Professional Documents
Culture Documents
Manual Compre Sores
Uploaded by
garcia06Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manual Compre Sores
Uploaded by
garcia06Copyright:
Available Formats
Manual de Capacitacin Tecnolgico
Contenido del Manual de Capacitacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores Contenidos de Formatos
Tiempo de Realizacin
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
192 Hrs
Nivel
Categora: Operario de Primera
Pgina 1
Requerimientos y Contenido Especfico del Programa
Contenido Desarrollados del Programa
Ejercicios y Prcticas del Programa
28
Sistema de Evaluacin del Mdulo
29
Normas que aplican en lo General
30
Glosario de Trminos Tecnolgicos
32
Formato de Anexos Tcnicos del Mdulo
36
Bibliografa y Referencias de Consulta
38
Informe de Resultados del Curso
39
Especialidad:
Manual de Capacitacin Tecnolgico
Requerimientos y Contenido Especfico del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Objetivo Especifico: El participante conocer reparar los compresores que se utilicen en el mantenimiento mecnico Competencias a Desarrollar: Sigue procedimientos de seguridad para dar mantenimiento de compresores. Arma y desarma compresores para su mantenimiento. Conocimientos Previos: Habilidades numricas, habilidades fsicas, habilidades de comunicacin, secundaria Contenido Temtico:
8.1 Introduccin 8.1.1 Programa de Inspeccin 8.1.2 Planificacin de Inspeccin 8.1.3 Procedimiento de Inspeccin 8.2.Objetivo 8.3 Alcance 8.4 Definiciones 8.5 Responsabilidades 8.6 Desarrollo 8.6.1 Seguridad/Proteccin Ambiental 8.6.2 Procedimiento para reparacin de compresores centrfugos Tipo Barril. 8.6.3 Desmontaje de Sellos 8.6.4 Desarmado de Barril y Revisin interna de la carcaza 8.6.5 Armado de Barril 8.6.6 Inspeccin de Sello iso-carbn 8.6.7 Armado de los Sellos iso-carbn 8.6.8 Prueba del Sello iso-carbn 8.7 Referencias 8.8 Anexos
Material Didctico y Apoyos: Paquete escolar (libretas, lapiceros, lpices, portafolios). Reglas, escuadras y comps Calculadora Hojas blancas Saca puntas goma Manual tcnico Rotafolios. Proyector de diapositivas, Aula. Diferentes tipos de compresores que se utilizan en el Taller mecnico y en los sectores de centro de produccin. PC. Can para proyeccin.
Mantenimiento Mecnico de Piso Mantenimiento de Compresores
Manual de Capacitacin Tecnolgico
Requerimientos y Contenido Especfico del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Mantenimiento Mecnico de Piso
Mantenimiento de Compresores
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Contenido 8.1 8.1.1 8.1.2 8.1.3 8.2 8.3 8.4 8.5 8.6 8.6.1 8.6.2 8.6.3 8.6.4 8.6.5 8.6.6 8.6.7 8.6.8 8.7 8.8 Introduccin Programa de Inspeccin Planificacin de Inspeccin Procedimiento de Inspeccin Objetivo Alcance Definiciones Responsabilidades Desarrollo Seguridad / Proteccin ambiental Procedimiento para reparacin de compresores centrfugos Tipo Barril Desmontaje de Sellos Desarmado del Barril y Revisin interna de la carcaza Armado del barril Inspeccin del sello iso-carbn Armado de los sellos iso-carbn Prueba del sello iso-carbn Referencias Anexos
Pgina 3 3 3 4 4 4 4 7 7 7 8 11 13 16 18 20 21 24 25
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.1
INTRODUCCIN:
Este capitulo contiene una gua para establecer un programa de inspeccin, la inspeccin y la planificacin de procedimientos de inspeccin. Una gua de solucin de problemas se incluye en este capitulo como una referencia rpida a las posibles causas y medidas correctivas, y es una ayuda en el desarrollo de un programa de mantenimiento. Tambin se incluye el procedimiento del montaje y desmontaje de los pasos esenciales en el mantenimiento de los componentes principales del compresor. Este capitulo esta escrito asumiendo que las personas que realizarn el mantenimiento estn familiarizadas con este tipo de trabajo, los dibujos y el instructivo del fabricante deben ser completamente revisados. Un calendario de trabajo debe ser establecido antes de comenzar cualquier mantenimiento. .
8.1.1
PROGRAMA DE INSPECCIN El primer requisito para el mantenimiento satisfactorio competente es una inspeccin de rutina . Algunas razones importantes para el establecimiento de un plan de inspeccin se enumeran a continuacin 1.- se dispone de datos que indiquen el mantenimiento anterior? 2.- se tiene la evidencia de la dificultad mecnica 3.- cual ha sido la experiencia de mantenimiento en los ltimos aos 4.- que partes indicaron una necesidad de futuro reemplazo en la ultima reparacin Un estudio completo de la construccin del compresor es esencial antes de la inspeccin a fin que la comprensin profunda de la funcin de cada una de las partes pueda ser adquirida.
