You might also like
- Defectos Del AluminioDocument8 pagesDefectos Del AluminioLuz Karin FloresNo ratings yet
- Diagrama de Equilibrio Fe-CDocument7 pagesDiagrama de Equilibrio Fe-CCarlosAlfredoSoriaNo ratings yet
- Control Pid de Un Manipulador Robotico de 5 Grados de LibertadDocument11 pagesControl Pid de Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (2)
- Tratamientos Termicos Clase 1Document130 pagesTratamientos Termicos Clase 1Byron PadillaNo ratings yet
- Fundiciones de Hierro GrisDocument23 pagesFundiciones de Hierro GrisoracioNo ratings yet
- SinterizadoDocument25 pagesSinterizadoBryan SuarezNo ratings yet
- REEMBUTIDODocument14 pagesREEMBUTIDOjesusNo ratings yet
- Practica N 4 FundicionDocument12 pagesPractica N 4 FundicionAlvaro Ccapatinta100% (1)
- Protocolo de Aceros - Revision CalidadDocument9 pagesProtocolo de Aceros - Revision CalidadRogerSalazar0% (1)
- Formado de Hojas MetalicasDocument29 pagesFormado de Hojas MetalicasRous Mery0% (2)
- Tutorial Unity3DDocument31 pagesTutorial Unity3Dcalhoundoom100% (2)
- Tutorial Unity3DDocument31 pagesTutorial Unity3Dcalhoundoom100% (2)
- Folleto CANALETAS 2013Document6 pagesFolleto CANALETAS 2013Javier AffifNo ratings yet
- Soldadura Blanda y FuerteDocument33 pagesSoldadura Blanda y FuerteAmaya CreaciónNo ratings yet
- Tema 7. Extrusión y Trefilado de MetalesDocument86 pagesTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasNo ratings yet
- Laboratorio 1Document12 pagesLaboratorio 1XIIMEENo ratings yet
- Normas Tecnicas InacalDocument22 pagesNormas Tecnicas InacalAPPS BLACKNo ratings yet
- Libro ConformadoDocument503 pagesLibro ConformadoKike Deza Lau100% (2)
- Mazarota FundicionDocument8 pagesMazarota Fundicionemy312330No ratings yet
- Informe de Práctica de Fundicion en Molde de Arena Con AlmaDocument6 pagesInforme de Práctica de Fundicion en Molde de Arena Con AlmaHugo FaguaNo ratings yet
- Especificaciones de Los Aceros Según Normas AisiDocument5 pagesEspecificaciones de Los Aceros Según Normas AisiEnrique OreNo ratings yet
- Fluidez ColdDocument27 pagesFluidez ColdElio CRNo ratings yet
- Moldes Desechables PMDocument12 pagesMoldes Desechables PMEsmeralda Herndez100% (1)
- Moldeo en CáscaraDocument19 pagesMoldeo en Cáscaradarroyo77No ratings yet
- Cuestionario 12-1Document20 pagesCuestionario 12-1Leonel Cruz EspinozaNo ratings yet
- PREINFORMEDocument4 pagesPREINFORMEdarwin bravoNo ratings yet
- Repaso 26 30 31Document17 pagesRepaso 26 30 31Sebastian Romero100% (1)
- Cuestionario Capitulo 15 EvaluacionDocument3 pagesCuestionario Capitulo 15 EvaluacionCarla VillarteNo ratings yet
- Soldadura de Metales DisimilesDocument4 pagesSoldadura de Metales DisimilesSebastian Krdnas100% (1)
- Solidificación de Metales y Soldadura11Document25 pagesSolidificación de Metales y Soldadura11Anonymous HbkOpMq0% (1)
- Ensayo de TempleDocument15 pagesEnsayo de TempleJherson Quico VilcaNo ratings yet
- Conformación Por Fundición en Moldes de ArenaDocument13 pagesConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioNo ratings yet
- Proceso de FundicionDocument35 pagesProceso de FundicionErik Daza Diaz100% (1)
