Professional Documents
Culture Documents
GP 43-50 31 January 2009
Uploaded by
Orlando RojasOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
GP 43-50 31 January 2009
Uploaded by
Orlando RojasCopyright:
Available Formats
GP 43-50
Pigging, Pig Launchers, and Receivers
Group Practice
Document No. GP 43-50
Applicability Group
Date 31 January 2009
BP GROUP
ENGINEERING TECHNICAL PRACTICES
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 2 of 52
Foreword
This revision of Engineering Technical Practice (ETP) GP 43-50 is the result of extensive operational
comment and consultation as well as significant lessons learned from recent pig trap failures. The
document has been restructured to bring relevant topics together while adding information on ATEX
requirements and the Global ILI Framework Agreement. The new structure is as follows:
Guidance on pig selection.
Basic requirements for pigging operations.
Design of pipelines and facilities for pigging.
Specific guidance on design, inspection, and maintenance of pig trap closures.
Because revisions were so extensive, revisions have not been identified in the margin as is normal
practice.
Copyright 2009 BP International Ltd. All rights reserved.
This document and any data or information generated from its use are classified, as a
minimum, BP Internal. Distribution is intended for BP authorized recipients only. The
information contained in this document is subject to the terms and conditions of the
agreement or contract under which this document was supplied to the recipient's
organization. None of the information contained in this document shall be disclosed
outside the recipient's own organization, unless the terms of such agreement or contract
expressly allow, or unless disclosure is required by law.
In the event of a conflict between this document and a relevant law or regulation, the
relevant law or regulation shall be followed. If the document creates a higher obligation, it
shall be followed as long as this also achieves full compliance with the law or regulation.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 3 of 52
Table of Contents
Page
Foreword ........................................................................................................................................ 2
1. Scope .................................................................................................................................... 5
2. Normative references............................................................................................................. 5
3. Symbols and abbreviations.................................................................................................... 6
4. Pigging overview.................................................................................................................... 7
4.1. Reasons to pig............................................................................................................ 7
4.2. Pig types..................................................................................................................... 7
4.3. Pig selection, design, and maintenance...................................................................... 9
4.4. In-line inspection pigging requirements..................................................................... 12
4.5. Pigging operational considerations ........................................................................... 13
4.6. Pig trap operations, inspection and maintenance...................................................... 16
5. Pipeline design for pigging................................................................................................... 20
5.1. General ..................................................................................................................... 20
5.2. Internal diameters of linepipe.................................................................................... 21
5.3. Bends for pigging...................................................................................................... 21
5.4. Valves, check valves, tees, and wyes ....................................................................... 22
5.5. Pig handling equipment............................................................................................. 23
6. Design of pig trap installations ............................................................................................. 24
6.1. General ..................................................................................................................... 24
6.2. Service conditions and code requirements................................................................ 27
6.3. Layout requirements ................................................................................................. 28
6.4. Structural supports and lifting lug design................................................................... 29
6.5. Pipework and pressure and instrumentation requirements........................................ 30
6.6. Valves....................................................................................................................... 34
6.7. Barrel design............................................................................................................. 35
6.8. Pig trap end closures ................................................................................................ 36
6.9. Materials, fabrication, welding, and marking.............................................................. 41
7. Special applications ............................................................................................................. 42
7.1. Subsea traps............................................................................................................. 42
7.2. Pigging of flexibles.................................................................................................... 43
7.3. Tanker/barge loading lines........................................................................................ 43
7.4. Temporary pig traps.................................................................................................. 43
Annex A (Informative) Recommended pig trap closures................................................................ 44
Annex B (Informative) Tie rod type design pig trap closures ......................................................... 45
B.1 Qualification of use requirements for FAI, LTS, and TDW.................................................... 45
B.1.1 Introduction............................................................................................................... 45
B.1.2 What are the main issues?........................................................................................ 45
B.1.3 Design of tie rod and associated fittings.................................................................... 46
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 4 of 52
B.1.4 Gasket compression ................................................................................................. 46
B.1.5 Tie rod loading.......................................................................................................... 46
B.1.6 Clamp angles............................................................................................................ 47
B.1.7 Acceptable tie rod type design pig trap closures ....................................................... 49
Annex C (Informative) Onshore gas terminal incident at 16 in sphere receiver ............................. 50
C.1. Incident ................................................................................................................................ 50
C.2. Cause of the incident ........................................................................................................... 50
C.3. Recommendations............................................................................................................... 51
C.4. Comment ............................................................................................................................. 51
Bibliography.................................................................................................................................. 52
List of Tables
Table 1 - Managing risks of pig trap purging operations................................................................ 18
Table 2 - Recognised purging practices across the BP Group ...................................................... 19
Table 3 - Pig trap closure design requirements............................................................................. 39
Table 4 - Pig trap closure test requirements.................................................................................. 40
Table A.1 - GD Engineering (GD): Type BANDLOCK 2 ................................................................ 44
Table A.2 - Pipeline engineering (PE) ........................................................................................... 44
List of Figures
Figure 1 - Barred tee design detail ................................................................................................ 23
Figure 2 - Typical pig launcher ...................................................................................................... 25
Figure 3 - Typical pig receiver ....................................................................................................... 26
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 5 of 52
1. Scope
a. This GP provides requirements for:
1. Pigging practice.
2. Pipeline design to accommodate pigging.
3. Selection and design of pig traps, end closures, and appurtenances.
Requirements on the need for pig traps and the locations within facilities are given
in GP 43-20, GP 43-21, and GP 43-22.
b. The scope of this GP includes:
1. Onshore, offshore, and subsea pipeline systems.
2. Horizontal and vertical launcher and receiver pig traps.
3. Oil, gas, chemical, and liquid petroleum gas (LPG) service conditions.
4. All pig types (i.e., utility pigs, intelligent pigs, and spheres).
5. New and existing facilities.
c. This GP is relevant to the pipeline technical authority (TA), as well as design, installation,
and operations personnel.
2. Normative references
The following referenced documents may, to the extent specified in subsequent clauses and normative
annexes, be required for full compliance with this GP:
For dated references, only the edition cited applies.
For undated references, the latest edition (including any amendments) applies.
BP
GP 06-20 Materials for Sour Service.
GP 43-52 Inspection and Integrity Assessment of Pipeline Systems.
American Society of Mechanical Engineers (ASME)
ASME Boiler and Pressure Vessel Code Section II - Part A - Ferrous
Material Specifications.
ASME Boiler and Pressure Vessel Code Section II - Part B - Nonferrous
Material Specifications.
ASME Boiler and Pressure Vessel Code Section II - Part D - Properties.
ASME Boiler and Pressure Vessel Code Section VIII - Rules for
Construction of Pressure Vessels Division 1.
ASME Boiler and Pressure Vessel Code Section VIII - Rules for
Construction of Pressure Vessels Division 2 - Alternative Rules.
ASME B16.5 Pipe Flanges and Flanged Fittings: NPS 1/2 through NPS 24.
ASME B16.9 Factory-Made Wrought Buttwelding Fittings.
ASME B31.3 Process Piping.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 6 of 52
International Standards Organization (ISO)
ISO 13628-1 Petroleum and natural gas industries - Design and operation of subsea
production systems - Part 1: General requirements and recommendations.
Manufacturers Standardization Society of the Valves and Fittings Industry (MSS)
MSS SP-44 Steel Pipeline Flanges.
MSS SP-75 Specification for High Test Wrought Butt Weld Fittings.
3. Symbols and abbreviations
For the purpose of this GP, the following symbols and abbreviations apply:
ATEX Explosive atmosphere (EU standards).
D Diameter.
ESD Emergency shutdown.
FEA Finite element analysis.
GIS Geographical information system.
HIC Hydrogen induced cracking.
ID Internal diameter.
ILI In-line inspection.
LEL Lower explosive limit.
LPG Liquid petroleum gas.
MAOP Maximum allowable working pressure.
MFL Magnetic flux leakage.
NDE Nondestructive examination.
NGL Natural gas liquids.
OD Outer diameter.
PPE Personal protective equipment.
ROC Rapid opening closure.
ROV Remotely operated vehicle.
UT Ultrasonic technique.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 7 of 52
4. Pigging overview
4.1. Reasons to pig
Use of a proper pigging program with the correct pig helps maintain the integrity
and optimum efficiency of the pipeline while safeguarding both the environment and
the pipeline asset. Maintenance of a clean pipeline is important, as build up of solids
impacts throughput. Build-up of deposits can also create conditions for corrosion by
reducing the effectiveness of inhibitors.
a. Pipeline pigging is a key part of managing the integrity of pipeline systems. Pipelines
require pigging at the start and end of life. Pipelines are normally pigged for:
1. Commissioning and decommissioning.
2. Cleaning or wax removal.
3. Inventory management (sweeping out liquids, batching products, etc.).
4. Corrosion and scale control.
5. Inspection.
6. Isolation and special operations.
b. New pipeline designs may consider permanent or temporary pig launcher and receiver
facilities.
1. Requirements shall be agreed with operations.
2. The project shall provide necessary equipment to facilitate pigging.
3. If traps are removed after commissioning, safe isolations and space for re-instatement
of pig traps should be left such that future inspection pigging can be safely achieved.
c. Pipelines should be pigged for operational and inspection purposes on a regular basis.
1. The timing for inspection is dependent on the corrosion risk assessment and the
effectiveness of detection.
2. Requirements on frequency of inspection are given in GP 43-52.
d. Projects shall hand over new pipelines to operations that have been verified to be free of
debris, defects, and obstructions. A baseline ILI inspection should have been completed
prior to handover.
Further guidance on ILI requirements is given in GP 43-52.
4.2. Pig types
Pigs come in many different shapes and sizes, each of which requires care and
attention for its selection, design, and use.
Utility
Utility pigs perform gaging of the internal bore, cleaning and debris removal, batch
separation of products, and sweeping of liquids from the line.
Pigs can either be unidirectional or bidirectional.
Utility pigs are of the following types:
Foam: moulded from polyurethane foam in various densities with various
configurations of solid polyurethane strips and/or abrasive materials
permanently bonded to their surface.
Elastomer: moulded from solid elastomer.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 8 of 52
Mandrel: a central metal body with various components (cups, discs, wire
brushes/scraper blades, gaging plates) attached.
Utility pigs may be run as a dual module to facilitate negotiation of tight bends or
wye configurations. The coupling may be subject to high transient and fatigue loads.
Specialty pigs may be used for:
Wax detection.
Removing hard scale with a pinwheel.
Magnetic cleaning.
Internal coating.
Leak detection.
Other functions.
Gel
There are four main types of gel that are used in pipeline applications:
Batching or separator gel.
Debris pickup gel.
Hydrocarbon gel.
Dehydrating gel.
If used with conventional pigs (e.g., constrained between two utility pigs), gel pigs
can improve overall performance.
Gel is normally a diesel based highly viscous product but can be made with water
and a range of chemicals, depending on chemical compatibility requirements. Gel
pigs can be susceptible to dilution and gas mixing.
Sphere
Sphere pigs are normally used to sweep liquids from gas lines. Sphere pigs are
normally either made from foam throughout or consist of elastomer skin inflated
with glycol and/or water. See 4.3.1.e for more detail.
Soluble spheres are sometimes used in crude pipelines and are made from a
microcrystalline wax and amorphous polyethylene that acts as a paraffin inhibitor.
Soluble spheres are broken up by the crude oil and do not require a receiver trap.
Inspection
Simple gaging plate and calliper type pigs are used to detect small and large scale
geometric variations in pipeline cross section, respectively.
An intelligent pig is able to detect the presence of metal loss, cracks, and pipeline
features (valves, fittings, etc.) within the pipe wall, normally using either MFL or
UT.
Some pigs may require an umbilical or fibre optic cable for detailed inspection close
to the facility. These are called tethered pigs.
Specialised pigs are also used to perform leak detection and mapping (GIS).
Eddy current and video based techniques are also available.
Isolation
Isolation pigs are used to temporarily plug the line and may require a tether back to
the launching facility.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 9 of 52
The differential pressure that can be resisted depends on the type of pig. Some pigs
are dual module.
Dual or multi-diameter
A dual diameter pig functions in two distinct diameters, for example 200 mm (8 in)
and 255 mm (10 in), and is able to negotiate both 200 mm (8 in) and 255 mm (10 in)
pipe.
4.3. Pig selection, design, and maintenance
4.3.1. General
a. The selection and type of pig to be used and its optimum configuration for a particular task
in a pipeline shall be based upon several criteria, including:
1. Purpose (e.g., linefill, batching, cleaning, or inspection).
2. Type of information to be gathered (e.g., from an ILI pig run) and data requirements.
3. Line contents (e.g., gas, oil, or water), with or without contaminants (e.g., wax) that
may need to be displaced or removed during conventional pigging operations.
4. Required driving pressure versus available pressure.
5. Minimum and maximum internal diameter, including diameter restrictions or changes
(e.g., corrosion probes, coupons, instrument taps, valves, check valves, barred or
sphere tees). When multi-diameter pipelines are pigged, excessive wear of
components in the smaller diameter line section shall be considered.
6. Presence of tees and wyes that may require a longer pig to ensure that the pressure
driving force is maintained as the pig traverses the connection.
Foam pigs can be easily damaged and lose drive. They can also compress and enter
smaller diameter connections, laterals, valves, and tappings.
7. Minimum bend radius, bend angles, and position of back to back bends.
8. Distance the pig needs to travel and the internal condition of the pipe, with regard to
wear on the cups or discs. Large diameter pigs in gas pipelines may require wheeled
supporting structure.
9. Operating velocity range of the pig.
Some pigs have bypass ports that enable the speed of the pig to be reduced below
that of the pipeline fluid velocity. See 5.1.f.
10. Elevation profile (e.g., pig acceleration during linefill, slack line conditions for
operating oil pipelines).
11. Maximum temperature and/or fluid pressure permitted.
Due to onboard electronics, the maximum temperature for the UT and MFL
inspection vehicles is approximately 60C (140F). Inspection tools may tolerate
higher temperatures (approximately 80C [176F]) for short periods and can be
launched in a batch of cold fluid.
12. Ability to drive pig in the reverse direction (e.g., for a bidirectional pig).
13. Requirements to track or communicate with the pig.
Pigs can be fitted with transponders to enable external tracking of the pig and
sensors to detect external electromagnetic or radioactive systems to improve
positional accuracy for inspection pigs and to trigger setting and unsetting of
isolation pigs.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 10 of 52
b. Cleaning and brush/scraper pigs shall be configured to limit the amount of material that
can be removed in a single pass to the amount that can be contained in the receiver.
Bypass ports on the pig are commonly used. Otherwise, there is a risk of blocking
the line or preventing entry of the pig into the receiver trap due to the overfilling of
the pig trap with solids.
c. Some pigs should be run in combination with other pigs (e.g., cleaning pig ahead of a
batch pig) to determine wax quantities and number of cleaning runs required.
Where gel pigs or chemicals are used for cleaning or commissioning, separation
pigs can help minimize fluid bypass. Separation pigs are usually bi-directional
utility pigs incorporating a number of discs.
d. If multiple module pigs are used, the components shall be designed to allow removal if the
toll separates into component parts.
This may be avoided if the rear module includes a drive cup or disk. Alternatively,
the tool can be designed to allow it to be pushed from behind.
e. If inflatable spheres are utilized the following shall apply:
1. Spheres shall be filled with a water/glycol mix and ring gaged to ensure that they are
of the correct diameter.
Water/glycol mix ratios are, typically 50:50 or 60:40 in accordance with
manufacturer recommendations.
Sphere diameters should typically be 1% to 3% greater than the ID, in accordance
with manufacturer recommendations.