8.1.2
PLANIFICACIN DE LA INSPECCIN Una planificacin adecuada para una inspeccin minuciosa exige que se realizaran inspecciones antes de que la planta salga de operacin. Este procedimiento incluye lo siguiente: 1. Examinar la base, base de apoyo y la base pernos para determinar si perno de reemplazo ser necesario. 2. Comprobar si hay ruidos o vibraciones inusuales. Esta es una buena indicacin del deterioro del equipo. 3. Analizar todas las temperaturas, presiones, flujos, etc., que se han registrado desde la anterior inspeccin. La adecuada interpretacin de estos datos puede ayudar a determinar qu partes se requieren la sustitucin. 4. Tome un inventario de todas las piezas de repuesto. Un conjunto completo de piezas de repuesto recomendadas deben ser en la accin. Si estas partes no estn disponibles durante la inspeccin, podran ser costosos retrasos experimentados.
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
5. Inspeccione fugas de gas. 8.1.3 PROCEDIMIENTO DE INSPECCIN. Esta discusin recomienda el procedimiento de mantenimiento a seguir, las inspecciones que se debern efectuar, y las medidas correctivas que han de adoptarse. PRECAUCIONES Antes de comenzar la inspeccin, las siguientes precauciones deben tomarse. 1. 2. 3. 4. Alivie la carcasa, cierre los bloqueos y las vlvulas de admisin y descarga. Si el proceso de gas es txico inflamable, purgar la unidad con un gas inerte. Asegrese de que el compresor no se puede operar mientras se est trabajando. Siga las buenas prcticas de seguridad aplicables las precauciones para evitar lesiones al personal y daos al equipo.
8.2
OBJETIVO:
Normalizar un procedimiento que defina la forma de reparar los compresores centrfugos tipo barril, describiendo las actividades a realizar, cumpliendo con las especificaciones del fabricante y lineamientos de seguridad, con el fin de entregar el equipo a operacin en ptimas condiciones.
8.3
ALCANCE:
El procedimiento describe las actividades para efectuar una reparacin a los compresores centrfugos tipo barril. Este procedimiento no sustituye al manual de instrucciones del fabricante.
8.4
DEFINICIONES:
Compresor centrifugo.-Es una maquina que opera mediante los principios de la fuerza centrifuga para desplazar una masa de gases, entregando a una carga constante, y a una velocidad constante, proporciona un flujo constante. Carcaza.-Es la parte del compresor que esta diseada para contener el barril con sus internos. Tapa.-Se encuentran en los extremos del compresor.
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Diafragma.- Sirve como divisiones entre varios pasos y dirigen el flujo de la descarga del impulsor a la succin del siguiente impulsor, el difusor convierte efectivamente la velocidad del gas a energa de presin, los diafragmas tambin contienen los sellos interpasos. Sellos interpasos.- Estn constituidos de aluminio y ayudan a mantener un sello de gas entre flecha e impulsor logrando as que el gas no circule entre ellos. Pistn de balance.-Debido a un incremento de presin creada por los impulsores. Este incremento de presin produce un empuje en los impulsores en direccin de la succin del compresor. La mayor parte de este empuje es absorbido por el pistn de balance localizado en la parte posterior del ltimo impulsor. Esto se logra sometiendo el rea exterior del pistn de balance a la presin de succin, creando una presin diferencial opuesta en direccin a la creada por los impulsores. Esto se logra conectando el rea posterior del pistn de balance a la succin de la maquina por medio de una lnea de balance: el empuje que no es balanceado por el pistn de balance, es absorbido por la chumacera de empuje. Para minimizar la fuga de gas a travs del pistn de balance se logra con el sello de pistn de balance montado en el barril o tapa del compresor. Sello Iso-carbn.-Es un dispositivo mecnico de sellado de contacto utilizado en compresores centrfugos, donde no es deseable la fuga del gas de proceso. Este ensamble va instalado en la flecha a la altura de las tapas y es lubricado por aceite. Sello Seco.- Es un dispositivo de sellado que opera con una pelcula de gas entre sus caras, lo que las mantiene separadas (de 2 a 10 micras) bajo efecto aerodinmico de una serie de ranuras maquinadas en una de las caras. Chumaceras de empuje.-Mantiene la correcta posicin axial del rotor y absorbe el empuje ejercido por el mismo en dos direcciones. Disco de empuje.-Se encuentra montado en el extremo lado libre del rotor, trabaja en conjunto con las chumaceras de empuje. Chumaceras radiales.-Se encuentran localizadas en el lado libre y lado cople del compresor, las cuales su funcin es soportar el rotor ensamblado. Rotor.-Es una flecha ensamblada con impulsores, mangas de flecha, el cual tiene como funcin incrementar la presin del gas a manejar por medio de la fuerza centrifuga que ejercen los impulsores.
