You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Solar PV Load Estimation WorksheetDocument12 pagesSolar PV Load Estimation WorksheetLarry Walker IINo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Green HydrogenDocument20 pagesGreen HydrogenBhavana CNo ratings yet
- SolarPower Europe Global Market Outlook For Solar 2021 2025 V3Document136 pagesSolarPower Europe Global Market Outlook For Solar 2021 2025 V3hjacaNo ratings yet
- A Review of The WGS Reaction KineticsDocument34 pagesA Review of The WGS Reaction KineticsSNo ratings yet
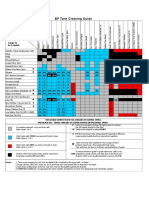
- BP Tank Cleaning Guide05Document1 pageBP Tank Cleaning Guide05CELESTIALNo ratings yet
- SECI TENDER RESULT 1000 MW Solar PV Projects Under in Karnataka Under JNNSM Ph-II, Batch-IIIDocument2 pagesSECI TENDER RESULT 1000 MW Solar PV Projects Under in Karnataka Under JNNSM Ph-II, Batch-IIIsmshiva59No ratings yet
- New rules for a renewable energy future with Electric Thermal Energy Storage (ETESDocument10 pagesNew rules for a renewable energy future with Electric Thermal Energy Storage (ETESnclharNo ratings yet
- Ac 256 Users ManualDocument117 pagesAc 256 Users Manualalj30100% (1)
- Lyle Carnegie Biomass CanadaDocument32 pagesLyle Carnegie Biomass CanadaMuhammad NaqviNo ratings yet
- Volcanic Eruption: Geothermal EnergyDocument2 pagesVolcanic Eruption: Geothermal EnergyChristopher EnriquezNo ratings yet
- Department of Mechanical Engineering: Unit Ii - Solar Energy Collection Part-BDocument1 pageDepartment of Mechanical Engineering: Unit Ii - Solar Energy Collection Part-Bsaravana kumar SNo ratings yet
- Net Zero Energy Building Movement in India - An Overview: September 2016Document5 pagesNet Zero Energy Building Movement in India - An Overview: September 2016Bharath ChandraNo ratings yet
- Hydrogen Purity Analysis For Fuel Cell VehiclesDocument1 pageHydrogen Purity Analysis For Fuel Cell VehiclesNational Physical LaboratoryNo ratings yet
- 6f Flange To Flange Fact Sheet PDFDocument1 page6f Flange To Flange Fact Sheet PDFBirke VFNo ratings yet
- Australia Clean Tech Industry OverviewDocument2 pagesAustralia Clean Tech Industry OverviewLisia Kartihatin LiNo ratings yet
- ASTM WK5847 - 2009 - Standard Practice For Sampling High Pressure Hydrogen and Related Fuel Cell Feed Gases - DraftDocument13 pagesASTM WK5847 - 2009 - Standard Practice For Sampling High Pressure Hydrogen and Related Fuel Cell Feed Gases - DraftAritraDalalNo ratings yet
- Renewable Energy SourceDocument9 pagesRenewable Energy SourceyeabmotherNo ratings yet
- 3.4. Methodologies For Small-Scale CDM Project ActivitiesDocument11 pages3.4. Methodologies For Small-Scale CDM Project ActivitiesDaya EgasNo ratings yet
- Philippine On Renewable EnergyDocument2 pagesPhilippine On Renewable Energykim heemchanNo ratings yet
- M.Tech.: Mechanical EngineeringDocument10 pagesM.Tech.: Mechanical EngineeringANMOLNo ratings yet
- Explore the Benefits of Alternative Energy SourcesDocument25 pagesExplore the Benefits of Alternative Energy SourcesWoo Young WooNo ratings yet
- 9.saurabh Kumar EESLDocument9 pages9.saurabh Kumar EESLnilesh pandeyNo ratings yet
- Energy Efficiency in A Cold Climate - Epcor TowerDocument7 pagesEnergy Efficiency in A Cold Climate - Epcor TowerElise Stolte100% (1)
- Iso TC 238 WG 2 N 57Document11 pagesIso TC 238 WG 2 N 57Piyush AgarwalNo ratings yet
- ThermolysisDocument5 pagesThermolysisJoao MinhoNo ratings yet
- PE Assignment 1Document25 pagesPE Assignment 1Khadija RazaNo ratings yet
- BussmanDocument124 pagesBussmanŽarko MočnikNo ratings yet
- 1 s2.0 S0360319920336818 MainDocument12 pages1 s2.0 S0360319920336818 MainLarissa Moreira dos SantosNo ratings yet
- BASIC ELECTRICITY Part 1-Volts, Amps, Watts, Series, Parallel (EIM)Document30 pagesBASIC ELECTRICITY Part 1-Volts, Amps, Watts, Series, Parallel (EIM)Renato C. LorillaNo ratings yet
- Managing Energy Costs in Full-Service HotelsDocument4 pagesManaging Energy Costs in Full-Service HotelspowerpanelNo ratings yet