If hydrate formation is a concern following rupture of a sphere, an increased
percentage of glycol can be effective. Use of 100% glycol may deteriorate the sphere
material.
It is recommended that a sphere removal tool be available to remove spheres that
may become stuck in launcher or receivers.
2. Inspected to ensure that the filling plugs do not leak and are replaced, if necessary.
Leaking plugs have resulted in safety incidents.
4.3.2. Pig design requirements
The basic design of a pipeline pig should be simple and efficient as experience has
shown the more complicated the pig the more prone it is to failure. Often the
features incorporated into the design is based on experience and not readily
apparent. The following components should be considered when designing a pig.
a. Pig body and materials
1. The pig body shall have sufficient strength to resist the load imposed on it, including
fatigue. This includes proper design of the body attachments, pig nose, and lifting
lugs.
2. Materials shall be selected to suit the pipeline contents. This may include sour service
or the special selection of plastic components when used in chemical service.
b. Cups and seals
The correct material shall be specified for the cups and seals based on the pipeline service,
temperature, and travel distance. The shape of the cup and seal are important to achieve the
desired cleaning results.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 11 of 52
c. Pig Connections
Nuts, bolts, and welds shall be appropriately sized and designed to avoid failure due to
direct loading conditions or fatigue.
A number of pigs have failed due to improper selection and installation of
components requiring special operations to recover debris left in the pipeline.
d. Bypass
By utilizing differential pressure across the pig, a fluid path is created front to back of the
pig creating turbulence in front of the pig. This assists in the cleaning process and can be
used to optimize cleaning.
Excessive bypass may cause pig to stall in the pipeline.
e. Cleaning elements
A number of types of cleaning elements are available to suit the application if pipeline
cleaning is required. Expert advice should be sought for difficult or unusual cleaning
problems.
When starting a pigging program several successive runs are required to achieve
best efficiency. The first run may provide the most dramatic results but
improvements are seen in each additional run. It is essential that good records are
maintained to determine when the maximum cleaning benefit has been achieved.
This also assists in determining the frequency of future runs.
4.3.3. ATEX requirements for potentially explosive atmosphere service
Operation of launching and receiving pigs has the potential to introduce pigs to
hazardous environment.
a. Pigs and associated equipment containing electronics shall have the correct certification for
area of operation.
1. This shall be consistent with ATEX regulations.
2. Pigs used in hydrocarbon service or pigs deploying high powered lithium batteries
shall comply with Zone 1 ATEX requirements.
European regulations include requirements for ATEX certificates as a declaration of
conformance for explosive atmosphere service. Pigging operations may introduce
hazards due to high powered lithium batteries and there is potential for static build-
up. These are covered by ATEX regulations.
Guidance on application of ATEX requirements and application for pigging
operations can be obtained from the ILI sector strategy team.
b. If ATEX compliant tools are not available or do not meet this classification, additional
procedures shall apply.
If ATEX rated tools are not available, additional purging and isolation requirements
may be needed. Requirements may be met if pigging operations can effectively
remove hydrocarbons and valves seat effectively.
c. A suitable cross bonding shall be used between the pig trap and any equipment necessary
to perform the pigging operation (e.g., launch/receipt tray). To facilitate this, the pig trap
should be designed with suitable lugs onto which the bonding cables can be attached.
d. Pigging procedures shall address potential of ILI tools being damaged during operation,
thereby exposing cables and/or components.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 12 of 52
4.3.4. Maintenance and inspection of pigs
a. Formal maintenance and inspection procedures shall be developed for multi-use pigs to
ensure optimum performance and reduce the chance of failure during operations.
b. Each pig should have a unique reference number to facilitate record keeping on number of
runs and maintenance/repair.
c. The pig should be cleaned after each run with debris and cleaning materials disposal
according to regulatory and HSSE requirements.
d. The pig manufacturers recommendations shall be followed for disassembly and
maintenance and/or replacement of components. Components should be inspected for
fatigue and unusual wear patterns.
e. Pigs should be stored either in cradles or on end prior to use to prevent damage to
cups/disks.
4.4. In-line inspection pigging requirements
The main technologies for detecting pipe wall loss defects and circumferential
cracks are:
MFL.
UT.
Factors that affect choice of technology include:
Accuracy of result: UT provides a direct measurement, while MFL readings
require processing and interpretation.
Pipeline product: UT generally requires to be run in a liquid to provide an
acoustic couplant. This is less convenient for gas and multiphase lines in which
arrangements have to be made to enable the pig to run within a slug of liquid.
MFL is unaffected.
Cleanliness of line: UT requires a higher level of pipe wall cleanliness than
MFL.
Pig speed: MFL technology may be run at higher speeds compared to UT.
Wall thickness: The magnets of MFL pigs may be unable to fully saturate heavy
wall thickness pipes with magnetic flux, resulting in incomplete pipe wall
inspection. Heavy wall thickness pipelines can reduce the reflection time of UT
signals, causing data loss.
Effectiveness of MFL inspection in thick wall, small diameter pipes is reduced due to
the small volumetric space for magnets and ability to fully magnetise the pipe wall.
Thick wall lines may require a separate run to magnetise the pipe wall.
An MFL tool that is set up to inspect the heavy wall pipe could over saturate thinner
wall pipe, resulting in the inability to inspect the thin wall pipe.
Specialised inspection pigs are required to detect cracks or laminations.
a. The performance standards for the inspection run(s) and reporting requirements shall be
agreed between the operator and the ILI supplier.
The BP Global Contract for ILI sets clear expectations and requirements on both
the operator and the ILI supplier. The Contract provides a common approach to the
supply of ILI services with a focus on tool performance, while providing the
opportunity to obtain these services through a cost efficient and transparent
selection process.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 13 of 52
b. Operational requirements of the (pre-inspection) pigs and inspection vehicles shall be
reviewed in conjunction with operational envelope of the pipeline.
This includes consideration of pipeline product (and/or specified pigging medium),
vehicle material, vehicle wear, in addition to temperature, pressure, and flow
(velocity) limitations. ILI tools should, at a minimum, meet the specifications
required under the BP Global Contract for ILI.
c. Operator and ILI supplier shall agree on acceptable cleanliness levels ahead of the
inspections and verify the cleanliness before launching the inspection pig.
d. Pipeline cleaning programme may require modifying, depending on the quantity of debris
being removed from the pipeline and the condition of the pigs being recovered.
Inspection pigs require a clean pipeline to function correctly.
e. A final calliper or gaging pig run shall be performed just before launch of the ILI tool to
verify that the inspection tool will not get stuck.
ILI tools should only be launched if the gage/calliper run indicates no adverse
features, such as valves not fully open, corrosion probes left in the line, or
mechanical damage.
4.5. Pigging operational considerations
4.5.1. General
a. Pigging operations shall be carried out using formally documented operating procedures.
b. Only competent personnel who have had the necessary training, experience and assessment
shall be used in pigging operations.
c. There are specific requirements associated with the operation, maintenance, and inspection
of pigging facilities. These are addressed in 4.6.
4.5.2. Safety and risk assessment
a. Pigging operations shall have a suitably documented operating and risk assessment.
b. Personnel involved in the pigging activities shall be fully informed and aware of the
associated hazards and risks.
Pigging is one of the most hazardous operations undertaken during operation of a
pipeline.
c. The risk assessment shall include:
1. Operating procedures including:
a) Understanding of pipeline condition and facilities.
b) Previous pigging experience.
c) Level of available documentation.
d) Previous successful use of the procedures.
e) Competency of personnel.
f) Management of Change procedures.
g) Simultaneous operations.
2. Pig selection and handling including:
a) Pig performance (refer to 4.3).
b) ATEX requirements.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 14 of 52
c) Cleaning requirements and assessment of pipeline condition.
d) Effect of pipeline fluid on pig components.
e) Potential for separation of multi-module pigs.
f) Handling of pigs.
g) Effect of pigging on pipeline pressure fluctuations during pigging operation.
3. Effect of pigging operations on upstream and downstream process facilities including:
a) Handling the pig and any associated materials and fluids (e.g., inhibitor slugs).
b) Effect on batch processes (e.g., introduction of methanol, biocide, and inhibitor
slugs) and requirements for product separation.
c) Impact on processing requirements and filtration systems.
There may be an increased volume of liquids received in multiphase lines or
unplanned shut-down due to filter blockages.
d) Impact of pigging operations on alarms, trips, and shutdown systems.
e) Impact of process conditions on pigging operations.
Process conditions may require a shut down of the pipeline.
f) Handling and disposing of waste from the pipeline found in the receiver pig trap
(e.g., wax, contaminants, such as mercury and radioactive scale and pyrophoric
material).
4. Pig trap facilities including:
a) Effectiveness of isolations.
b) Purging of pig traps.
c) Flammability of deposits.
d) Operation and maintenance of trap end closures/doors.
e) Lighting (may be required for 24 hour operation).
f) Access and lifting.
5. Potential failure of operation requiring a contingency plan including:
a) A stuck, damaged or lost pig.
b) Pig location.
c) Removal or recovery of a stuck or damaged pig or pig components.
d) Communications.
4.5.3. Operating procedures
a. A survey shall be performed to establish the physical constraints and condition of
equipment found along the system, including valves position, sealing, and maintenance.
b. A review shall be carried out of previous operating history, including any operating limits
or restrictions.
c. A pigging plan, including documented operating procedures, shall be developed for each
pipeline based on the risk assessment. Special consideration shall be given to new and
existing pipelines:
1. That have not been pigged before or recently.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 15 of 52
2. That have been modified since the last pigging operation (e.g., hot tapped or
repaired).
3. If there is uncertainty about the condition of line (e.g., corrosion or excessive buildup
of deposits, such as hydrates and wax, or the potential of water ingress into dry gas
lines, illegal hot taps, and other third party interference).
d. The pigging plan shall address the number and sequence of pigs to be used in the pipeline.
Pigs may need to run in a sequential and progressive manner to build a picture of
the pipeline conditions and minimise the risk to the pipeline operations and the
potential for a stuck pig.
Examples of a pigging sequence are:
A foam pig may be run before a gaging pig.
An additional gage plate larger than the initial gage plate can subsequently be
run on one of the cleaning pigs to further increase the known bore of the
pipeline.
There could be a requirement for multiple cleaning runs and possible special
procedures to achieve a successful inspection. Debris collected and/or damaged
pigs/gage plates should be evaluated as an ongoing process and the pigging
programme adjusted to achieve the best results.
1. If there is any doubt about condition of the bore, a foam pig should be initially run in
pipeline.
2. Only one pig should be allowed in the pipeline (or a pipeline section between pig
traps) at any time, and pig should be received and evaluated before running the next
pig.
3. If two pigs, including a dual module pig, are run in the line at the same time, second
pig should be capable of driving first pig in the event of seal failure of the pig.
4. Multiple pigs should only be deployed for specific reasons, such as commissioning,
line purges, and special cleaning operations.
e. Pipeline inlet and outlet pressures and flows shall be monitored and recorded throughout
the pigging operation.
f. Effects of pigging on the downstream process shall be assessed in design process and prior
to commencement of any pigging operation.
g. Pigging operations shall be formally recorded, including the quantity of material removed
from the pipeline and the condition of the pig.
h. Pigging procedures shall address what actions are to be taken in event of a stuck pig or loss
of components from the pig before pigging operations begin.
i. If the known location of the pig is required, transponders should be fitted to a pig to aid
detection. The type of transponder used should consider the length of time required to
mobilize and detect the pig.
This is preferable on early pig runs and if there is a change in pig size. If response
could be delayed due to accessibility, the use of radioactive isotopes with half life of
up to 12 mo is recommended.
4.5.4. Contingency plans
a. Potential contingencies available in the event of a stuck or damaged pig include:
1. Increasing the driving pressure (this shall not exceed the MAOP) and/or reducing the
downstream pressure in order to place a higher differential pressure across the pig.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 16 of 52
2. Monitoring pressure and flows carefully.
a) If the pig moves, it may accelerate and drive a high speed slug of debris
downstream.
b) This may damage the inspection tool or downstream facilities and therefore
requires assessment before pigging operations begin such that procedures are
clear and can be effectively communicated to all personnel involved.
c) If hydrates are the likely cause of restriction, decreasing the pressure on both
sides of the pig should melt the hydrate plug.
Differential pressure across the hydrate plug should be avoided to prevent sudden
plug movement.
3. Sending a driving pig behind the stuck pig, if the first pig has become stuck as a result
of loss of sealing and hence driving pressure.
A foam pig is often chosen on the basis that if it too gets stuck it can be broken up by
applying a high differential pressure.
4. Reversing the direction of flow if the stuck pig is of the bidirectional type.
5. Detection of the pig and investigation of the pipeline in the vicinity to establish the
cause of the blockage.
6. In an extreme case, selecting the option to resort to cutouts, replacement pipelines, or
abandonment.
b. A contingency plan shall be prepared to cover loss of components from the pig. The plan
may require installation of strainers and use of a pig to sweep out the components.
4.6. Pig trap operations, inspection and maintenance
4.6.1. General
a. Operators shall have formal training of pig trap operation, maintenance, and door interlock
system.
There have been fatalities worldwide associated with incorrect operation or
inadequate maintenance of the door.
b. Detailed launch or receive procedure shall be developed for each location and for the type
of pig being launched and/or received.
c. Detailed procedures shall be developed and used for each pig trap door type, pig trap
facility, and associated fittings and equipment. These shall include the relevant
manufacturers operating, maintenance, and inspection requirements.
d. Manufacturers requirements and recommendations shall be reviewed and supplementary
information shall be developed if these are vague or unclear.
e. Procedures shall be prepared to address the inspection, maintenance, and replacement of
components with recommended frequencies.
f. Elastomeric and polymeric seals shall be selected for suitability with process conditions,
including any trace media, such as methanol, glycol, and corrosion inhibitors. Seals used in
gas service shall also be selected for resistance to explosive decompression.
g. Pig trap end closures shall comply with the requirements of 6.8.
4.6.2. Operating procedures
a. Pig traps shall be regularly inspected to ensure containment and verify that the pressure
within the trap is in accordance with operating procedures.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 17 of 52
This is due to the potential for valves to pass over time and for the trap to
pressurise.
The practice of leaving the pig trap pressurised and online depends on operational
circumstances. For multiproduct pipelines, pig traps are often left online to prevent
contamination of batches. Keeping a flow through the pig traps can reduce the effect
of dead legs, solid drop out, and corrosion risk. Each case is subject to local
conditions.
b. Spheres shall not be left in pressurised launchers/receivers for extended periods.
Gas from the pipeline may enter the spheres through leaking plug seals, causing
spheres to expand in the enlarged diameter of the launcher/receiver, resulting in a
tight fit. This could result in a serious injury if the pig trap depressurised and gas
was trapped behind the over inflated sphere. See lesson learned in Annex C.
c. Risks of leaving the pig trap pressurised and online shall be assessed, including appropriate
settings for relief valves.
d. When pig traps are left offline, a path for thermal pressure relief, complete with suitable
discharge, shall be included to protect against temperature and pressure changes.
e. Air that may have been introduced into a pig trap from loading pigs or spheres should be
removed before repressurising the pig trap. Removal can be achieved through direct gas or
liquid purging or with nitrogen.
This applies to pig traps used for hydrocarbon gas systems and volatile hydrocarbon
liquids.
f. Pig trap door seals shall be tested before the pig trap is left unattended.
This can be done as an initial seal test followed by a full in service product test.
g. Sour gas or wet gas service traps should be left purged and depressurised.
4.6.3. Flushing and purging of pig traps
a. Selection of flushing and purging method shall depend on the:
1. Fluid or product transported.
N
2
can be used with NGL pipelines and ethylene and dense phase CO
2
pipelines to
manage the phase transition temperatures on depressurisation.