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Cople.-Aditamento que sirve para transmitir el movimiento del equipo motriz al conducido. Equipos auxiliares: Deposito de aceite.-Es un tanque rectangular que esta internamente dividido por una mampara, la cual separa las corrientes de succin de la bomba y del retorno de aceite del compresor. El piso del depsito tiene una pendiente de 0.250 por pie para facilitar el vaciado y para drenar el agua. Bomba principal de aceite.-Provee cantidad y presin suficiente de aceite a las chumaceras y algunos casos a los sellos del compresor. Turbina accionadora de bomba principal de aceite.-Provee la potencia y velocidad necesaria para que la bomba principal de aceite suministre la presin y flujo correcto de aceite al equipo. Bomba auxiliar de aceite accionada por motor elctrico.-A baja presin de aceite en el sistema, la bomba auxiliar arrancara automticamente. Siendo su funcin respaldar al equipo en situaciones de emergencia. Vlvulas de relevo.-Estn instaladas en la lnea de descarga de la bomba de aceite y cuando la presin es excesiva actan para aliviar la presin retornando al depsito. Vlvula de control.-Son vlvulas automticas que mantienen el control de la presin de aceite del sistema bajo cualquier condicin operacional. Tanque elevado de aceite.-Su funcin es suministrar flujo de aceite por gravedad a las chumaceras durante el paro de la unidad, cuando falla el sistema principal. Filtros de aceite.-Estn instalados en el sistema para retener impurezas en el sistema de suministro de aceite. Consta de 2 recipientes que contienen los elementos filtrantes. Uno de los filtros opera, en tanto que el otro es relevo. Enfriadores.-Son cambiadores de calor tipo convencional. El agua fluye por tubos y el aceite por carcaza. Estn diseados para mantener una temperatura de 49 C en el aceite con una cada de presin nominal de 0.7 kg/cm. Drenadores de aceite contaminado.-El diseo de los sellos Iso-carbn contempla el paso de aceite a travs de las caras sellando para mantenerlas lubricadas. Debido a que este aceite entra en contacto con el gas de proceso o gas buffer, es drenado a
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
travs de una lnea de aceite contaminado y colectado en los tanques separadores de alta presin (cochinas) de aceite para ser reciclado o desechado. Tanque desgasificador.-Instalado en la salida de aceite contaminado despus de los drenadores, separa el gas disuelto en el aceite al elevar su temperatura y lo retorna al carter. Purificador de aceite.-Se utiliza para separar agua y slidos del aceite de lubricacin. Esta conectada recirculando al depsito de aceite. (centrifugadora o termojet)
8.5
RESPONSABILIDADES.
8.5.1 Jefe de Especialidad.- Ordena se aplique el procedimiento. 8.5.2 Ing. Mecnico y cabo de mecnicos del rea.- hacer que se cumplan los procedimientos, proporcionar materiales. 8.5.3 Mecnico especialista, mecnico de primera, mecnico de segunda.- Cumplir correctamente con el procedimiento. 8.5.4 Operacin.- Entrega, recepcin y prueba de equipo.
8.6
DESARROLLO:
8.6.1 SEGURIDAD / PROTECCIN AMBIENTAL. 8.6.1.1 personal. Todo el personal deber utilizar su equipo bsico de proteccin
8.6.1.2 Tener la solicitud de trabajo debidamente requisitada. 8.6.1.3 El compresor deber estar de presionado, purgado, aislado con vlvulas y juntas ciegas antes de comenzar la revisin. 5.6.1.4 Las vlvulas de entrada, salida y by pass de vapor a la turbina debern estar bloqueadas asegurndose que no puedan girar mientras se trabaja en el compresor. 5.6.1.5 Los trabajadores, al iniciar sus labores, deben cerciorarse de que la herramienta o maquinaria que van a operar este en buenas condiciones, debiendo darles el uso apropiado.
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
5.6.1.6
Las personas que ordenan o dirigen las maniobras de carga, descarga y transporte deben impartir sus instrucciones con la mayor precisin posible, para que el personal ejecute con seguridad estas tareas. No debe hacerse mal uso del aire comprimido ni usarlo para limpiarse la ropa, ni debe apuntarse a nadie con las pistolas de aire; estas deben apuntarse siempre hacia abajo o a un lado de los pies, cuando no se este trabajando con ellas. Mantener limpia su rea de trabajo. No utilizar gasolina como solvente para limpieza, deber utilizarse algn solvente ecolgico No tirar ningn tipo de hidrocarburo a los drenajes.
5.6.1.7
5.6.1.8 5.6.1.9
5.6.1.10
5.6.1.11 Recolectar deshechos de piezas, trapo contaminado y basura, depositndolos en los lugares destinados para tal fin. 5.6.1.12 Depositar el hidrocarburo recuperado en tambores para este uso especfico. 8.6.2 PROCEDIMIENTO PARA REPARACIN DE COMPRESORES CENTRFUGOS TIPO BARRIL. 5.6.2.1 Solicitar al departamento de instrumentos para que se retiren los sensores de vibracin radial, axial, tubera conduit, instrumentos de campo de las cubiertas de chumaceras lado succin y descarga.
5.6.2.2 Retirar el cubre-cople y lnea de aceite. 5.6.2.3 Desacoplar el compresor, utilizando la herramienta adecuada y en buenas condiciones. Tomar referencia de alineamiento del conjunto turbina o motorcompresor y registrarlo. Verificar juego axial y claro radial de chumaceras, registrarlos. Efectuar limpieza del cople e inspeccionar el estado fsico del mismo. Si el cople es de engrane, inspeccionar si hay algn dao en los dientes o se encuentren desgastados.