- Tratamientos Termoquímicos IntroducciónDocument12 pagesTratamientos Termoquímicos IntroducciónTonny PerezNo ratings yet
- Proceso Moldeado en ArenaDocument16 pagesProceso Moldeado en Arenajosuedanny0077jdNo ratings yet
- Soldadura Por Fricción 1Document11 pagesSoldadura Por Fricción 1Jorge GomezNo ratings yet
- Preguntas de Repaso 4,5,6Document7 pagesPreguntas de Repaso 4,5,6CarlosAlegriaLopez50% (2)
- Fundamentos Del Formado de MetalDocument110 pagesFundamentos Del Formado de MetalDarrel IrigoyenNo ratings yet
- Cuestionario Sobre FundiciónDocument8 pagesCuestionario Sobre FundiciónJordan J. Peña Pinedo100% (1)
- 11 Procesos de FundiciónDocument13 pages11 Procesos de Fundiciónrobinson de jesus padilla canedo100% (1)
- Tolerancias FundicionDocument2 pagesTolerancias FundicionPaola Sensecomplicacions100% (1)
- Aleado MecanicoDocument20 pagesAleado MecanicoWilson VicencioNo ratings yet
- Cuestionario 12 Completo (1) 444444444Document8 pagesCuestionario 12 Completo (1) 444444444Javier RiveraNo ratings yet
- Investigación de FundiciónDocument5 pagesInvestigación de FundiciónMiguel MonterreyNo ratings yet
- Cap11 Fundición2 PDFDocument25 pagesCap11 Fundición2 PDFMarianella Echeverria PoloNo ratings yet
- Calculo de La Silueta InicialDocument3 pagesCalculo de La Silueta InicialMari NinosNo ratings yet
- Info Fundicion Por Inyeccion de MetalDocument16 pagesInfo Fundicion Por Inyeccion de MetalBryan Carrillo0% (1)
- Historia de La FundicionDocument5 pagesHistoria de La Fundicionfernando07No ratings yet
- Normalizado y Recocido - Grupo 3 PDFDocument16 pagesNormalizado y Recocido - Grupo 3 PDFEdson Zurita CamposNo ratings yet
- Cuesitonario 11Document3 pagesCuesitonario 11Javier RiveraNo ratings yet
- 11.33 y 11.53Document1 page11.33 y 11.53AleNo ratings yet
- Estudio de Caso 1. Diseño de Un Molde de Fundición.Document2 pagesEstudio de Caso 1. Diseño de Un Molde de Fundición.Diego AlcocerNo ratings yet
- Apuntes de FundiciónDocument212 pagesApuntes de FundiciónBryan TorresNo ratings yet
- Ejercicios de ExtrusiónDocument2 pagesEjercicios de Extrusióndep250% (1)
- Extrusion y Estirado de MaterialesDocument3 pagesExtrusion y Estirado de MaterialesTephy Nuñez Betancourt100% (2)
- Fractura FragilDocument11 pagesFractura FragilManlio Alejandro Heras RomeroNo ratings yet
- Taller ForjadoDocument7 pagesTaller ForjadoGestión CalidadNo ratings yet
- Proyecto de Proceso de Manufactura 1. FundicionDocument22 pagesProyecto de Proceso de Manufactura 1. FundicionKennethNo ratings yet
- Tipos de FundiciónDocument7 pagesTipos de FundiciónPeugenio91% (11)
- Herramientas Utilizadas en La FundiciónDocument3 pagesHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De Gyves50% (2)
- Herramientas Utilizadas en La FundiciónDocument3 pagesHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De GyvesNo ratings yet
- Defectos de FundicionDocument16 pagesDefectos de Fundiciontlacatian0% (1)
- Defectos de La FundicionDocument2 pagesDefectos de La FundicionAlan nNo ratings yet