Extreme cold temperatures generated can cause damage to pigs and reducing
pressures in nitrogen rather than with product can mitigate this effect.
For multi-product lines, a higher flash point liquid is often used as a flush medium
with a N
2
purge.
2. Expected contents of pig trap receiver. Pigs shall be cleaned immediately on removal
from the pig trap if pyrophoric material is present.
Pyrophoric material can be a hazard in some systems. These require purging and
facilities to keep any solids wet.
3. Design of the pig trap.
Effectiveness of purging depends on the design of the pig trap and the presence of
hydrocarbon liquids or solids. Liquids or solids can become trapped in dead legs in
the bottom of the trap or between the drain point and the pig trap door.
In some systems, residual gas pressure is used to aid sweep out of liquids. N
2
has
been used in some cases. Effectiveness of purging also depends on the effectiveness
of the pig trap valve seals.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 18 of 52
4. Frequency of pigging operations.
5. ATEX rating of pigs and equipment used.
b. Risks associated with the use of the selected purging medium shall be assessed.
N
2
can introduce additional risks and has limited benefit if hydrocarbon liquids or
solids are present. Nitrogen may be available from onsite generation or bottles.
There have been a significant number of incidents with N
2
asphyxiation, and N
2
may
not be the most appropriate medium for purging or flushing pig traps.
Flushing with hot fluids, particularly water and steam, can introduce other
problems of static discharge. On tanker cleaning operations, these are combined
with inert blanket systems.
c. For a gas pipeline that has potential for water dropout (which would be disturbed by pig,
leading to hydrate blockage), a slug of hydrate inhibitor should be introduced in front of
pig.
1. Availability of purge medium onsite.
Alternative purging and flushing media to N
2
, including air, water, or C0
2
, may be
possible. Such a sequence may include water flush followed by an air purge.
2. Competency of personnel.
d. For managing risks associated with pig trap operations, purging shall not be taken in
isolation to the other mitigation measures available. See Table 1.
Table 1 - Managing risks of pig trap purging operations
Media Hazard Mitigation
Explosion Design to zone.
Natural venting.
Purge.
Procedures.
Gas
Asphyxiation or
narcotic
PPE (breathing apparatus).
Purging to give safe atmosphere O2 rich (can still cause asphyxiation).
Remote actuation.
Procedures.
As above for gas.
Zone design.
Explosion plus
asphyxiation or
narcotic plus
spillage
Verify empty before opening door.
Containment.
Flush trap.
Liquids
Mercury Flush and use of protective clothing and equipment.
General Flush.
Zone design.
Pyrophoric material Purge/flush and keep wet.
Solids
Radioactive scales Flush and use of protective clothing and equipment.
The volume of purging medium required for large diameter pig trap can be
considerable. This can introduce additional risks of transporting multiple packs of
nitrogen bottles or from generation equipment with pressure vessels. The risks from
these activities can exceed the risks associated with the initial operational risk of
free hydrocarbons at the pig trap.
e. Specialised equipment shall be used to determine effectiveness of an inert gas purge.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 19 of 52
If monitoring LEL limits, it is important to recognise that gas monitors may not
work accurately in atmospheres that are deficient in oxygen.
f. Subject to local conditions, equipment available, and risk assessment outcomes, Table 2
summarises recognised practices.
Table 2 - Recognised purging practices across the BP Group
Product Comment
Sour gas Purge to bring toxicity levels down.
Chemicals Product specific - purge if highly flammable or toxic.
Dry gas (sales gas - water
and hydrocarbon liquid dry)
Purging can be effective, but should be site specific, as it
depends on frequency of operation and introduces new
risks. Purging needs a risk evaluation.
Wet gas (hydrocarbon
liquids and water present)
Limited effect depending upon pig trap design.
NGL/gas condensate Limited effect depending upon pig trap design.
Aviation fuel Purging has limited effect, as it is difficult to remove
hydrocarbons. N2 may introduce additional risks.
Multi products Purging has limited effect, as it is difficult to remove
hydrocarbons. N2 may introduce additional risks.
Live crude Light oil flush followed by water flush.
Stabilised crude Water flush.
Pyrophoric material Purge and keep wet.
Radioactive scale Flush and use containment.
4.6.4. Inspection and maintenance
a. End closure
1. The end closure shall be included in the pipeline or facility integrity management
system and shall be maintained in accordance with the manufacturers
recommendations.
2. The pig trap and end closure shall be regularly inspected for damaged or worn parts in
accordance with the manufacturers recommendations. The trap shall not be used
unless it meets these requirements or is repaired.
Particular attention should be given to potential defects in any securing bolts, nuts,
and nut housing, their method of attachment, and buildup of corrosion products that
interfere with the correct operation of the mechanism. Particular attention should be
taken to ensure that water/moisture cannot collect in the crevice at the bottom of the
door, which may affect seal faces.
3. Some surfaces on clamp type designs should not be greased because the retention of
the pig is part based on friction.
4. Dismantling and close visual inspection of main load bearing components for any
sign of deterioration, including corrosion, distortion, deformation, cracking, wear or
loss of surface finish on sealing surfaces, shall be undertaken as recommended by the
closure manufacturer.
5. Seals shall be inspected each time door is opened and shall be replaced as necessary.
6. Replacement is required if seals show signs of compression set (permanent
deformation), extrusion, splitting, blistering, softening, hardening, aging, and/or any
mechanical damage, such as scuffing.
7. If failures are repeated, a failure investigation shall be conducted, with a view of
selecting alternative materials.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 20 of 52
8. Seals shall be replaced in accordance with manufacturer recommendations.
9. Spare seals shall be stored in accordance with manufacturer recommendations.
10. If there are problems in obtaining leak tightness of end closure, causes should be
investigated and, if appropriate, a leak test should be performed. Bolting shall not be
over tightened.
11. Bolts and threaded fittings shall not be tightened or loosened under pressure.
4.6.5. Inspection and revalidation of pig traps
a. Pig traps shall be inspected and revalidated for continued operation at regular intervals not
normally exceeding 5 yr. Local regulations, requirements, or service conditions may
require more frequent inspection and testing.
b. Inspections shall be performed by a competent engineer, who shall make reference to the
manufacturer recommendations for inspection and maintenance of end closures.
c. Revalidation may require periodic hydrotesting in accordance with manufacturers
recommendations.
5. Pipeline design for pigging
5.1. General
The following design requirements shall be considered for pigging:
a. Strategy for selecting equipment should be developed early in the project to ensure that
equipment will operate as intended (pig compatibility with wyes and tees, etc).
b. Design of pig trap facilities should include input from operations personnel.
c. Type of pigging activities required (construction, operation/inspection/maintenance,
shutdown, or repair).
Preference for permanent or temporary pig launchers/receiver depends on size,
pipeline risk assessment, and frequency of pigging.
Portable traps may be appropriate for use in pipelines that form part of a network
and if pigging is required only for inspection and not routine operations.
Temporary pig traps for pipelines larger than 600 mm (24 in) may not be practical
because of difficulties in transport and lifting.
d. The beginning and end of a pipeline shall have pig launchers and receivers. Intermediate
pigging station requirements should be dictated by changes in pipeline diameter, pig driver
cup wear, and the quantities of solids or liquids likely to build up in front of a pig.
Other factors for consideration that could influence the wear rate of the pig seal
mechanics include pipe wall condition, pipe wall lining, if any, pig material
compatibility with the product, pigging medium, and pigging speed.
e. Type of product, including any contaminants or additives.
f. Minimum and maximum design velocities for oil and gas service are driven by pressure
drop, noise, and vibration. The optimum pig speed is typically 1 m/s to 3 m/s (3 ft/s to
10 ft/s).
Use of variable speed control systems or bypass arrangements may be considered to
achieve this range. If pig speeds are outside of this range, effectiveness of the
pigging operation may be compromised.
Specialised advice is normally required from ILI vendors on the maximum pig speed
range to achieve the inspection requirements.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 21 of 52
Flow rates may need to be adjusted for the time of pigging operation. Pig speeds
may be achieved in high velocity lines by using variable flow bypass controls or
fixed bypass arrangements.
Some inspection pigs cannot operate at low velocities. This depends on the type of
signal generated and if the signal is recorded by time or distance. The minimum
speed for some tools is typically 0,3 m/s (1 ft/s).
Receipt of pigs may be controlled by having no flow or low flow through the kicker
line such that the pigs stop in the main line tee before entry into the receiver trap.
Inspection pigs require a restricted flow range to ensure smooth passage along the
pipeline, avoiding any tendency for stick and slip.
g. Relative position and distance between valves, tees and/or laterals, type of bends (cold,
heat inducted, fabricated), and bend radii.
h. Pipelines should be designed to allow deployment of isolation pigs for safe pipeline and
facilities maintenance.
Deployment of isolation plugs may impose greater restrictions on changes to
internal diameter close to the facility. Deployment of isolation plugs has been
necessary on some installations when pig trap isolation valves or the facility
Isolation or Emergency Shut Down valves need maintenance work. The ability to
deploy an isolation plug can reduce pipeline shut down times.
i. Proven capability of a multidiameter pig to pass through pipeline system if significant bore
changes are present in the pipeline system.
j. Potential for enhanced internal corrosion if the pipeline requires frequent use of scraper
pigs.
k. Use of temporary tankage to collect debris.
5.2. Internal diameters of linepipe
a. Consideration should be given to minimize changes to the internal diameter of the pipeline,
including ovality tolerances.
b. Internal diameter changes should be made with a minimum transition slope of 1:4.
c. If the use of plugs is anticipated, required tolerances on ID should be strictly controlled.
d. New pipelines should be designed to allow deployment of an isolation plug beyond the
ESD valve.
e. Diameter changes should occur only at the ends of the pipeline system or pipeline section
(at pig traps, valves, subsea sleds, etc.).
Since nominal pipe sizes are based on outside diameter, changes in wall thickness
result in changes to the internal diameter.
Typical limits for deviation of internal diameter from the normal is approximately
4 mm (0,16 in) and 20 mm (0,8 in) for a 100 mm (4 in) and 500 mm (20 in) pipeline,
respectively.
For thick wall pipe applications (e.g., deep water), consideration may be given to
specifying pipe based on a constant ID to avoid large transition changes.
5.3. Bends for pigging
a. Bends for pigging should be limited to an out of roundness of 5% of diameter.
b. Bends for pigging should be 3D or greater (where the radius is three times the nominal
pipe diameter).
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 22 of 52
Longer radii may need to be considered if thick wall bends are used.
Most ILI vehicles will pass a three dimensional radius bend, and some are available
that will pass a tighter radius.
Pipelines less than 100 mm (4 in) diameter may require longer bend radii for ILI.
c. Offset bends of 30 degrees or greater should have a minimum straight length between them
of 2D. Back to back bends should not be used, as they may limit suitability for ILI.
d. Mitred bends shall not be used.
e. If there is the potential need for the use of a tethered pig for inspection, use of bends
should be kept to a minimum to avoid excessive loads on the cable connection.
5.4. Valves, check valves, tees, and wyes
a. Valves specified for pigging purposes should be full bore, with specified minimum internal
diameter, limited or zero bypass, and compatible with product. Valves shall facilitate
uninterrupted passage of pig.
b. Check valves should be through conduit (full bore) type valves or have method of
externally locking flapper in fully open position for inline inspections.
c. Check valves and wyes shall be verified to confirm that pig length between front and rear
cups is longer than any opening or cavity.
d. Barred or sphere tees shall be installed on branches larger than 50% of pipeline diameter
and if sphere or foam pigs are intended to be used.
If there is a risk of corrosion, consideration should be given to using alternative
materials or providing a drain connection on the sphere tee, since dead leg areas of
sphere tees are more susceptible to corrosion.
e. If spheres or foam pigs are to be used, sphere tees should be installed in preference to
barred tees.
f. Wyes shall have a demonstrated capability for passage of inspection pigs (i.e., test at full
scale before using the pig in the pipeline).
The bore may be 10% oversized to reduce friction within the wye. A wye may be
arranged such that gravity assists the pig passage. Convergence angles of
30 degrees have been found to be optimal.
g. Barred tees
1. Barred tees shall be designed such that the barring does not cause excessive stresses
at the junction of bars and tee crotch area as the tee dilates under pressure.
2. A minimum of two guide plates should be used to prevent the pig from entering the
branch pipe.
3. Guide plates shall be welded across the tee branch pipe and along the flow direction
to prevent pigs from becoming stuck at the junction or from being wrongly diverted
with the flow.
4. Welds shall be ground to avoid stress concentrations where tee branch pipe connects
to main pipe and where guide plates are welded to and tapered along blend radius.
5. Guide plates and weldments shall be smooth and free from sharp edges to prevent
damage to pipeline pigs.
6. Guide plate thickness and plate to plate spacing varies depending on tee branch size.
A nominal guide plate thickness of 9 mm to 19 mm (0,375 in to 0,750 in) and guide
plate spacing of 64 mm to 76 mm (2,5 in to 3,0 in) are typical.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 23 of 52
7. Optimum guide plate spacing is equidistant from adjacent plates and tee branch pipe
walls.
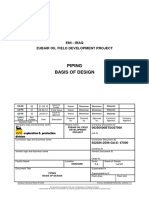
8. Figure 1 provides barring design details.
Figure 1 - Barred tee design detail
5.5. Pig handling equipment
a. Permanent pig handling facilities, such as anchor points, winches, and a lifting gantry or
hoist to facilitate loading or removal of pigs from the pig trap, may be required, depending
on the size and type of pigs used and frequency of operation.
The requirements for pig handling depend on the type and weight of pig and the
pipeline size. Pigs less than 30 kg (66 lb) (corresponding to approximately 300 mm
[12 in] and smaller pipe size) may be manually loaded into or out of the pig traps.
Davit and branch refers to a manually operated system consisting of a cradle bench
with a winch and a free standing swing jib crane, with the cradle bench either
trolley mounted or suitable for fixing structurally adjacent to the trap end closure.
NOTES:
MAX. CLEARANCE = 6 mm () AND MIN. CLEARANCE = 0.
SCRAPER BARS SHALL BE EQUALLY SPACED OVER THE INTERNAL
DIAMETER OF THE TEE.
SCRAPER BAR MATERIAL SHALL BE THE SAME MATERIAL AS THE TEE.
MATERIAL SHALL BE APPROPRIATE TO PIPELINE DESIGN CODE
6 2 (9.5) 1 (25.4)
8 2 (9.5) 1 (25.4)
10 3 (9.5) 1 (38.1)
12 3 (9.5) 1 (238.1)
14 3 (9.5) 1 (38.1)
16 4 (12.7) 2 (50.8)
18 4 (12.7) 2 (50.8)
20 4 (12.7) 2 (50.8)
24 5 (19) 3 (76.2)
30 6 1 (25.4) 5 (127)
36 7 1 (25.4 5 (127)
NOM.
PIPE
SIZE
NO. OF
SCRAPER
BARS
T
IN. (MM)
H
IN. (MM)
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 24 of 52
Cassettes enable the pig or spheres to be preloaded in multiples and loaded into a
launching trap in one operation.
Cradles, if used with launching traps, can be loaded externally and allow pig to be
moved into its launch position via a winch/plunger mechanism, and for receiving
traps, the incoming pig comes to rest in the internal cradle, allowing for its removal
from the trap.
b. Cassette and cradle pig handling equipment shall be designed and installed as an integrated
part of the trap to preserve its integrity as a pressure vessel.
Consideration should be given to ensuring unimpaired use of any high pressure
cleaning nozzles located within the barrel to facilitate removal of debris and wax
from the trap.