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Si el cople es de laina, inspeccione que no se encuentren rotas. En el caso de encontrar un punto de posible falla en el cople comunquelo a su superior y reemplace la pieza daada. Si un cople nuevo es instalado inspeccione el estado de las flechas y los mamelones. Para coples con maquinado cnico. Ensmblenlos con la flecha verificndose del apriete especificado. Los anillos o y los sellos deben cambiarse por nuevos. En el caso de los coples hidrulicos desmontar y montar usando bomba hidrulica de alta presin de acuerdo a lo establecido por el fabricante. Los coples son balanceados dinmicamente como un ensamble completo y deben ensamblarse en la posicin correcta de acuerdo con las marcas. Un ensamble incorrecto puede causar vibracin. 8.6.2.4 Revise las chumaceras radiales del tipo camisa o zapatas basculantes. Las chumaceras radiales son del tipo zapatas basculantes y estn posicionadas por el retenedor de chumaceras. Las chumaceras tipo camisa estn posicionadas por muescas.
Para retirar las chumaceras radiales y axiales: 8.6.2.5 Retire los tornillos y pernos gua para desmontar la cubierta de la caja de chumaceras. 8.6.2.6 Retire los tornillos y pernos gua y desmonte la parte superior del porta chumaceras despegando la mitad superior del mismo. 8.6.2.7 Retire las chumaceras superiores, levante el rotor 0.005 auxilindose con un indicador de cartula y proceda a retirar la mitad inferior de la porta chumaceras. No permita que el rotor se apoye en los sellos cuando estn desmontadas las chumaceras.
8.6.2.8 Retire la tornillera y guas de la cubierta de las chumaceras axiales. Desmonte la cubierta. 8.6.2.9 Retire la tornillera y gua de la tapa de chumaceras axiales, desmonte la tapa. 8.6.2.10 Gire la chumacera axial ensamblada hasta el perno antirotacin haga contacto en el lado contrario de la caja de chumaceras y retire las
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
zapatas. Gire el porta chumaceras hasta que se hayan retirado las zapatas. Maneje con cuidado las superficies de babbitt y las caras maquinadas del disco de empuje. Marque las partes de las chumaceras de empuje retiradas para que el armado se efecte correctamente de acuerdo con el sentido de rotacin. 8.6.2.11 Retire el porta chumaceras bipartido. Tener cuidado de no daar los sellos de aceite. Verifique que el sello se mueva libremente. 8.6.2.12 Desmontar el disco de empuje. 8.6.2.13 Afloje las lengetas de la arandela de seguridad. 8.6.2.14 Retire la tuerca del disco y la arandela de seguridad. 8.6.2.15 Ligeramente golpee el disco de empuje hacia afuera de la flecha. Utilice un martillo de goma para no daar el disco de empuje. 8.6.2.16 Inspeccione que el disco de empuje no presente golpes o rayas. En caso de presentarlos repare o cambie el disco de empuje. Verifique que la cua del disco no este daada y no presente desgaste. 8.6.2.17 Inspeccione las zapatas y el disco de empuje por un desgaste excesivo, rebabas o rayaduras. Inspeccione los pivotes y los respaldos de las zapatas por un desgaste excesivo. Si alguna de estas condiciones existe se recomienda el cambio de las chumaceras de empuje. No reemplazar partes individuales. Inspeccione las zapatas de las chumaceras para detectar desgaste excesivo, fisuras, grietas, golpes, hundimiento del babbitt, as como otras condiciones anormales. Inspeccione las zapatas en el punto de pivote para detectar hundimiento en el respaldo de las cuas. Inspeccione que el rotor no se encuentre rayado en la zona donde trabajan las chumaceras y los sensores de vibracin. 8.6.2.18 Inspeccione los sellos de aceite interior y exterior. Si los sellos estn golpeados, doblados, con rebabas o presentan desgaste excesivo, se recomienda cambiarlos. Tambin se recomienda cambiarlos si exceden el claro de diseo. 8.6.2.19 Revisin de claros. Los mtodos ms exactos para la medicin de claros en las chumaceras radiales de zapatas basculantes son el de medicin con plastigauge y el mtodo de levantar la flecha. Las partes de las
Nombre del Instructor:
10
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
chumaceras y los muones del rotor deben medirse a una temperatura de 21 C (70 F), para evitar errores en la dilatacin trmica del material. Las cuas y zapatas debern ser fabricadas con las tolerancias idnticas de espesor (mximo 0.0005 de diferencia entre si), permitiendo se puedan intercambiar en el ensamble de la chumacera sin que ocurra una variacin significativa. Generalmente es aceptable mezclar las cuas con las zapatas siempre que se mantenga el claro apropiado. En raras ocasiones el espesor de la cua puede variar en una chumacera para compensar s el dimetro del retenedor esta fuera de circunferencia. En esta condicin deber mantenerse la orientacin de las cuas. Todas las partes antes de ser re-usadas o cambiadas deben estar limpias y lubricadas. 