton Cycle Powered Coal-Fired Power PlantDocument51 pagesImproved Design For Supercritical Co2 Brayton Cycle Powered Coal-Fired Power PlantIrshad AhmadNo ratings yet