6. Design of pig trap installations
6.1. General
a. Design of pig trap facilities shall include input from operations personnel and take account
of layout, access, lighting, equipment handling, cleaning, etc.
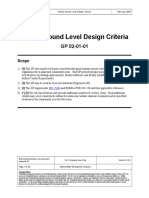
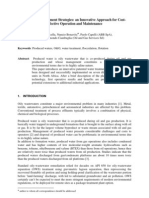
b. Typical pig launchers should be configured as shown in Figure 2 and pig receivers as
shown in Figure 3.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 25 of 52
Figure 2 - Typical pig launcher
*
Horizontal Launcher
Vertical Launcher
Chemical n]ection
Valve
solation
Valve
Pressurising
Line
Kicker
Line
Kicker
Valve
Balance
Line
8ump or
Closed
Drain
Bypass
Valve
Main Line
Vent
Purge
Connection
Vent
Relief
Valve
Concentric Reducer
E8DV
Tra
p
sol
atio
n
Val
Tel-Tale
Valve
Typical Lengths
LONGEST ILI PIG SHORT AS POSSIBLE
XI
LONGEST ILI PIG
*
XI
3 M IF REQUIRED FOR
ISOLATION PLUG BUT MAY
NOT BE NEEDED IN MOST
INSTALLATIONS
*
TO CONFIRM
PIG CLEARED
TRAP VALVE
TO CONFIRM
PIG ENGAGED
T
R
A
P
I
S
O
L
A
T
I
O
N
V
A
L
V
E
LONGEST ILI PIG SHORT AS POSSIBLE
XI
LONGEST ILI PIG
*
XI
3 M IF REQUIRED FOR
ISOLATION PLUG BUT MAY
NOT BE NEEDED IN MOST
INSTALLATIONS
*
TO CONFIRM
PIG CLEARED
TRAP VALVE
TO CONFIRM
PIG ENGAGED
T
R
A
P
I
S
O
L
A
T
I
O
N
V
A
L
V
E
Note: Kicker and balance lines and purge points omitted to simplify drawing.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 26 of 52
Figure 3 - Typical pig receiver
c. In addition to the factors for pipeline design, in 5, design of pig traps should incorporate
the following:
1. Applicable design codes.
2. Service conditions.
3. Minimum temperature.
4. Physical interface with pipeline (e.g., insulation flange).
*
Vertical Receiver
Bypass
Valve
8ump or
Closed
Drain
Tell-Tale
Valve
Balance
Line
Bypass
Line
Bypass
Valve
solation
Valve
Chemical
n]ection
Valve
T
r
a
p
s
o
l
a
t
i
o
n
V
a
l
v
e
Pressurising
Line
Bypass
Valve
8ump or
Closed
Drain
Tell-Tale
Valve
Balance
Line
Bypass
Line
Bypass
Valve
solation
Valve
Chemical
n]ection
Valve
T
r
a
p
s
o
l
a
t
i
o
n
V
a
l
v
e
Pressurising
Line
Typical Lengths
T
R
A
P
I
S
O
L
A
T
I
O
N
V
A
L
V
E
LONGEST ILI PIG + 0.5 M
XI
MORE THAN LONGEST ILI PIG
TO CONFIRM
PIG CLEARED
TRAP VALVE
XI
TO CONFIRM
PIG ARRIVAL
*
BARREL LONG ENOUGH TO
HOLD DRIVE MODULE + DEBRIS.
(SOME PIGS MAY HAVE DRIVE
ON LAST MODULE)
*
T
R
A
P
I
S
O
L
A
T
I
O
N
V
A
L
V
E
LONGEST ILI PIG + 0.5 M
XI
MORE THAN LONGEST ILI PIG
TO CONFIRM
PIG CLEARED
TRAP VALVE
XI
TO CONFIRM
PIG ARRIVAL
*
BARREL LONG ENOUGH TO
HOLD DRIVE MODULE + DEBRIS.
(SOME PIGS MAY HAVE DRIVE
ON LAST MODULE)
*
Note: Kicker and balance lines and purge points omitted to simplify drawing.
Relief
Valve
Bypass Valve
Balance Line
Horizontal Receiver
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 27 of 52
5. Types of pigs to be run.
6. Pigging schedule.
7. Materials of construction (compatibility with product, brittle fracture).
8. External loadings (from pipework, particularly subsea).
9. Operating cyclic loading and nozzle reinforcements (e.g., as a result of repeated trap
pressurisation and depressurisation).
10. Structural supports and lifting lugs.
11. Wind and seismic loadings.
12. Snow and ice loadings.
13. Blast loading, if applicable.
14. Transportation loads.
15. Pig handling systems (e.g., lifting gantry, pig trays).
16. Permanent or modular skid mounted unit.
17. Trap closure mechanism.
18. Barrel venting/draining rate.
19. Volume of debris (e.g., wax) to be removed and capable of being retained in the trap.
Inspection pigs usually require longer pig traps than utility pigs, which in turn
affects the volume of product that may need to be disposed of before the trap is
opened following a utility pig run.
6.2. Service conditions and code requirements
a. Pig trap is part of the pipeline system, and applicability of pipeline design code should
extend to the trap, pipework, and up to and including the first isolation valve out of the pig
trap.
Local regulations may influence selection of the code break point.
b. Pig traps, including barrel, fittings, and attachments, shall be designed, fabricated, and
tested as part of pipeline system. Pig trap door closure shall be designed in accordance
with relevant pressure vessel codes.
Requirements for pressure vessels are given in GP 46-01, and standard details are
in GIS 46-020. Pressure vessel codes include ASME Boiler and Pressure Vessel
Code Section VIII, Division 1, PD 5500, or BS EN 13445.
c. Design pressure of pig trap shall be no less than pressure of pipeline.
d. Pig trap shall be:
1. Suitable for testing with pipeline.
2. Assessed for stresses during pipeline hydrotest condition and pressure vessel
hydrotest condition, whichever is greater.
e. Pig trap system may be hydrostatically tested either together with or separately from
pipeline.
f. Cyclic loading shall be considered for trap and trap closure mechanism due to temperature
and pressure.
Cases are on record for which there has been pipeline movement due to
ratchetting caused by successive temperature cycles over time.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 28 of 52
g. Maximum design temperature shall not be less than maximum temperature that the pig trap
system could attain or to which it could be exposed during operation, startup, or shutdown.
h. Consideration shall be given to pressure increases arising from thermal gain in the event of
shut-in conditions (e.g., due to solar radiation).
i. A minimum design temperature shall be stated and shall be based on minimum ambient
temperature and on the conditions (e.g., blowdown, which could occur during operations).
j. An internal corrosion allowance should be considered, even if such an allowance has not
been made for pipeline to which it is connected. A corrosion allowance may be required
because of the different internal and external conditions associated with the trap.
6.3. Layout requirements
6.3.1. General
a. Pig traps shall be designed to allow access to the pipeline for inspection and maintenance.
b. Pig traps shall generally be:
1. Located based on overall site risk assessments, considering potential release of
hydrocarbons, potential for ignition, and classification of areas.
2. Adjacent to each other for ease of pigging operations.
Separation distance from launcher closure to receiver closures should be at least
1,5 times the length of the longest inline inspection tool anticipated.
3. Orientated with their end closures pointing away from personnel and critical items of
equipment.
Accidents have occurred resulting in door failure and pigs exiting the pig trap at
high speed.
c. Suitable access space should be provided beyond the end closure door for pig handling.
A covered protection to the trap enclosure area may be required, depending on the
climatic conditions.
d. Suitable access space should be provided for maintenance of equipment.
e. The trap should normally be horizontal, with vertical traps used if space is a premium.
Vertical orientation of the pig receiver is not normally recommended, as debris can
fall and accumulate in the pig trap valve.
f. The elevation of the bottom of the end closure on horizontal pig traps should be
approximately 700 mm (28 in) and not more than 1 100 mm (43 in) above the working
surface to provide sufficient room to slope the drain lines, as well as facilitate easy
handling of end closure and pigs.
g. A platform shall be provided adjacent to any equipment (e.g., valve, pig signallers) that is:
1. More than 1 500 mm (60 in) above grade (centre of the handwheel in the case of a
valve).
2. Used during pigging operations and/or for maintenance.
h. Consideration shall be given to the requirements for handling of contaminated pigs and
displaced solids.
There may be a need for sumps, containment areas, cleaning facilities, and an
ergonomic layout such that contaminated pigs can readily be transferred from the
receiver to the cleaning area.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 29 of 52
i. Pig trap layout should be such that operation and maintenance of equipment, valves, and
instruments shall be possible without temporary ladders and scaffolding.
j. Access ways shall be provided to and from pig storage area.
k. Pig traps shall drain by gravity into appropriate drainage area.
l. Consideration should be given to potential blockage of permanent drains and tanks.
m. If a drain system is not available, provision shall be made for waste to be collected for
disposal to designated disposal area.
n. Adequate lighting shall be provided for pigging operations if 24 hr operations are required.
o. Spading is not recommended as a regular method of providing positive isolation of the
launcher/receiver vessel.
p. Protection of door and locking mechanism from the elements/weather should be
considered for traps in exposed locations and may be subjected to sea spray or debris from
drilling operations.
6.3.2. Onshore additional requirements
a. Pig traps generally should be located at least 15 m (50 ft) away from any type of
equipment that could provide a source of ignition.
b. Pig trap systems should be fenced (either separately or as part of adjoining facilities), and
facilities should be provided for vehicle access.
Access may also be required for lifting equipment, etc.
c. If the facility is unattended, valves shall be secured and locked in their proper position.
d. A catch pit or tray shall be constructed directly underneath end closure with sufficient
volume and surface area to prevent any oil or debris contamination of surrounding ground.
Pit or tray shall be easy to empty and clean and shall have a safe means of access.
The use of a sump instead of a closed drain system may be appropriate if significant
volumes of wax, debris, and unwanted liquids, etc., are removed from the pipeline.
6.3.3. Offshore additional requirements and vertical pig traps
a. Pig traps shall be installed in open areas to ensure adequate ventilation.
b. Vertical pig traps shall have a pig lifting facility.
c. Convenient access to the door locking mechanism should be provided, particularly for
vertical traps in which the barrel and end enclosure are above deck level.
d. A vertical ladder or local stairway shall be provided to allow access between deck levels
local to pig trap.
e. Barrel drain port should be located near main trap valve on vertical launchers.
f. Any branch connection reinforcement shall be designed for minimum weight.
g. Vertical vessels shall have lifting lugs or trunnions to facilitate handling during transport
and erection at site.
h. During each operation, door centralising mechanism/lugs should be inspected to ensure
correct landing of door each time it is used. Any damage to this system shall be repaired as
soon as possible.
6.4. Structural supports and lifting lug design
a. Permanent supports/clamps shall be used to support and restrain pig traps.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 30 of 52
b. Supports/clamps shall be designed to carry the weight of the pig trap system filled with
highest density fluid likely in service (usually water), together with the weight of
intelligent pigs, if applicable.
c. Saddle supports shall be designed to applicable pipeline code or vessel code being applied
to trap.
For ASME Boiler and Pressure Vessel Code Section VIII vessels, see GIS 46-010,
AA 7.2.e.
d. Supports under the barrel should normally be sliding/clamp type to compensate for
expansion of unrestrained part of pipeline.
e. Welded supports, if used, shall comply with applicable pipeline design codes.
f. If there would normally be a potential for corrosion occurring under clamps, isolation
material shall be used between clamp and pipe and provisions shall be made to facilitate
inspection.
Other support requirements may apply to vertical traps.
g. Piping supports may be fixed if design calculations indicate that sufficient flexibility is
incorporated in pipework to compensate for axial and transverse movements of trap.
h. Electrical isolation joints, if used, shall allow sufficient movement to avoid stressing of
joint above its design limit.
i. Supports may need to be electrically isolated if isolated joints are not used.
Typical earthing (grounding) details are given in GIS 46-020.
j. Supports should be positioned such that pig trap valves can be removed for maintenance or
replacement without removal of barrel.
k. Lifting lugs and trunnions shall comply with GIS 46-010.
l. Launchers and receivers shall be bonded into earthing (grounding) grid for facility.
Integrity of the pipeline cathodic protection system shall be maintained.
m. Electrical surge arrestor installation should be considered for insulation joints in
launcher/receiver pipework.
6.5. Pipework and pressure and instrumentation requirements
6.5.1. General
a. Pipework not designed to the pipeline code should comply with ASME B31.3.
b. Closed drain systems should be designed to handle debris flushed from pig traps.
c. Pipework connections should be flanged to allow maximum flexibility during
commissioning and future modification, if required.
d. Pipework should be a minimum of 50 mm (2 in) for robustness. Sizing of drains, vent
lines, and pressure gage tappings shall take account of trapped volume, phase of product,
and risk of blockage.
Pressure gages have produced false readings because of blockage.
e. For pipelines above 350 mm (14 in) and any prone to waxing or other blockage,
consideration shall be given to using 100 mm (4 in) connections off trap to first valve, even
if it is reduced thereafter.
The size of the pipework may be dictated by use of the pig trap during pipeline
testing. In these circumstances, a larger diameter connection may be needed with a
reducer fitted to the line, if necessary.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 31 of 52
f. System interlocks
1. System interlocks or special provisions shall be used to ensure the safety of personnel
operating the pig trap and prevent accidental release of pressure from the pig trap.
Well written, risk assessed, operating procedures executed by competent operating
personnel qualified on the procedures are needed to satisfy the definition of special
provisions.
2. Interlocks should be provided between the closure and isolating valves, namely main
inlet and outlet, vent, and drain isolating valves.
3. System interlocks or special provisions may be incorporated to prevent accidental
opening of both end closure and any valves (e.g., particularly remotely operated pig
trap valves and isolating valves) exposed to pipeline pressure while the trap vessel is
open.
4. The interlock mechanism should allow for precommissioning and commissioning of
the system (e.g., by providing additional keys).
6.5.2. Kicker and bypass lines
The kicker line enables diversion of the pipeline fluid through the barrel to launch
and through the bypass line to receive a pig.
a. For launch traps the kicker line shall be connected to major barrel as close as possible to
the end closure.
b. For receiver traps the bypass line shall be connected as close as possible to the reducer.
For bidirectional pig traps, the kicker line could be located approximately halfway
along the major barrel, or twin kicker lines could be provided.
c. Kicker line should be at least 25% of the pipeline diameter and not positioned at bottom of
the barrel.
The usual positions are 9 oclock, 12 oclock, or 3 oclock on the barrel but not at
6 o'clock.
d. For receive traps where the kicker and bypass lines are more than 50% of the pipe diameter
a barred tee or sphere tee design shall be used.
6.5.3. Balance line
Balance lines prevent the pig from moving forward from the launch position, hitting
and potentially damaging the main trap valve, or moving backwards and losing its
seal in the trap reducer. On receivers, the balance line ensures that the pressure
across the pig is balanced throughout the depressurisation of the trap such that
there is no risk of trapped pressure which could eject the pig if the door is opened.
There have been fatal accidents because of this.
a. Launchers shall have product balance lines to enable barrel to be filled and pressurised on
both sides of pig at the same time.
b. Receivers shall have balance lines or vents as specified in 6.5.6 to ensure depressurisation
on both sides of pig.
c. Balance line that branches off from kicker line shall be connected to minor barrel as close
as possible to the pig trap valve.
6.5.4. Pressurising lines
a. Pressurising lines should be provided around kicker valve and mainline bypass valve to
facilitate pressurisation of pig trap.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 32 of 52
b. Size of pressurisation lines should be appropriate for line size.