8.6.2.20 El mtodo de levantar la flecha, nos da lecturas exactas si se realiza apropiadamente para medir el claro, con este mtodo se procede de la siguiente manera: 8.6.2.21 Ensamble las chumaceras instalando las guas del portachumaceras y apriete los tornillos del portachumaceras. 8.6.2.22 Monte un indicador de base magntica con una precisin de 0.001 en el retenedor y coloque el palpador en la parte superior del rotor, tan cerca de la chumacera como sea posible y posicione la cartula en cero. 8.6.2.23 Levante el rotor hasta que tope con la mitad superior de la chumacera. La aguja del indicador se mover desde que el rotor se este levantando. Tener cuidado de no levantar el rotor mas all del claro de la chumacera. Al utilizar este mtodo, debe levantarse el rotor con incrementos muy pequeos de movimiento. Puede usarse un gato hidrulico con una pieza de madera entre el rotor y el gato. Tambin es recomendable el uso de cable flexible y una barra donde exista la posibilidad de apoyo. Otra opcin es el uso de un brazo de palanca de tamao apropiado. Si una gra es utilizada para levantar el rotor hgalo con un diferencial apropiado, coloque un segundo indicador posicionando el palpador sobre la porta chumaceras y la lectura en cero, al levantar el rotor observe que el segundo indicador no registre cambios en la lectura porque se producirn esfuerzos en la porta chumaceras y la flecha. Para estar seguros levante el rotor lentamente observando los indicadores. 8.6.2.24 Repita los pasos 8.6.2.22 y 8.6.2.23 para comprobar la medicin del CLARO. 8.6.3 DESMONTAJE DE SELLOS:
Nombre del Instructor:
11
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.3.1 Revisin del sello, Iso-Carbon, el rotor debe estar centrado cuando se retire e instale el sello Iso-Carbon. 8.6.3.2 Desarmado del sello iso-carbn. 8.6.3.3 Retirar el la masa de cople. 8.6.3.4 Desmonte los pedestales de las chumaceras. 8.6.3.5 Retire el alambre candado y los tornillos que se sujetan el sello de flecha y desmonte el retenedor.
8.6.3.6 Retire el sello de la flecha. 8.6.3.7 Retire el alambre candado de los tornillos y desmonte la brida del sello. 8.6.3.8 Afloje la tuerca del anillo de contacto. NOTA: La rosca de las tuercas aprietan en sentido contrario a la rotacin. Precaucin.- Antes de desmontar la tuerca, instale el arreglo de herramienta para mantener la jaula de los resortes en posicin y permitir que la presin del resorte se libere lentamente (tirantes). ADITAMENTO PARA EXTRAER EL SELLO
FIGURA No. 1
8.6.3.9 Retire el anillo de contacto rotatorio y sus cuas.
Nombre del Instructor:
12
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.3.10 Retire el anillo de carbn. 8.6.3.11 Retire la jaula de resorte, manga de contacto y carcaza del sello como una unidad. 8.6.3.12 Lentamente retire el arreglo para desmontar la jaula de resortes y la manga de contacto de la carcaza del sello. 8.6.3.13 Retire los resortes cnicos. 8.6.3.14 Retire el sello de laberinto. 8.6.3.15 Retire los pistones de disparo de la carcaza del sello, retire los anillos o de los pistones. Revise los pistones y su alojamiento de algn dao o desgaste. 8.6.3.16 Revise el sello de laberinto si se encuentra con dao o desgaste excesivo. Cmbielo junto con su anillo O. 8.6.3.17 Desmontaje y montaje del sello Seco, el rotor debe estar centrado cuando se retire e instale el sello, teniendo cuidado al desensamblar y ensamblar el sello utilizando los aditamentos que para este fin proporciona el fabricante. Estos sellos se manejan como cartucho y generalmente se cambian completos por nuevos o rehabilitados en fbrica. 8.6.4 DESARMADO DEL BARRIL Y REVISIN INTERNA DE LA CARCAZA.
Nombre del Instructor:
13
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
FIGURA No. 2 8.6.4.1 Coloque los bloques en la carcaza exterior, apriete los tornillos para aplicar presin a la tapa, referirse a la Fig. No. 3. 8.6.4.2 Retire los segmentos del anillo de retencin. 8.6.4.3 Retire las cuas de retencin Fig. No. 3. 8.6.4.4 Coloque el gancho de levante con su contrapeso a la tapa. Referirse a la Fig. No. 3. 8.6.4.5 Levante el gancho con la gra. Ajuste el contrapeso para nivelar la tapa y retrela. Instale los blocks para gatos a la carcaza exterior, atornille los esprragos a la tapa, enrosque las tuercas en los esprragos y en los blocks. 8.6.4.6 Retire la purga y el perno que fija el barril en la parte inferior de la carcaza (en la panza del compresor). 8.6.4.7 Extraiga el barril utilizando las tuercas de los esprragos. Retire los esprragos y los blocks de la carcaza. 8.6.4.8 Con la gra, coloque el gancho y ensmblelo al barril, monte los esprragos y apritelos al barril, jale con las tuercas hasta que el barril este casi libre de la carcaza exterior. En este punto cambie la maniobra 14
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
amarre las tiras de acero a la mitad del barril y retrelo completamente de la carcaza exterior. PRECAUCION: Coloque la tira de acero alrededor del barril. No levante o soporte el barril ensamblado con los estrobos amarrados en la flecha.