- Defectos de La Piezas MoldeadasDocument17 pagesDefectos de La Piezas MoldeadasMaxis Gonzalez50% (2)
- Calidad de FundicionDocument28 pagesCalidad de FundicionLIZETH ARACELY CABRALES ESTRADANo ratings yet
- Fundicion Gustavo AdolfoDocument10 pagesFundicion Gustavo AdolfoGUSTAVO ADOLFO GAMBOA OSORIONo ratings yet
- Diseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de LibertadDocument11 pagesDiseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (1)
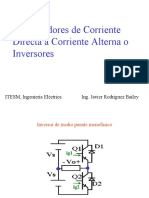
- InversoresDocument55 pagesInversorescalhoundoom100% (1)
- Cálculo UDocument11 pagesCálculo UEduardo VillegasNo ratings yet
- Fe-028 00Document2 pagesFe-028 00JAVIER SNo ratings yet
- Esteban Zalamea. Concreto CelularDocument14 pagesEsteban Zalamea. Concreto CelularInxkal Bjkañd100% (1)
- Uniones Soldadas y Su Simbologia Segun AWSDocument38 pagesUniones Soldadas y Su Simbologia Segun AWSEfraín GonzálezNo ratings yet
- Informe FINAL Diseño de Mezclas de ConcretoDocument8 pagesInforme FINAL Diseño de Mezclas de ConcretoMayra GonzálezNo ratings yet
- Especificaciones TécnicasDocument18 pagesEspecificaciones TécnicasPercyCanoNo ratings yet
- Aleaciones de CobreDocument11 pagesAleaciones de CobreMijail Leonardo Quispe GonzalesNo ratings yet
- Analisis de Costos UnitariosDocument18 pagesAnalisis de Costos UnitariosKlinton Lino aquinoNo ratings yet
- MaserDocument7 pagesMaserkevin dominguezNo ratings yet
- TIDocument10 pagesTIFernando Ruano MéndezNo ratings yet
- Cotizacion 1Document6 pagesCotizacion 1DrpGilmerRamirezNo ratings yet
- Materiales y MaquinariaDocument6 pagesMateriales y MaquinariaYamira Suclupe HuimanNo ratings yet
- Parts Diagram SJ401Document5 pagesParts Diagram SJ401DanielNo ratings yet
- Apus AlmacenDocument23 pagesApus AlmacenOmar Huaman CorreaNo ratings yet
- Estructura de Acero Pernos y TornillosDocument20 pagesEstructura de Acero Pernos y TornillosXoffo KrcNo ratings yet
- Proyecto Diseño de Trabes y LosasDocument20 pagesProyecto Diseño de Trabes y LosasTony J HudsonNo ratings yet
- Práctica CalificadaDocument2 pagesPráctica Calificadalimayvalderramamarcoantonio100% (1)
- Resolucion PC 1Document48 pagesResolucion PC 1Benjamin Neciosup PaucarNo ratings yet
- Semana 5Document49 pagesSemana 5Harry Trujillo FigueroaNo ratings yet
- Diagrama de Gant PDFDocument9 pagesDiagrama de Gant PDFHugo Juarez PoloNo ratings yet
- Bornas de ConexionDocument9 pagesBornas de ConexionVictor GutierrezNo ratings yet
- Acero de RefuerzoDocument13 pagesAcero de RefuerzoErika ObandoNo ratings yet
- Estimacion 3Document203 pagesEstimacion 3Williams RomanoNo ratings yet
- Plantilla General para El Curso de Metrados en Edificaciones 97598 DownloableDocument68 pagesPlantilla General para El Curso de Metrados en Edificaciones 97598 DownloableEdward Paul Ayquipa CaveroNo ratings yet
- Tubos para Intercambiadores de CalorDocument4 pagesTubos para Intercambiadores de CalorreneluisperezNo ratings yet
- Por Esbeltez PDFDocument15 pagesPor Esbeltez PDFRuthValdezNo ratings yet
- Especific. Mobiliario, EJEMPLODocument40 pagesEspecific. Mobiliario, EJEMPLOKevin Ronceros PonceNo ratings yet