6.5.5. Drain line
a. Drain lines that may be prone to blockage and minimum size of pipework shall comply
with 6.5.1.d and 6.5.1.e.
b. Potential for blockage shall be addressed in the risk assessment and pressure rating for the
system.
c. For pipelines larger than 305 mm (12 in), minimum size of pipework shall be 100 mm
(4 in).
If line is in clean service products, a smaller diameter may be used.
d. Provision shall be made for flanges and break points to add extra connections and
temporary tankage or to clear blockages.
e. Dead legs shall be avoided.
f. The barrel drains shall:
1. Be located near trap end closure on horizontal launchers.
2. Be located near main trap valve on horizontal receivers susceptible to presence of
liquids.
3. Have two drain points located together near the trap end closure and be separated by
half a sphere diameter on receivers that are sloped for sphere pigs such that drains
cannot be blocked by the spheres.
g. Barrel drain lines should be sloped at least (1:300) towards closed drain system or
designated open drain.
h. Drain point near end closure shall have a 50 mm (2 in) branch connection incorporating a
25 mm (1 in) telltale valve to provide a means to check that liquid is drained before
opening the end closure.
i. If pig traps are used for both launch and receive operations, special requirements apply.
6.5.6. Vent/flare/blowdown lines
a. A vent line shall be provided to vent/purge the barrel. The vent should be connected to a
drain or vent system to minimise the potential for ignition.
The position of vent lines on vertical traps may result in pockets of trapped air if
operating in liquid service. Operational procedures may require bleeding air from
the system prior to full pressurisation.
b. Barrel blowdown/vent lines shall be at least 50 mm (2 in) and positioned near trap end
closure or the highest point on the trap barrel assembly.
c. Vent lines shall also be positioned near pig trap valve to ensure depressurisation behind a
pig in the event of being stuck in minor barrel.
The latter recommendation particularly applies to horizontal pig traps and sphere
launchers/receivers.
d. High pressure gas systems shall have a blowdown line, incorporating a globe valve or
restriction orifice, for controlled depressurisation.
Note: If a restriction orifice is used in the vent line, pipework
upstream of orifice should be designed and hydrotested to
withstand full line pressure.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 33 of 52
e. Pig traps can contain air or air/hydrocarbon mixtures, which shall be taken into account if
connecting to flare systems.
6.5.7. Other service lines and storage facilities
Service lines may be required for air, water, steam, and nitrogen for purging of the
pig trap, etc.
a. Facilities shall be provided for cleaning and purging of sand, wax, and debris from
receivers and launchers. Facilities may include nozzles for the injection of steam or hot oil
for the removal of residual wax.
Dedicated tankage may be required to receive contaminated product at the receiver
trap.
For example, chemical treatment slugs and pig clouds generated at the interface
between different refined products.
b. Chemical injection points shall be fitted as illustrated in Figure 2. See 6.1.
This is required for injection of chemicals used in batch processes, etc., product
separation, and gel pigs.
6.5.8. Thermal relief and pressure gages
a. Thermal relief valve shall be provided at trap locations in which the anticipated shutin
pressure of the product could possibly exceed the design pressure of the trap (e.g., as might
arise from solar radiation in liquid pipelines).
b. Pressure gages with a gage dial of 100 mm to 150 mm (4 in to 6 in) diameter shall be
located at the 12 oclock position on the barrel to be visible to trap operator.
The gage is normally positioned near the end closure, but other locations to
consider include positioned on the neck piping, downstream/upstream of the trap
bypass valve, and downstream of the mainline trap valve.
Requirements about fitting details are given in GIS 46-020.
6.5.9. Pig passage indicators
a. Pig passage indicators shall have a mechanism that provides a position indication that a pig
has passed and that can be installed, removed, or replaced without pipeline shutdown.
Optional types of indicators to consider include temporary external nonintrusive
electrical, manual/electrical, extended lengths.
b. Pig passage indicators shall be bidirectional, installed flush with the internal pipe wall, and
retractable/replaceable under pressure.
They may have a micro switch for remote signalling and may include an external
temporary mount for pig tracking.
c. Pig passage indicators
1. Pig passage indicators shall be considered on both sides of the main trap valve.
2. On launchers, one sited upstream of the mainline trap valve and one sited downstream
of the mainline valve at a distance at least the length of longest pig anticipated to
confirm the pig has left the trap and valve.
3. On receivers, one sited on the trap neck piping and separated upstream from the
mainline trap valve by a distance that is equal to the length of the longest pig
anticipated to confirm receipt of the pig and that the pig has cleared the valve.
4. An indicator should be provided upstream of the main pig trap isolation valve to
confirm arrival of the pig at the installation.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 34 of 52
6.6. Valves
6.6.1. General
The general issues of isolation and valve type selection for pig trap valves are
covered in detail in GP 43-35, GIS 43-351, and GIS 43-352. General requirements
on valve type selection are provided in GP 62-01.
a. Double block and bleed isolation is required for any pigging operation. Preference is
always for two separate pig trap isolation valves, especially for pipelines in which pigging
is a frequent activity or critical to ongoing operations and failure of a seal cannot be
tolerated.
b. A strategy shall be developed to facilitate maintenance or replacement of pig trap isolation
valves.
c. Isolation of the main pig trap should be designed to facilitate maintenance and/or future
modifications to the pig trap and pig trap isolation valve without a pipeline shutdown.
This can mean inclusion of sufficient distance between the receiver/launcher main
trap valve and the local bypass tee to allow setting of a remote setting plug to
provide isolation, if a second valve is not available.
d. Appropriate valve seats shall be selected for the particular service conditions.
This is affected by the type of service (e.g., solids content and chemical) and degree
of leak tightness required (e.g., LPG).
6.6.2. Pig trap valve
For mainline valves on sphere traps, consideration shall be given to designing for multisphere
launching with or without automated valve actuation.
Such arrangements require careful design and have proven troublesome in the past
due to spheres hitting the valve and damaging the seats.
6.6.3. Other valves
a. The bypass valve shall be a tight shutoff ball, lubricated balanced plug valve, or slab type
gate valve.
b. Kicker line valves in gas service shall be capable of withstanding high velocities if used in
throttling mode against differential pressure. Kicker line valves shall also be capable of
opening against differential pressure and providing acceptable shutoff.
c. Lubricated balanced plug valves are recommended. Metal seated ball valves are also
acceptable.
d. If there may be a throttling requirement, soft seated ball valves and gate valves of any kind
shall not be used for this duty.
Gate valves have no effect on flow until they are almost closed but generate high
velocities. Soft seated ball valves may suffer damage to the soft seat insert.
e. Pressurising valve arrangements shall include an isolating valve and, preferably, include a
throttling valve.
f. Isolating valve shall be installed on bypass line side for tight shutoff of the pressurising
line, and the throttling valve shall be installed on the balance line side to control the flow
in the pressurising line.
g. A balance valve shall be provided in the balance line such that flow can be diverted behind
the pig by closing balance valve.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 35 of 52
h. Drain valves for receivers shall be quarter turn valves having a high degree of abrasion
resistance, such as tungsten carbide coated ball valves and stellite/carbide coated balanced
plug valves.
Receiver drain valves usually have to cope with highly abrasive service.
i. Vent valves may be globe type but shall have a tight shutoff isolation valve (soft seated
ball or balanced plug) in series.
j. For gas service, blowdown valve shall be a tight shutoff ball or balanced plug valve with a
downstream globe valve or orifice restriction.
k. A 50 mm (2 in) isolating valve and a 50 mm (2 in) check valve shall be installed in purge
connection, if applicable. The isolating valve shall be installed on the barrel side for tight
shutoff of purge connection.
The check valve is intended to prevent hydrocarbons entering the purge/flush line.
l. Chemical injection connection, if required, shall include a tight shutoff valve of minimum
diameter of 50 mm (2 in). Diameter of the connection shall be at least 50 mm (2 in).
m. For LPG service, a double valve arrangement shall be installed in each drain and vent.
Second valve in a double valve arrangement shall be placed sufficient distance apart from
the first to provide an alternative means of closing the line.
This is because the first valve may freeze, preventing it from being closed.
n. Unless isolating valves are provided on each side, modified ball valves having a side entry
point that allows the insertion and removal of pigs shall not be used on a live system.
At least one valve manufacturer offers such modified ball valves that, while offering
some operational facility, only provide single isolation between operator and the
live process.
6.7. Barrel design
6.7.1. General
a. Trap barrel shall be capable of launching one and receiving two standard cleaning or
batching pigs.
b. For launchers, the length of the barrel shall be sufficient to launch the longest ILI pig
anticipated (See Figure 2).
Development of crack detection tools may require the use of longer inspection tools
than are currently available.
c. For receivers, the length from the taper to the main valve shall be at least as long as longest
pig. Total length of the major and minor barrel should be greater than the longest pig or the
cleaning pig and maximum amount of debris (see Figure 3).
d. For receivers, the length of pipe before expanding into the barrel shall be sufficient to
ensure that the ILI tool fully passes through the receiver isolation valve.
e. The major barrel shall be at least D plus 50 mm (2 in) for D less than or equal to 400 mm
(16 in).
f. For larger diameter, the major barrel shall be at least D plus 100 mm (4 in).
g. The trap reducer shall be:
1. Eccentric design for horizontal traps without an internal tray or basket and for
inclined launcher traps (with the bottom of the entire barrel at the same level).
2. Concentric design for vertical traps, inclined sphere receiver traps, or horizontal traps
with an internal tray or basket.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 36 of 52
h. Internal diameter of the minor barrel (neck pipe) shall be the same as that of the pipeline.
i. If a trap may be used for facilitating hydrotesting or commissioning, an additional
connection with a blind flange may be added.
j. Transitions in the internal diameter due to wall thickness variations greater than 2,4 mm
(0,094 in) shall be tapered to a minimum angle of 14 degrees to the pipe axis to allow for
the smooth passage of pig.
k. For horizontal receivers, barrel should be sloped (typically 1:100) down towards the drain
at the end closure to improve draining of liquids from barrel.
l. Horizontal launchers should be sloped (typically 1:100) down towards the pipeline.
m. Sleeves may be required to facilitate launching in concentric vertical traps or if multiple
module tools are used.
n. Sleeves may be used to facilitate launching of separate cleaning tools to avoid the need to
open the pig trap between launches.
o. Universal pig traps may be used in some locations. These can be used to both launch and
receive pigs.
p. Sleeves and specialist launching systems may be used to facilitate multiple launches
without the need to open and close pig trap between each launch.
q. Length of the receive pig trap needs to be able to accommodate all pigs launched together
with any products or debris that may be removed.
r. If automatic sphering is intended:
1. Major barrel length for launching and receiving shall be based on the number of
spheres to be handled.
2. Launcher barrel shall be inclined at sufficient angle to allow spheres to roll forward
for launching and launcher barrel shall include retractable launcher pins.
3. Receiver barrel shall be inclined at sufficient angle to allow spheres to roll away from
the minor barrel/reducer.
The minimum angle of inclination depends on the diameter of the pipeline and may
range between 2 degrees and 10 degrees to the horizontal.
s. Sphere release mechanisms, depending on environment location and pigging schedule,
shall be of the mechanical finger, flap, or valve type.
Mechanical fingers are not practical for use with traps in which the spheres exceed
500 mm (20 in). This is because of the high loads that a large sphere can exert.
6.8. Pig trap end closures
6.8.1. General
There have been a number of significant failures associated with pig trap end
closures resulting in fatalities and release of hydrocarbons. These failures are
attributable to design, operating, and maintenance practices.
a. End closure of new traps shall be designed in accordance with functional and safety
requirements of the pressure vessel code.
For example, ASME Boiler and Pressure Vessel Code Section VIII, Division 1,
UG-35.2b.
b. New trap closures shall have a double locking mechanism to prevent opening of closure
under pressure.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 37 of 52
c. Recommended trap closures for new construction and replacement closures on existing
launchers and receivers are one of the following:
1. GD Engineering BANDLOCK2 type, which has a duplex stainless steel conical band
fitted between the door and neck to transmit loads uniformly to the full 360 degree
circumference of the neck.
2. Pipeline Engineering (PE) (UK) ROC which is similar in design to the GD
engineering closure.
Double locking refers to redundancy in the mechanical retention system such that
failure of any component will not cause accidental release of the closure door. It
does not refer to interlock systems that are used to manage operational sequences.
d. Guidance on end closure selection and testing requirements is given in Tables 3 and 4.
e. Closure mechanisms involving the use of external clamp rings and threaded screws are not
preferred but specific TDW, FAI, and LTS end closures are acceptable. Guidance on the
use of external clamp type closures, including three acceptable vendors is provided in
Annex B.
These designs have lead to significant failures resulting in uncontrolled releases of
hydrocarbons. If these designs are in current use, special operating and
maintenance procedures are required. Annex B provides further requirements for
safe application.
f. Corrosion resistant overlays shall normally be provided on sealing surfaces.
There have been a number of failures of end closures due to corrosion pitting on the
seal surfaces. If this type of failure could occur either due to the pipeline contents or
the external environment, use of overlays is recommended.
6.8.2. External clamp ring closures
a. Closure mechanisms involving the use of external clamps and threaded screws shall only
be used if all of the following design conditions apply or have been verified:
1. Full redundancy/safety system of the screws is achieved, as required in ASME Boiler
and Pressure Vessel Code Section VIII, Division 1, Mandatory Appendix 24, such
that even if the screw fails in service, the redundancy device would safely
accommodate the loading. Redundancy device shall be designed for the same loading
as the screw(s) and using the same design method.
2. Redundancy device is connected to the interlock arrangement such that the
redundancy device cannot be removed while the trap is under pressure.
3. The screws are subject to the full stress analysis required by ASME Boiler and
Pressure Vessel Code Section VIII, Division 1, Mandatory Appendix 24, including
requirements for minimum angles and friction coefficients.
4. Supporting devices for the screws, including trunnions, brackets, hinges, and webs,
are designed for the full screw load in accordance with the pressure vessel
calculations.
5. If friction coefficients are critical to design and screw loads, the coefficient of friction
shall be determined by practical trials.
6. Screws shall be subject to strain gage testing during factory tests to demonstrate that
the actual screw loads are less than the calculated values and that changes in stress
with pressure are as predicted.
7. During operation, screws shall be examined in accordance with manufacturer
recommendations to ensure that they are fit for continued operation and are not
excessively worn and have not been over strained.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 38 of 52
8. Closure clamp angles (in radians) shall be less than the coefficient of friction used in
design.
9. A full finite element analysis of closure shall be conducted and all deflections and
rotations shall be assessed to demonstrate that design assumptions remain valid under
application of pressure (e.g., clamp angles are not changed significantly by the
pressure loading).
10. Controls exist to ensure that tie rod cannot be overloaded during the preloading
operation (e.g., torque limiting devices).
Note: 1 through 10 are required even if the manufacturer claims
satisfactory previous designs.
b. Existing end closures of this type shall be surveyed to identify components that could
affect loading on the parts (e.g., wear, tolerances, out of alignment, damage). If the
condition is acceptable, it is recommended that a redundancy device(s) be fitted, if not
previously equipped.
c. If an existing bolted external clamp end closure is non-compliant with 6.8.2.a, one of the
following actions shall be taken:
1. Replace the trap end closure or the entire trap.
2. Conduct a formal review of pig trap operating procedures to ensure minimal risk to
personnel using the existing trap.
Determine whether pressurisation of pig traps can be achieved safely without
having to operate valves in the immediate vicinity of closure.
3. Modify the pressurising system to enable valves to be operated at a safe distance from
the closure).
6.8.3. End closure design and testing requirements
a. The design shall include:
1. Pressure vessel calculations and supporting stress analysis, typically in accordance
with ASME Boiler and Pressure Vessel Code Section VIII, Division 2, Part 4.