FIGURA No. 3 8.6.4.9 Retire el barril a una rea de desarmado para permitir el desensamble total.
8.6.4.10 Desmonte el sello del pistn de balance. 8.6.4.11 Atornille cancamos a la parte superior del barril. 8.6.4.12 Retire los tornillos y las guas de la mitad horizontal. 8.6.4.13 Instale los pernos gua (diagonalmente opuestos) en la mitad inferior de la carcaza.
Nombre del Instructor:
15
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.4.14
Utilizando los tornillos gato, levante mitad superior del barril una pulgada. Amarre una tira de acero a los cancamos y con la ayuda de un diferencial de la capacidad adecuada de carga levante lentamente la mitad superior del barril. Se deber levantar nivelada la mitad superior para evitar daos al rotor y los sellos de laberinto interpasos.
8.6.4.15
8.6.4.16 Coloque la mitad superior del barril sobre madera para evitar que se dae la superficie maquinada, al retirar los diafragmas, soporte la mitad superior con la cara hacia arriba. Retire el rotor. 8.6.4.17 Para retirar los diafragmas de la mitad inferior, coloque cancamos en sus barrenos roscados y con la ayuda de la gra levntelos de sus alojamientos. Para retirar los diafragmas de la mitad superior retire los tornillos, arandelas de fijacin y levntelos de su alojamiento. 8.6.4.18 Revise los diafragmas interpasos, las paredes de succin por restricciones, depsitos, incrustaciones, grietas o prdidas de metal debido a la corrosin y erosin. 8.6.4.19 Revise los sellos de laberinto interpasos, estos no debern estar desgastados o fracturados. Si se encuentran daados, retire las cuas anti-rotacin, gire el laberinto hacia fuera de su alojamiento. 8.6.4.20 El rotor no se deber soportar en los impulsores ni en las zonas de trabajos de las chumaceras y sellos. Revise los impulsores para ver si tienen golpes, grietas erosin u otros daos. Examine las zonas de los muones que no se encuentren rayadas o presenten otro dao, igualmente la zona de los sensores de vibracin. Mecnicamente limpie el ensamble del rotor teniendo cuidado de no daarlo. Despus del mantenimiento verificar deflexin y balanceo, en caso de alguna desviacin corregir y en caso de daos mayores cambiar el rotor. Nota: En el caso de requerirse limpieza mecnica por medio de sandblas, proteger perfectamente los muones para evitar daos mayores (no utilizar arena de slice). 8.6.5 ARMADO DEL BARRIL.
Nombre del Instructor:
16
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Las piezas debern estar limpias antes de proceder el armado. 8.6.5.1 Coloque los diafragmas interpasos en sus alojamientos con sus respectivos tornillos y arandelas de fijacin. 8.6.5.2 Monte los sellos de laberinto interpasos en su alojamiento y coloque su dispositivo anti-rotacin. 8.6.5.3 Monte el rotor con cuidado en la mitad inferior del barril. Con el rotor en su posicin y centrado con los anillos centradores, paralelas o lunetas, se puede medir los claros de los sellos de laberinto interpasos. Esto se logra colocando cinta masking tape (0.005 de espesor) en el rotor a la altura de los sellos y con azul de Prusia en la cinta, se gira el rotor y se levanta. Observe los sellos de laberinto, con una escrepa rebaje los puntos marcados. Esta actividad se efectuara hasta lograr los claros deseados. 8.6.5.4 Monte la tapa superior de barril, coloque las guas y apriete los tornillos, verifique los claros de los sellos de laberinto interpaso y ajstelos de acuerdo al punto anterior. 8.6.5.5 Desmonte la tapa superior, coloque un indicador de cartula con el palpador apoyado en el rotor. Desplace el rotor axialmente y registre esta lectura, desplace el rotor desde el lado succin al lado descarga, centre el impulsor con el difusor, registre la lectura que se desplace el rotor.
8.6.5.6 Limpie el medio cuerpo del barril, retire las rebabas o golpes con una lima fina o una piedra de asentar sin daar las superficies maquinadas. 8.6.5.7 Revise el interior de las mitades del barril para asegurarse que no hay material en su interior. Asegrese que estn instaladas las cuas antirotacion, tornillos y arandelas de retencin. 8.6.5.8 Para centrar el tambor de balance, fije el barril firmemente en una superficie slida y fija, soporte el rotor en paralelas o lunetas o anillos centradores, monte la mitad superior del barril, coloque las guas y los tornillos del medio cuerpo.