2. If the design is justified by calculation, a full design file shall be provided.
3. Sealing areas and joints shall be assessed for relative displacement, deflection,
opening, and/or closing of gaps.
4. A full finite element analysis shall be provided for any new design.
5. Use of materials other than those listed in the relevant pressure vessel codes shall be
subject to agreement with BP. Allowable stresses for these materials shall also be
subject to agreement with BP.
b. End closure testing
1. Additional requirements, to the ones listed in Table 3, apply if the size and pressure
rating are above the current range of operating experience.
2. Proof testing, typically in accordance with requirements provided in ASME Boiler
and Pressure Vessel Code Section VIII, Division 1, UG 101, is given in Table 4.
3. Test reports and evidence of successful relevant operational experience of the closure
shall be established.
c. Design and testing requirements for closures up to 1500 ANSI are summarised in Table 3.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 39 of 52
Note: Additional requirements apply if the required pressure rating
is above 1500 ANSI.
Table 3 - Pig trap closure design requirements
Size and pressure size and
pressure made before of same
design.
Size and pressure above those
made before but < 1,2 x size
and pressure.
Size and pressure > 1,2 x
size and pressure made
before or any new design.
GD, PE, and other
internal and
approved type
closures
Review track record. Check
design calculations. Design in
accordance with ASME VIII,
Div 1 or 2, and App 24
requirements. Supporting
calculations and FEA to be
included. Satisfactory experience
without calculations is NOT
acceptable. Independent design
review optional.
Design verified by scaling
previous designs. Review shall
include detailed design,
stresses, strains, clearances,
extrusion gaps by scaling.
Design verified by scaling.
Independent design review
recommended.
Full design review in
accordance with ASME VIII,
Div 2 Part 4, including full
FEA of all parts, checking
stresses, deflections,
extrusion gaps, deflections
and fits. Independent design
review required.
External tie rod
type (non-
preferred option)
Full design review in accordance
with ASME VIII, Division 1, or
ASME VIII, Div 2 with FEA. Tie
rods shall have redundancy, and
design parameters of App 24
(including minimum angles) to be
adopted. (See design section).
Satisfactory experience without
calculations is NOT acceptable.
Independent design review
required.
Full design review in
accordance with ASME VIII,
Div 2 App 4, including full FEA
of all parts, checking stresses,
deflections, extrusion gaps,
deflections and fits. Backup
design in accordance with
Div 1 App 24 also.
Independent design review
required.
Not permitted unless agreed
otherwise.
Note:
Term size and pressure refers to product size in mm/inches and pressure in bar/psi.
d. End closure safety and operating gear shall be designed to ensure safety in operation and
comply with the following:
1. Failure of any single component of the locking and holding mechanism shall not lead
to release of closure.
2. Locking mechanism shall incorporate redundancy of critical components.
3. At least one positively located safety bleed device shall be provided on the door to
relieve any residual pressure before the door can be opened.
4. Any release of residual pressure shall be directed away from the operator.
5. Visual examination of the security and integrity of the locking and holding elements,
if in the closed position, shall be enabled.
e. Allow for full maintenance, including greasing and realignment of mating surfaces in situ.
f. Manually operated closures shall be easy to operate by one person using hand tools only.
g. Door closure mechanism shall be able to be maintained without removal of whole trap.
h. Pig trap door should have mechanical device to ensure that the door cannot be accidentally
dislodged from mountings.
i. Materials for appurtenances, including bleed valve, hinges, locking, and holding
mechanisms, shall be selected to provide good environmental corrosion resistance, as well
as long term reliable operation.
j. If required, end closure shall be suitable for vacuum conditions.
This is to allow the pipeline to be vacuum dried.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 40 of 52
Table 4 - Pig trap closure test requirements
Size and pressure size
and pressure made before.
Size x pressure < 1,2 x size and
pressure made before.
Size and pressure > 1,2 x size
and pressure made before.
GD, PE, and
other internal
type closures
Hydrotest in accordance
with the design code
followed by a leak test at a
minimum of 1,1 x design
pressure at least two cycles,
using water for liquid service
traps and gas
(nitrogen/helium) for gas
service traps. Check seals
and all moving parts for
extrusion and degradation
after test.
Hydrotest in accordance with the
design code. Check for any
shakedown and dimensional
changes after pressure test. Check
dimensions for any deformation
and clearances against design
valves. After hydrotest, leak tests at
1,1 x design pressure, 5 cycles
minimum, using water for liquid
service and gas (nitrogen/helium)
for gas service traps. Check seals
and moving parts for extrusion and
degradation after test.
Hydrotest in accordance with the
design code, with strain gages in
critical stress locations. Check for
any nonelastic behaviour during
test and for any inconsistencies
between strain gage and
theoretical stress values. Check
for any shakedown and
dimensional changes after
pressure test. Check any
deformation and clearances
against design valves. After
hydrotest, leak test at 1,1 x
design pressure, 10 cycles
minimum, using water for liquid
service and gas (nitrogen/helium)
for gas service traps. Check
seals and moving parts for
extrusion and degradation after
test.
External tie
rod type
(nonpreferred
option)
Hydrotest in accordance
with the design code. Tie
rod(s) to be strain gaged
during hydrotest, and strain
values judged against
design values. Note:
redundancy device to be
removed during strain gage
test of tie rod. After
hydrotest, leak test at a
minimum of 1,1 x design
pressure at least 5 cycles,
using water followed by
5 cycles on gas
(nitrogen/helium) for gas
service traps. Redundancy
device removed for water
tests, and installed for gas
tests. Check seals and all
moving parts for extrusion
and degradation after each
cycle.
Hydrotest in accordance with the
design code, with strain gages in
critical stress locations including tie
rods. Note: redundancy device to
be removed during strain gage test
of tie rod(s). Check for any
nonelastic behaviour during test
and for any inconsistencies
between strain gage and
theoretical stress values. Check for
any shakedown and dimensional
changes after pressure test. Check
any deformation and clearances
against design valves. After
hydrotest, leak test at a minimum of
1,1 x design pressure at least
10 cycles, using water followed by
10 cycles on gas (nitrogen/helium)
for gas service traps. Redundancy
device removed for water tests and
installed for gas tests. Check seals
and moving parts for extrusion and
degradation after each cycle.
Not permitted.
Note:
Term size and pressure refers to product size in inches/mm and pressure in psi/bar.
k. Closure hinges and locking mechanisms shall be suitable for repeated operation.
Failures of pig traps have occurred due to mechanical wear after period of time.
l. Fatigue calculations shall include the end closure.
m. Fillet welds and the hinges shall be fabricated, designed, and mounted to prevent sagging
of the door, if opened, over the specified design life of the pig trap end closure.
n. Blind flanges shall not be considered for frequently used trap end closures.
Blind flanges are sometimes useful for temporary or infrequently used pig traps.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 41 of 52
6.9. Materials, fabrication, welding, and marking
6.9.1. Materials
a. Materials shall comply with the pipeline design code. Materials selected shall be suitable
for the design minimum temperature for pig trap.
b. For sour service applications, GP 06-20 shall apply.
c. Plate and forged materials are preferred for manufacture of pig traps.
d. Plate may be subject to HIC testing for sour service applications.
e. Castings shall only be allowed if:
1. Suitable NDE is applied, including volumetric.
2. Repaired welds are mapped.
3. No weld repairs require removal of more than 25% of the weld thickness.
4. A pilot casting approach has been used.
5. Pouring simulations/finite element analysis of the method has been used.
f. Flanges shall be specified in accordance with ASME B16.5 or MSS SP-44, as appropriate
according to size, and shall be the same as those of connected pipeline.
Requirements on bolt tightening is given in GP 46-01, Annex Q.
g. Fittings shall comply with ASME B16.9 or MSS SP-75 as appropriate. Threaded
connections shall not be used.
h. Attention shall be given to the compatibility of any weld end pup pieces with the pipeline.
6.9.2. Fabrication
a. Fabrication shall comply with applicable pipeline code or GIS 46-010 and GP 46-01.
b. Fabrication shall take into account tolerances required for door closure, timing of any
required heat treatment, and machined finish.
c. The inside of the trap shall be free from obstructions that could prevent the free rolling of
spheres or travel of pigs or carriers.
d. External nonmachined surfaces shall be coated.
e. Machined surfaces shall be suitably coated to prevent corrosion and shall be protected
against damage during transport, storage, and installation.
f. If the end closure is manufactured by a different vendor than the pig trap fabricator, the
end closure shall be fully inspected in accordance with manufacturer recommendations to
ensure that the end closure functions correctly and has not been damaged.
6.9.3. Marking
a. A stainless steel plate shall be fitted to end closure with permanent marking stating that the
operator shall refer to the manufacturer instructions for the safe operation of the closure.
Typical nameplates for pressure vessels are given in GIS 46-020.
b. Each pig trap shall have a nameplate with the following information:
1. Name of the pipeline in which the trap is installed.
2. Vendor name.
3. Order number and date.
4. Year of manufacture.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 42 of 52
5. Design pressure.
6. Maximum and minimum design temperatures.
7. Test pressure.
8. Weight empty.
9. Class of flange connections.
6.9.4. Inspection and hydrotest of new and refurbished traps
a. Inspection shall be performed in accordance with applicable requirements of the code.
Additional requirements may be required for thick material and low temperature
applications in accordance with GIS 46-010.
b. Parent material for the main barrel, reducer, and neck shall be subject to 100% visual
inspection.
c. Radiographic examination should be by X-ray.
d. Ultrasonic examination shall be used for pig traps intended for onerous service and for
wall thickness over 30 mm (1,2 in).
e. Surface examination shall be by wet magnetic particle.
f. End closure, mating clamp and flange machined surfaces, door hinges, hinge attachments,
and locking mechanisms shall be subject to magnetic particle inspection (or dye penetrant
inspection if fabricated from nonmagnetic materials).
g. Hydrotest shall be performed with clean fresh water at a temperature not lower than that
permitted by the code.
h. Duration of the test shall comply with applicable code and be at least 1 hr.
i. Any gaskets to be supplied with the pig trap shall be replaced with new ones following the
hydrotest.
j. Closures intended for gas service shall be subject to a gas leak test of 1,1 times design
pressure as part of the factory acceptance test and following the hydrotest.
k. Leakage rates shall be assessed using helium trace and acceptance criteria shall be
0,14 m
3
/yr (5 scf/yr).
6.9.5. Inspection and testing of existing pig traps
a. Pig traps shall be inspected and revalidated for continued operation at regular intervals not
normally exceeding 5 yr. Local regulations, requirements, or service conditions may
require more frequent inspection and testing.
b. Inspections shall be performed by a competent engineer, who shall make reference to the
manufacturer recommendations for inspection and maintenance of end closures.
c. Revalidation may require periodic hydrotest in accordance with manufacturer
recommendations.
7. Special applications
7.1. Subsea traps
a. Permanent subsea traps should be avoided, if possible.
Subsea traps are difficult to maintain and may require a large protection structure.
b. Design should comply with the applicable pipeline code and ISO 13628-1.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 43 of 52
This may apply additional restraints on material selection and requirements for
marking.
c. Valves requiring onsite subsea operation shall be ROV operable.
The standard interface with ROV should comply with the applicable pipeline code or
ISO 13628-8.
d. Anchor points shall be provided to assist pig loading and unloading.
7.2. Pigging of flexibles
The following features of flexibles affect the choice of pigging:
Some flexibles have a corrugated stainless steel inner carcass, as opposed to a
smooth polymeric liner.
This has the following implications:
To reduce fluid bypass, a double cup arrangement is recommended.
The stainless steel carcass can be damaged or contaminated if incompatible
materials, such as carbon steel wire brushes or gaging plates, are used.
Nominal pipe dimensions are referenced to the ID rather than the OD, which means
that the nominal bore is likely to be significantly different than that of the
corresponding steel pipe. There may be further ID reductions at the end connectors.
The complicated construction makes interpretation of intelligent pigging by MFL or
UT difficult and suitable inspection techniques are in development (e.g., by use of
eddy current sensors).
No limitations on minimum radii are required, since the minimum bend radius of
flexibles is usually greater than that for pigging.
7.3. Tanker/barge loading lines
a. For some pipelines that may have been installed with only one pig trap, pigging shall be
performed from one end only. If tethered tools are used, safe isolation procedures shall be
used.
b. Pigging of the line requires use of bidirectional pigs and capability to reverse the flow, or
tethered pigs should be used.
c. The following factors shall be taken into consideration if determining the piggability of a
line:
1. History of the line.
2. Means of reversing the flow and associated modifications required to the line.
3. Space and equipment requirements needed for the pig trap if not already installed.
4. The scope to use gel pigs rather than conventional pigs to minimise intervention for
debris removal.
7.4. Temporary pig traps
a. If temporary pig traps are used on several systems, a record shall be maintained of where
and if the traps have been used.
b. Traps shall be visually inspected before each use, with periodic revalidation.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 44 of 52
Annex A
(Informative)
Recommended pig trap closures
Table A.1 and Table A.2 are current recommended pig trap end closures and their potential
operation range based on information provided by vendors.
a. Cells marked with indicate that a design is available with supporting design
documentation and test verification data.
b. Cells marked with ? indicate that a design is available, but further verification and
testing is required.
c. Cells marked with X indicate that no design is currently available.
Table A.1 - GD Engineering (GD): Type BANDLOCK 2
ANSI class
Diameter
(in)
150/300 600 900 1500 2500/5000 10000 15000
< 6 X X
8 to 12 X X
14 to 20 X X
22 to 24 ? X X
26 to 30 X X X
30 to 32 X X X
32 to 36 X X X
36 to 40 ? X X X
42 to 46 ? X X X
46 to 52 X X X X
52 to 56 ? X X X
56 to 60 ? ? X X X X
60 to 72 ? ? X X X X
Table A.2 - Pipeline engineering (PE)
ANSI class
Diameter
(in)
150/300 600 900 1500 2500/5000 10000 15000
< 6 ? ? X X
8 to 12 X X
14 to 20 X X X
22 to 24 X X X
26 to 30 X X X
30 to 32 ? X X X
32 to 36 ? X X X
36 to 40 ? X X X
42 to 46 X X X X X X X
46 to 52 X X X X X X X
52 to 56 X X X X X X
56 to 60 X X X X X X X
60 to 72 X X X X X X X
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 45 of 52
Annex B
(Informative)
Tie rod type design pig trap closures
B.1 Qualification of use requirements for FAI, LTS, and TDW
B.1.1 Introduction
a. There have been isolated failures of pig trap doors on BP assets. Most of the failures have
been with closures that have external tie rods securing the doors. While they are not the
preferred type, it is likely they will remain in service as such issues with potential
enclosure failure need to be noted and addressed. This Annex summarises the findings.
b. The tie rod type closure can work reliably, including applications on high pressure and
large diameters, as verified by the reliable operation of several 1 m, 34 MPa (42 in,
5 000 psi) rated closures.
c. The closure designs manufactured by Fauske & Associates, Inc. (FAI), Ledcor Technical
Services (LTS), and T.D. Williamson (TDW) are used in a number of BP facilities
globally. A detailed design review was conducted to clearly understand the designs,
potential limitations, and compliance with this GP.
B.1.2 What are the main issues?
a. Closures should be built in accordance with the pre 2007 edition of ASME Boiler and
Pressure Vessel Code, Section VIII, Division 1, Mandatory Appendix 24.
b. Most closures quote general design compliance but do not address the requirement to
include a redundancy device/retainer to act in parallel with the tie rods, as described in
ASME, 24-1 (f) of Appendix 24.
c. The use of nonlisted materials (i.e., those not listed in ASME Boiler and Pressure Vessel
Code, Section II) seem to be fairly commonplace, although vendors can usually design and
manufacture using listed materials if instructed.
d. The design using listed materials (i.e., lower strength) is usually heavier than design using
nonlisted and stronger materials.
e. If nonlisted materials are used, the designer generally uses the methods in ASME for
derivation of allowable stress, even though the materials are not listed.
f. ASME only permits use of listed materials. This means that closures made from nonlisted
materials cannot be U stamped. The LTS closure on Thunder Horse is designed this way
(i.e., using nonlisted materials but deriving stress intensity values from the methods used in
ASME Boiler and Pressure Vessel Code, Section II).
g. A review of accident reports indicated that none of the tie rod type closures that failed have
had redundancy devices fitted.
h. Failures have been the same common to one another: improper makeup of the clamp
and/or wear. If the clamp is not made up properly, the door separates from the barrel under
pressure. The change of door position loads the clamps further and often changes the
contact angle between hubs and clamp, which in turn increases the tie rod load. If the tie
rod then stretches, the clamp opens further, leading to failure and eventual door opening
(see sketches in B.1.6.2).
i. If BP stipulates that redundancy is required, most vendors can offer some device, but
design of these may be crude and/or not fully developed.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 46 of 52
j. A carefully designed redundancy device could incorporate a system that ensures proper
assembly of the tie rod components. Device should be designed such that, if the tie rods
and parts are not correctly positioned, the redundancy device would not engage.
B.1.3 Design of tie rod and associated fittings
The tie rod is required to fulfil three requirements:
a. To provide sufficient preload to ensure the gasket is compressed such that a seal is
produced. In some joints, notably with soft seals, the gasket requires no preload.
b. To provide sufficient compression such that the joint remains tight under the action of
pressure (the m factor in the ASME calculation). In some joints, notably with soft seals,
the joint requires no preload.
c. To be able to withstand the forces acting on it due to the pressure inside the barrel.
B.1.4 Gasket compression
a. There are two basic types of gasket: metal and soft/O-ring.
b. LTS closure generally uses a metal seal and the FAI and TDW closures use O-ring seals.
c. The sealing stress on the metal seal is significant, typically 69 MPa (10 ksi), but the O-ring
seals require zero or virtually zero sealing stress.
d. Generally, the metal gasket requires a significant movement to provide the required sealing
stress as the gasket is mechanically compressed, requiring considerable load over a
considerable distance.
e. The soft seals can be brought virtually to the required contact with minimal compression
force.
B.1.5 Tie rod loading
a. Again, there are two design concepts: designs that have preloaded tie rods and those that
have low or zero preload. The need for preload depends heavily on the nature of the design
of the clamp and the type of seal used.
b. If pressure is applied to the closure, generally, two things occur, the closure opens slightly
and tie rod becomes loaded by the pressure. The degree of loading in the tie rod due to
pressure depends greatly on the angle of the clamp faces, and these vary from design to
design.
c. Clamp angles
1. The greater the clamp angle, the greater the tie rod load due to pressure, with
theoretically zero load if the angle is zero.
2. The clamp angles are acting as a gear, with small angles providing high load and
small movement, with minimum risk of back driving while large angles give bigger
movement, lower loading, and higher risk of back driving.
3. At an angle of zero, there is no risk of back driving, but there is no compression
applied to the faces by the clamp.
d. Metal seals seem to require a larger angle that provides a compressive load over a longer
movement such that the gasket compresses adequately as the joint is assembled.
e. Ratio of clamp movement to door movement is approximately 2:1 on a 15 degree angle
and approximately 10:1 on a 3 degree angle.
f. Designs that have small angles, like the FAI design, only require sufficient preload to
ensure that the joint stays closed by the action of pressure. This will be a fairly small angle,
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 47 of 52
and the joint does not require any significant movement to close, only the small
compression of the O-ring.
g. The TDW design has no requirement for any preload. The joint is mounted on a radial
spigot, so even if the joint separates, the O-ring should still function.
B.1.6 Clamp angles
B.1.6.1 General
a. The clamp angle dictates the type of loading on the door and tie rod. The larger the angle,
the higher geared is the translation from tie rod load to joint load.
b. At zero degrees, there is no translation from tie rod load to joint face. See the following
table.
Angle Preload on joint faces Effect of pressure on joint
face
Note
Large (typically 15 degrees)
LTS closure.
Relatively large movement
of joint faces as joint is
tightened. Good gasket
compression.
Tie rod can be back driven
by pressure causing loads.
In most cases, the preload
will be intended to be
greater than the separation
force.
Small angles (typically 3 to
5 degrees). FAI type
closure.
Relatively small movement
on the joint faces as the rod
is tightened.
Tie rod unlikely to see high
back driving forces, as
angle is less than or equal
to friction angle.
This type of joint requires
only a small preload.
Zero Angle. TDW type
closure.
No movement of joint face. No back driving of tie rod by
pressure.
No preload required.
B.1.6.2. Sketches of clamp angle types
Large angle: LTS Small angle: FAI Zero angle: TDW
B.1.6.3. Redundancy in tie rod
If angles are large, there is a greater risk of back loading of the tie rod from pressure. This
means that LTS design inherently has a greater requirement for the redundancy device than FAI
and or TDW designs.
B.1.6.4. What are the risks?
a. Tie rod designs are susceptible to the same basic problem, although the detail of the
problem varies from design to design.
b. If the joint is worn, damaged, too weak, or not made up correctly, there is a very real risk
that the design contact angles are changed. In most, if not all cases, the contact angles
increase significantly as pressure is applied, and the tie rod load increases as a result.
c. Typical examples are as follows:
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 48 of 52
Clamp in contact with outside of hubs, on radius,
increasing angle (topping out).
Misalignment causing localised deformation: increasing
angle.
Clamp in contact with inside of hubs, on radius, increasing
angle (bottoming out).
Deformation increasing angles: weak design.
d. From these four load cases, it can be seen that there is usually a tendency for the contact
angle to increase above the design value.
e. In each load case, if pressure increases the tie rod load, the joint could separate further.
f. As the joint separates, the angle may increase, further loading the tie rod, opening the joint
further until eventual release of the closure.
B.1.6.5. Materials
a. The use of the ASME Boiler and Pressure Vessel Code, Section VIII design method in
combination with nonlisted materials is fairly commonplace for high strength materials,
particularly on pipeline components.
b. The approach taken by LTS is reasonable (i.e., using a stress intensity of the lesser of
UTS/3 and 2/3 times yield stress). Additional safeguards should be taken on the material,
such as ductility and elongation.
c. In localised areas and under certain load conditions, ASME Boiler and Pressure Vessel
Code, Section VIII, Div 2, permits 1,5 and 3 times the stress intensity value (see Figure 4,
130.1). The material needs to have sufficient ductility and elongation to locally allow
shakedown and plastic deformation without failure.
d. As a minimum Charpy values should form part of the material specification, as should a
minimum elongation value, suggested to be greater than 20%. Recommended Charpy
values (in Joules) are yield strength (in N/mm
2
)/10.
e. In some cases, vendors take a pseudo material approach to design. They use high strength
materials, typically F60, which is not listed, but for the purpose of the calculations, use the
allowable stresses of a near equivalent material, such as ASTM A350 LF2.
f. As many of the ASTM materials have no maximum values to strength, it is possible to
recertify a F60 type material to LF2 requirements as permitted in UG10. This permits
closure to be U stamped. The FEA then may be assessed using the actual material
properties.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 49 of 52
B.1.6.6. Steps to be taken to ensure closure compliance with GP 43-50
a. Ideally, use listed materials for the clamp, or use the pseudo materials described in
B.1.6.5.
b. Ensure that material specifications have ductility and elongation requirements, particularly
if non listed materials are used.
c. Include the redundancy device on tie rod designs. The risk of the joint failing
incrementally would be greatly reduced if an additional constraint is provided.
d. Use the ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, Mandatory
Appendix 24, design method. There is a minimum design angle requirement in this design,
even if the clamp angle is zero. This provides some safeguard against tie rods being loaded
by localised deformations.
e. Conduct FEA on the design to check for deformation on the joint and to see whether angle
of contact changes significantly as the joint deforms (i.e., check for weak clamp as
described previously).
f. Ensure clamps that require a preload have a suitable preloading device fitted which can
provide adequate preload but without overstressing.
g. Provide a strain gage on the tie rod(s) during hydrotest/function test to show that actual
strain values are similar or less than design/predicted values. For preloaded designs, the
strain should not change significantly if pressure is applied, so it may be necessary to
measure strain in relaxed, preloaded, and pressurised conditions.
h. Use realistic coefficients of friction in the design and use realistic lubricants during test. In
general, the lower the coefficient of friction between clamp and hub, the greater the load in
the tie rod(s).
i. For minimising the load transferred from clamp to tie rod, it is preferable not to use grease
or lubricant. Some designs with metal seals, such as the LTS design, probably need
lubricant to ensure that adequate gasket compression is achieved as the tie rod is preloaded.
j. Provide some arrangement that precludes the incorrect assembly of the clamp and hubs.
Ideally, this should be included in the redundancy device and/or the safety interlock system
such that the assembly cannot be pressurised until correct assembly is ensured.
k. Check for incorrect machining, wear, and any other mechanism that could cause the clamp
to bottom or top out on the hubs. In factory test, consideration should be given to blueing
the surfaces of the clamp and hub to check for even contact.
B.1.7 Acceptable tie rod type design pig trap closures
Additional closures may be found acceptable in the future. It is recommended the
appropriate pipeline subject matter expert be consulted to determine a complete list
of acceptable tie rod type closures.
B.1.7.1 Fauske & Associates, Inc. (FAI) closure
B.1.7.2 Ledcor Technical Services (LTS) closure
ClampTec
B.1.7.3 T.D. Williamson (TDW) closures
D2000
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 50 of 52
Annex C
(Informative)
Onshore gas terminal incident at 16 in sphere receiver
C.1. Incident
a. While unloading spheres from a 400 mm (16 in) receiver on 25 October 1983, an operator
fell from the access platform as two spheres were ejected by captive gas pressure.
b. Fortunately, the operator was not hit by the receiver door or the spheres, the latter causing
structural damage to steelwork and piping before coming to rest 15 m and 50 m (50 ft and
160 ft) away, respectively.
c. The operator did sustain minor injuries as a result of his fall from the access structure.
C.2. Cause of the incident
a. The terminal receives gas from offshore gas production platforms through 400 mm (16 in)
and 600 mm (24 in) pipelines. As the gas contains a high proportion of liquid hydrocarbon
condensate, it is necessary to pass spheres through the pipelines at frequent intervals to
prevent undue buildup of liquid in the pipelines. The hollow spheres are pressurised with a
water/glycol mixture up to 830 kPag (120 psig) to obtain a close fit within the pipelines.
The inflation valves are capped off with screw plugs and O-ring seals.
b. Insertion of spheres into the pipelines is performed at the production platforms, using
purpose built launchers designed to contain a number of spheres held under pipeline
pressure (approximately 4 800 kPag [700 psig]) that can then be launched individually to
meet production requirements. Sphere receivers are installed at the shore (terminal) end to
collect the spheres. These are designed to be isolated and vented down and the spheres are
removed to atmosphere without affecting the main pipeline operation.
c. At the time of the incident, two spheres had passed into the 400 mm (16 in) receiver, and
attempts were made to isolate the receiver from the main pipeline.
d. After several attempts, isolation was apparently achieved, and the receiver was vented to
atmospheric pressure at its downstream end. Depressuring was confirmed by operating a
bleed screw on the receiver door, and the operator proceeded to open the door. The spheres
were then ejected in the manner described.
e. Subsequent investigation indicated that gas had entered the spheres from the pipeline
through leaking plug seals, causing them to expand in the enlarged diameter of the receiver
as it was depressured, maintaining a tight fit.
f. Gas had also continued to pass into the receiver through the shut isolation valve, thus
maintaining pipeline pressure in the section of receiver upstream of the spheres.
Unfortunately, this pressure was sufficient to dislodge the spheres just as the door was
opened.
g. The successful insertion, passage, and collection of spheres had been performed in the
400 mm (16 in) line between gas production platforms and the terminal for nearly 20 yr.
h. Pressurisation of the spheres in this case is thought to be a combination of slight leakage of
the plug seals on the spheres themselves and the fact that the spheres had been held in a
fully pressurised sphere launcher for about a month.
i. It is noteworthy that the operator followed the established procedure for depressuring and
venting the receiver before opening the door.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 51 of 52
C.3. Recommendations
The following recommendations have been actioned by the terminal management:
a. The individual sphere pressurisation valve plug seals are to be renewed on each occasion
before loading into the launcher.
b. Spheres are not to be left for extended periods in pressurised launchers.
c. An additional vent point has been installed immediately downstream of the launcher
isolation valve and depressurisation procedures amended.
d. The isolation valve is to be overhauled at the next suitable opportunity and consideration
given to an additional isolation valve and bleed system.
C.4. Comment
a. This incident highlights the necessity to take particular care if breaking containment at
sphere or pig receivers and launchers.
b. Fortunately only a minor injury occurred as a result of this incident.
c. Two operators were killed in the U.S. when attempting to open a sphere launcher door
before ensuring that the launcher had been correctly depressured.
d. Theoretically, once the spheres are full of glycol/water mixture there should be no
possibility of gas ingress into the sphere from the outside. The external pressure applied to
the sphere acts through the flexible wall onto an incompressible sphere of liquid. The
design is such that it is impossible to hydraulically fill the sphere, and a compressible
vapour space is always present that is capable of being pressured up from the outside
should the plug seal leak. If the external pressure is released, any increased internal
pressure becomes trapped, resulting in a larger sphere diameter. It is important, therefore,
that spheres are not left in pressurised launchers for excessive lengths of time to preclude
the potential for gas entering the spheres in the manner described. In addition to modifying
their procedures in this respect, the terminal management are also pursuing the matter with
sphere manufacturers with a view to achieving an engineering solution to this problem.
e. Sphere launchers and receivers that are permanently installed in a pipeline system need to
be designed to withstand the maximum operating pressure of the system. Since launchers
and receivers have to be opened while the pipeline is in service, they should always be
installed in conjunction with twin high integrity isolation block valves and have suitable
valved connections to allow the flow to be directed into or out of the launcher/receiver and
to allow the launcher/receiver to be drained. Two vents to atmosphere are essential (one at
each end of the launcher/receiver) and, as an additional safeguard, there should be some
form of device that prevents the door from being opened until the pressure has been fully
relieved. It also needs to be possible to prime the launcher/receiver under controlled
conditions.
f. An incident also occurred in which an instrument mechanic attempted to release a stuck
sphere from a receiver using compressed air. The sphere was eventually ejected and
travelled a distance of 230 m (750 ft), hitting various obstacles in its path. The report of
that incident discusses the dangers of incorrect operation of sphere launchers/receivers.
31 January 2009 GP 43-50
Pigging, Pig Launchers, and Receivers
Page 52 of 52
Bibliography
BP
[1] GP 43-35, Valves for Pipelines.
[2] GIS 43-351, ISO 14313 (API 6D) Pipeline Valves (non-subsea).
[3] GIS 43-352, EN ISO 14723 Subsea Pipeline Valves.
[4] GP 46-01, New Pressure Vessels.
[5] GIS 46-010, New Pressure Vessels.
[6] GIS 46-020, Standard Vessel Details.
[7] GP 62-01, Valves.
American Petroleum Institute (API)
[8] API Spec 6D, Pipeline Valves.
American Society of Mechanical Engineers (ASME)
[9] ASME B31.4, Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids.
[10] ASME B31.8, Gas Transmission and Distribution Piping Systems.