8.6.5.9 Monte el sello del pistn de balance y cntrelo con la ayuda de un calibrador de lainas verificando el claro radial en cuatro puntos. Coloque las guas y los tornillos. En caso de que se requiera cambiar tambor de
Nombre del Instructor:
17
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
balance ajuste el claro en el torno, centrar y rimar (de preferencia en la mandriladora) y fabricar nuevas guas. 8.6.5.10 Desmonte el sello del pistn de balance para retirar el anillo centrador. 8.6.5.11 Monte el sello del pistn de balance. Coloque sus guas, apriete los tornillos y coloque alambre candado. 8.6.5.12 Coloque los anillos o del exterior del barril y lubrquelos para que no se daen al montarlo en su carcaza exterior. 8.6.5.13 Habilite y coloque la maniobra para montar el barril en su carcaza, instale los blocks, esprragos y tuercas. 8.6.5.14 Con la gra introdzcalo en la carcaza y con la ayuda de las tuercas empuje el barril totalmente al interior de la carcaza. 8.6.5.15 Desmonte la maniobra de la carcaza, instale la gua del barril y la purga inferior del compresor para verificar que se encuentra en su posicin. 8.6.5.16 Ensamble el gancho con contrapeso a la tapa del barril. Ajuste el contrapeso para nivelar la tapa. 8.6.5.17 Instale anillos o nuevos a la tapa del barril y lubrquelos para facilitar el ensamble. 8.6.5.18 Instale el anillo metlico entre el barril y la tapa. 8.6.5.19 Coloque la tapa en la carcaza, monte los blocks y los tornillos. 8.6.5.20 Retire el gancho y el contrapeso de la tapa. 8.6.5.21 Coloque las cuas y el anillo de retencin. 8.6.5.22 Desmonte los tornillos y el block. 8.6.5.23 Ensamble el disco de empuje y monte la mitad inferior de las chumaceras radiales y axiales, centre el rotor de acuerdo con la referencia de centrado impulsor-difusor. Registre la distancia x del centrado de los sellos iso-carbn de acuerdo al manual de cada compresor segn el modelo. 18
8.6.5.24
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.5.25
Ajustar el centrado de la distancia x en el caso de encontrarla fuera de lo especificado.
8.6.5.26 Ajustar los claros radiales de las chumaceras, el juego axial y el apriete de la tapa de la chumacera radial contra la porta chumacera. 8.6.6 INSPECCIN DEL SELLO ISO-CARBN. Limpie todas las partes del sello incluyendo la carcaza y brida del sello. 8.6.6.1 Cambiar las siguientes partes. El anillo de contacto rotatorio, anillo de carbn, la manga de contacto as como los empaques o sellos secundarios. 8.6.6.2 Revise los resortes cnicos por distorsin, desgaste excesivo o resortes rotos. Cambie todos los resortes si alguno se encuentra daado. 8.6.6.3 Revise los pernos fijadores de los resortes en la carcaza del sello por desgaste o dao. 8.6.6.4 Inspeccione la brida de la jaula de resortes por desgaste en la parte donde trabaja con la manga de contacto. Si se encuentra desgaste, reemplazar la jaula de resorte. 8.6.6.5 Revise la jaula de resorte, los pernos anti-rotacin no deben estar desgastados, flojos o presentar algn dao. Revise los alojamientos de pernos en la jaula de resortes por desgaste o desfiguracin. 8.6.6.6 Revise las muescas anti-rotacin de la manga de contacto por desgaste o desfiguracin. 8.6.6.7 Revise el sello de flecha por desgaste o por dao. Cmbielo si el claro excede del especificado (0.005 - 0.007 diametral.) 8.6.6.8 Revise la carcaza y la brida del sello por evidencia de dao. Revise el perno antirotacion en la brida del sello por dao, desgaste o flojo. 8.6.6.9 Revise el dimetro interior de la carcaza por desgaste o fractura. 8.6.6.10 Revise el perno antirotacion de la carcaza por dao o soltura
Nombre del Instructor:
19
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.6.11 Revise los pistones de disparo (14) por desgaste, cmbielos de ser necesario. NOTA: Instale anillos o nuevos. Tambin asegrese que todas las partes y cavidades del sello estn limpias antes de armar. La basura dejada en el interior del sello causara daos y los sellos fugaran. Lubrique las partes con aceite limpio para armar con facilidad.
8.6.7
ARMADO DE LOS SELLOS ISO-CARBN.
FIGURA No.4 8.6.7.1 Coloque el sello de laberinto con anillos o nuevos en su dimetro exterior y mntelo en el compresor. Asegrese que el perno anti-rotacin est ensamblado en su alojamiento vertical del sello de laberinto.