British Standards Institute (BSI)
[11] BS EN 13445, Unfired pressure vessels. General.
[12] BS PD 5500, Specification for unfired fusion welded pressure vessels.
International Standards Organization (ISO)
[13] ISO 13628-8, Petroleum and natural gas industries - Design and operation of subsea production
systems - Part 8: Remotely Operated Vehicle (ROV) interfaces on subsea production systems.
You might also like
- GP 43-50 - Pigging Pig Launchers and ReceiversDocument43 pagesGP 43-50 - Pigging Pig Launchers and Receiverseliealtawil100% (2)
- GP 43-50-DRAFT - Pigging, Pig Launchers, and ReceiversDocument31 pagesGP 43-50-DRAFT - Pigging, Pig Launchers, and Receiversmengelito almonteNo ratings yet
- ENI Zubair Oil Field Piping Basis of DesignDocument19 pagesENI Zubair Oil Field Piping Basis of DesignMajid DixonNo ratings yet
- k2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating RepairDocument15 pagesk2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating Repairadeoye_okunoyeNo ratings yet
- Pipeline InstallationsDocument13 pagesPipeline InstallationsOni Ayo100% (3)
- Pipeline Pigging Guide: Cleaning, Inspection & MaintenanceDocument10 pagesPipeline Pigging Guide: Cleaning, Inspection & MaintenanceTarunNo ratings yet
- Multiphase Pumps Technical Notes SummaryDocument42 pagesMultiphase Pumps Technical Notes Summaryazraq68100% (1)
- Pig Launcher and ReceiverDocument5 pagesPig Launcher and ReceiverEbby Onyekwe88% (8)
- Separation in 2014 Oilfield Operations - Myths Vs RealityDocument25 pagesSeparation in 2014 Oilfield Operations - Myths Vs Realitymglsite1100% (1)
- Material Selection For Flare TipsDocument200 pagesMaterial Selection For Flare Tipscanakyuz100% (2)
- LAUNCH & RETRIEVAL METHODSDocument7 pagesLAUNCH & RETRIEVAL METHODSGerman Felipe Torres100% (4)
- Crude Oil SystemDocument78 pagesCrude Oil SystemArnel Moreno100% (2)
- Pipeline Pigging and Integrity Technology by Tiratsoo, John (Eds.)Document670 pagesPipeline Pigging and Integrity Technology by Tiratsoo, John (Eds.)Jorge Luis100% (1)
- Chemical Injection MethodsDocument13 pagesChemical Injection MethodsCakTomNo ratings yet
- 6.9 Pigging PhilosophyDocument10 pages6.9 Pigging PhilosophyadenlanNo ratings yet
- Produced Water Treatment Lecture NotesDocument34 pagesProduced Water Treatment Lecture Notesganesh100% (2)
- Design of PipingDocument51 pagesDesign of PipingLuisRiosQNo ratings yet
- Pigging System IntroductionDocument29 pagesPigging System IntroductionRobert Chai100% (1)
- GP 58-10 - Above Ground Welded Steel Atmospheric Storage TanksDocument27 pagesGP 58-10 - Above Ground Welded Steel Atmospheric Storage TanksJohn DryNo ratings yet
- Facility Piping Specifications GuideDocument161 pagesFacility Piping Specifications GuideR_M_M_No ratings yet
- Ukti Guide To Doing Business in The Nigerian o & G Sector - Current 05Document135 pagesUkti Guide To Doing Business in The Nigerian o & G Sector - Current 05rnoordin100% (1)
- Pipeline PigsDocument7 pagesPipeline PigsnadNo ratings yet
- Project Standards and Specifications Pig Catcher Package Rev01Document9 pagesProject Standards and Specifications Pig Catcher Package Rev01hiyeonNo ratings yet
- GP 02 01 01Document23 pagesGP 02 01 01Anonymous fvO1W3No ratings yet
- PIG PIPELINE INSPECTIONDocument47 pagesPIG PIPELINE INSPECTIONMohamed Adam100% (6)
- DNV rp-j202 - 2010-04Document42 pagesDNV rp-j202 - 2010-04Michael E. McNamara100% (2)
- Oil and Gas Pipeline Pigging OperationsDocument60 pagesOil and Gas Pipeline Pigging OperationsOlvis Guillen100% (1)
- Pipelines Design Philosophy OverviewDocument29 pagesPipelines Design Philosophy OverviewDaniel Dambo100% (4)
- 1515 020 SPC 0001Document15 pages1515 020 SPC 0001Lakshmi NarasimhanNo ratings yet
- Pig Launcher Receiver TrapsDocument2 pagesPig Launcher Receiver TrapsJaroslaw Konieczny100% (1)
- Oily Water TreatmentDocument9 pagesOily Water TreatmentaamikiNo ratings yet
- Pipeline Pigging Philosophy for Rumaila ProjectDocument15 pagesPipeline Pigging Philosophy for Rumaila ProjectfadhilNo ratings yet
- HAT Horiz Vessel VolDocument1 pageHAT Horiz Vessel VolAnonymous JWI6rqtNo ratings yet
- Challenges During Operation and Shutdown of Waxy Crude PipelinesDocument13 pagesChallenges During Operation and Shutdown of Waxy Crude PipelinesJesseNo ratings yet
- 23.1 Insulation of PipingDocument21 pages23.1 Insulation of PipingSaid SalemNo ratings yet
- Pipe Line PiggingDocument7 pagesPipe Line PiggingSantosh Kumar BogelaNo ratings yet
- D BB Pipeline Isolation PaperDocument24 pagesD BB Pipeline Isolation Paperhadi137No ratings yet
- Pigging MethodDocument9 pagesPigging MethodOrdu Henry OnyebuchukwuNo ratings yet
- Compact ProverDocument14 pagesCompact ProverEka Pramudia SantosoNo ratings yet
- Code General Design GuideDocument12 pagesCode General Design Guidec_nghiaNo ratings yet
- Final MSR Rev (1) - CDocument104 pagesFinal MSR Rev (1) - CDeepak Goyal100% (1)
- Pipeline Pigging ProcedureDocument22 pagesPipeline Pigging Proceduresamkarthik47100% (5)
- 34-SAMSS-119 Bi-Directional Meter Prover PDFDocument15 pages34-SAMSS-119 Bi-Directional Meter Prover PDFfraihafraihaNo ratings yet
- Submarine Pipeline Hydraulic Design, Internal Pressure Design & Material SelectionDocument23 pagesSubmarine Pipeline Hydraulic Design, Internal Pressure Design & Material Selectionjiangqi75100% (1)
- Pipeline PiggingDocument14 pagesPipeline PiggingSumit Kaushik100% (1)
- Pig LaunchingDocument5 pagesPig Launchingdabir123No ratings yet
- 15801E09 - Manual ValveDocument390 pages15801E09 - Manual ValveFAUSTO SAMPIETRO33% (3)
- Compact Induced Gas FlotationDocument7 pagesCompact Induced Gas Flotation1mmahoneyNo ratings yet
- Gs143-1 Pig Launcher and RecieverDocument14 pagesGs143-1 Pig Launcher and RecieverMohd Khairul100% (3)
- Pipeline BasicsDocument12 pagesPipeline Basicsgerrydl100% (2)
- Advanced Water Injection for Low Permeability Reservoirs: Theory and PracticeFrom EverandAdvanced Water Injection for Low Permeability Reservoirs: Theory and PracticeRating: 4 out of 5 stars4/5 (2)
- Natural Gas Hydrates in Flow AssuranceFrom EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohRating: 5 out of 5 stars5/5 (1)
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- GP 43 50 31 January 2009 PDFDocument52 pagesGP 43 50 31 January 2009 PDFPriyanka RazdanNo ratings yet
- GP 43-50 31 January 2009 PDFDocument52 pagesGP 43-50 31 January 2009 PDFGilvan SilvaNo ratings yet
- Butt Fusion ManualDocument36 pagesButt Fusion ManualImran RazzaqNo ratings yet
- NES 168 Requirements For Polyvinyl Chloride (PVC) Coated Lead Ballast Blocks Category 3Document34 pagesNES 168 Requirements For Polyvinyl Chloride (PVC) Coated Lead Ballast Blocks Category 3JEORJENo ratings yet
- Trunnion: Ball ValvesDocument16 pagesTrunnion: Ball ValvesOrlando RojasNo ratings yet
- 329 Trunnion mt027 e Ped PDFDocument27 pages329 Trunnion mt027 e Ped PDFLimuel EspirituNo ratings yet
- Valve Material EquivalentsDocument3 pagesValve Material EquivalentsAndre Villegas Romero100% (1)
- GP 48-02 - Hazard and Operability HAZOP StudyDocument57 pagesGP 48-02 - Hazard and Operability HAZOP StudyOrlando RojasNo ratings yet
- GP 24-20 - Fire and Explosion Hazard Management - Offshore - 0900a8668010d2ac PDFDocument64 pagesGP 24-20 - Fire and Explosion Hazard Management - Offshore - 0900a8668010d2ac PDFOrlando RojasNo ratings yet
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 pagesGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- GP 24-20 - Fire and Explosion Hazard Management - OffshoreDocument18 pagesGP 24-20 - Fire and Explosion Hazard Management - OffshoreOrlando Rojas50% (2)
- Trts 0910 SDocument41 pagesTrts 0910 SAntony MorenoNo ratings yet
- Appraisal GuidelineDocument120 pagesAppraisal GuidelineOrlando Rojas67% (3)
- 224 0200 41902 039Document1 page224 0200 41902 039Orlando RojasNo ratings yet
- TransmissionGuideBrochure RRSL0001 0218 LRDocument29 pagesTransmissionGuideBrochure RRSL0001 0218 LROrlando RojasNo ratings yet
- Multiphase Flow Through Centrifugal PumpsDocument0 pagesMultiphase Flow Through Centrifugal PumpsOrlando RojasNo ratings yet
- MSDS Chesterton 274Document5 pagesMSDS Chesterton 274Orlando RojasNo ratings yet
- Packing Ring Installation GuideDocument1 pagePacking Ring Installation GuideOrlando RojasNo ratings yet
- Heavy CrudeDocument11 pagesHeavy CrudeOrlando RojasNo ratings yet
- Piping Chevron OffDocument44 pagesPiping Chevron OffdfdflkNo ratings yet
- Img 002Document6 pagesImg 002Orlando RojasNo ratings yet
- Balance This! - Peg&TdfDocument22 pagesBalance This! - Peg&TdfMarimuthu AyyamperumalNo ratings yet
- Multiphase Flow Through Centrifugal PumpsDocument0 pagesMultiphase Flow Through Centrifugal PumpsOrlando RojasNo ratings yet
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 pagesGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- Engineering Project ManagementDocument400 pagesEngineering Project Managementanac_mathNo ratings yet
- PIP Process Industry Practices. 'Piping' Piping Support DetailsDocument167 pagesPIP Process Industry Practices. 'Piping' Piping Support DetailsLynn Bishop100% (5)
- Astm Astm d2887Document20 pagesAstm Astm d2887Orlando Rojas100% (1)
- Managing Project Dynamics R3 1Q 2006Document2 pagesManaging Project Dynamics R3 1Q 2006Orlando RojasNo ratings yet
- Asme b31.4 InterpretationDocument18 pagesAsme b31.4 InterpretationOrlando Rojas100% (1)
- Astm A276Document7 pagesAstm A276Orlando Rojas100% (1)
- Astm A479Document8 pagesAstm A479Orlando Rojas100% (3)
- PIP Process Industry Practices. 'Piping' Piping Support DetailsDocument167 pagesPIP Process Industry Practices. 'Piping' Piping Support DetailsLynn Bishop100% (5)
- Vibration Absorbers: Scan This QR CodeDocument4 pagesVibration Absorbers: Scan This QR CodeMohamed RaafatNo ratings yet
- OGSP CUTTER CS FORGING SPECIFICATIONSDocument2 pagesOGSP CUTTER CS FORGING SPECIFICATIONSOmkar PrindavankarNo ratings yet
- Road Tanker Fas CatDocument2 pagesRoad Tanker Fas CatmohsenNo ratings yet
- Product CatalogueDocument24 pagesProduct Cataloguerupa thakkarNo ratings yet
- QC Welding Inspector NotesDocument26 pagesQC Welding Inspector NotesSohail Aziz Ahmad MalikNo ratings yet
- BS 7491-3-1994Document18 pagesBS 7491-3-1994FathyNo ratings yet
- RAPID-P006A-SCS-PIP-LST-3200-0002 - 0 Line ListDocument49 pagesRAPID-P006A-SCS-PIP-LST-3200-0002 - 0 Line ListTĩnh Hồ Trung0% (1)
- World Pumps - 08 AUG 2009Document52 pagesWorld Pumps - 08 AUG 2009jumanlee100% (1)
- Feed Pump KSB PDFDocument156 pagesFeed Pump KSB PDFDouglas DuarteNo ratings yet
- Flanged Gate Valves With Soft Seals: Operation and Maintenance Manual ForDocument9 pagesFlanged Gate Valves With Soft Seals: Operation and Maintenance Manual ForJustin ReyesNo ratings yet
- 01 Samss 029Document15 pages01 Samss 029Cherukunnon Jubu100% (1)
- Vent Silencer - PulscoDocument13 pagesVent Silencer - PulscodigecaNo ratings yet
- Pt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiDocument6 pagesPt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiAdhya RazanNo ratings yet
- FittingsGuide 20FR16 PDFDocument41 pagesFittingsGuide 20FR16 PDFhasnizaNo ratings yet
- Color Coding ProcedureDocument11 pagesColor Coding Procedureqamar qateebNo ratings yet
- Astm F1200 1988 PDFDocument4 pagesAstm F1200 1988 PDFmatteo_1234No ratings yet
- Plug Valves To API 599Document11 pagesPlug Valves To API 599Marten HaneNo ratings yet
- DS LLT100-EN RevEDocument26 pagesDS LLT100-EN RevEJoel Jhonantan Carhuaricra JanampaNo ratings yet
- Orifice FlangeDocument70 pagesOrifice FlangePaulo SousaNo ratings yet
- Datasheet for temperature gauge and thermowellDocument4 pagesDatasheet for temperature gauge and thermowellbagus handokoNo ratings yet
- Dokumen - Tips - Bolt Torque Asme b16 5 Flanges Sheet Gaskets 02 PDFDocument26 pagesDokumen - Tips - Bolt Torque Asme b16 5 Flanges Sheet Gaskets 02 PDFAji BagusNo ratings yet
- Itp For Ball ValveDocument9 pagesItp For Ball ValveHamid Taghipour ArmakiNo ratings yet
- Tanque Bladder - AnsulDocument6 pagesTanque Bladder - AnsulRoddy IgnacioNo ratings yet
- Mechanical Equipment: Norsok StandardDocument42 pagesMechanical Equipment: Norsok StandardGholamreza MahmoodiNo ratings yet
- s5113 Mm39 F.O Supply UnitDocument408 pagess5113 Mm39 F.O Supply UnitJorge AguilarNo ratings yet
- Hydrostatic Testing ProcedureDocument21 pagesHydrostatic Testing ProcedureFerdie OSNo ratings yet
- Magnetic Level Gauge: Abb Measurement and Analytics - Data SheetDocument36 pagesMagnetic Level Gauge: Abb Measurement and Analytics - Data SheetRonaldo JuniorNo ratings yet
- Model K: Installation, Operation, Maintenance, and Storage ManualDocument26 pagesModel K: Installation, Operation, Maintenance, and Storage Manualjhon jairo arangoNo ratings yet
- ASTM Standards: Range of Products & Material GradeDocument1 pageASTM Standards: Range of Products & Material Gradeeko kusumoNo ratings yet