8.6.7.2 Instale los pistones de disparo con anillos o nuevos en la carcaza. Asegrese que tengan movimiento. 8.6.7.3 Coloque los resortes cnicos en su lugar. Asegrese que estn justos en sus pernos. 8.6.7.4 Coloque la jaula de sellos con los anillos o nuevos en posicin adentro de la carcaza. Asegrese que todos los resortes ensamblan en la jaula. Asegrese que los pernos anti-rotacin estn colocados apropiadamente, y que los resortes estn en buena posicin. Use la
Nombre del Instructor:
20
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
herramienta para comprimir los resortes de la jaula y mantenerlos la carcaza. 8.6.7.5 Instale un anillo o nuevo en su alojamiento de la carcaza y coloque la manga de contacto adentro de la jaula de resortes asegrese que el perno anti-rotacin acopla en la manga de contacto. 8.6.7.6 Instale anillos o nuevos en el buje de paso aceite de sellos. 8.6.7.7 Instale anillos o nuevos en el dimetro exterior de la carcaza y monte el conjunto en el compresor. 8.6.7.8 Coloque el anillo de carbn, la cua del anillo rotatorio y monte el anillo rotatorio en su lugar. 8.6.7.9 Coloque la tuerca de la cara rotatoria y apritela con la mano asegurndose que la cua este en su lugar. Apriete la tuerca. 8.6.7.10 Desmonte la herramienta para comprimir los resortes, no deben estar desgastados, flojos o presentar algn dao. Revise los alojamientos de pernos en la jaula de resortes por desgaste o desfiguracin. 8.6.7.11 Ensamble la brida del sello, sello de la flecha, y el retenedor. Asegrese que se instale el sello de la manga y coloque el alambre candado. 8.6.7.12 Coloque el anillo o nuevo en la carcaza. 8.6.7.13 Coloque la brida del sello en su lugar y apriete. Asegrese que la brida y la carcaza asientan en su respaldo. Coloque alambre candado. 8.6.7.14 Monte la mitad inferior de las chumaceras radiales y axiales y efectu la prueba del sello.
Nombre del Instructor:
21
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.4
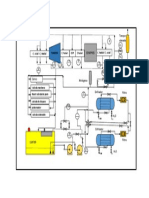
PRUEBA DEL SELLO ISO-CARBN. VER FIG. NO. 5
FIGURA No. 5
8.6.8.1 Desembride las lneas de entrada de aceite a sellos iso-carbn y lneas de retorno aceite contaminado. 8.6.8.1
Nombre del Instructor:
Embride la descarga de la bomba neumtica a la lnea de entrada aceite de sellos. 22
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
NOTA: En caso de tener las lneas conectadas de aceite de sellos, usa la bomba de aceite de sellos y/o de lubricacin del compresor. 8.6.8.3 Coloque la succin de la bomba neumtica a una cubeta con aceite turbina no. 9, aproximadamente 40 lts. 8.6.8.4 Coloque el arreglo manometrico en la lnea de descarga del sello isocarbn ubicada en la brida del sello. 8.6.8.5 Opere la bomba y purgu el aire de la cavidad del sello iso-carbn, ajuste la presin de descarga de 3.5 kg/cm. 8.6.8.6 Observe la lnea de retorno aceite contaminado. Si hay una fuga de aceite excesiva y no se mantiene la presin del aceite de sellos, revise el sello iso-carbn nuevamente. Si observa que hay un goteo menor de 15 gotas/min, y la presin durara un mnimo de 10 minutos, se tomara como prueba aceptable. 8.6.8.7 Retire el arreglo para probar el sello, embride las lneas de entrada de aceite de sellos y retorno aceite contaminado. Coloque juntas nuevas.
8.6.8.8 Conecte la lnea de descarga aceite de sellos en la brida del sello. 8.6.8.9 Monte las chumaceras radiales, disco de empuje y axiales, inversamente de acuerdo a los pasos del 5.2.16 al 5.2.23. 8.6.8.10 Monte la mitad superior de la porta chumacera, inserte los pernos gua y tornillos de la unin horizontal. Apriete los tornillos. 8.6.8.11 Instale la tubera, cables y accesorios correspondientes a las partes internas de la caja de chumaceras. 8.6.8.12 Aplique sellador a la unin horizontal y vertical e instale la cubierta superior de la caja de chumaceras. 8.6.8.13 Instale los pernos gua y tornillos en la unin horizontal. Apriete los tornillos. 8.6.8.14 apriete.
Nombre del Instructor:
Aplique sellador al cubre-cople e instlelo en su lugar. Atornille y 23
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.6.8.15 Monte el cople, cubiertas de chumaceras y cubre cople. 8.6.8.16 Limpieza y mantenimiento al sistema de lubricacin, cambio completo de aceite de acuerdo a especificaciones del fabricante. 8.6.8.17 Embride las lneas de aceite, gas cambiando las juntas. 8.6.8.18 Solicitar el montaje de instrumentos y su calibracin, efectuar protocolo de verificacin de protecciones 8.6.8.19 Solicitar retiro de juntas ciegas de compresor y calentar la turbina. 8.6.8.20 Verificar o corregir alineamiento del equipo de acuerdo con los parmetros de aceptacin y rechazo del fabricante. 8.6.8.21 Verificar distancia de acoplamiento midiendo la distancia entre caras de coples con micrmetro de interiores para comparar con la longitud del carrete espaciador. Calcular la cantidad de lainas de ajuste de acuerdo al manual de fabricante y acoplar equipo vigilando que se localicen las marcas de referencia originales coincidiendo, colocar tapa superior cubre cople con sellador. 8.6.8.22 Circular aceite alineado al sistema con cedazos, eliminando fugas. 8.6.8.23 Retirar cedazos y embridar lneas de lubricacin. 8.6.8.24 limpieza total del rea y prueba de equipo, con protocolo de seguimiento por 24 horas.
8.7.
REFERENCIAS.
6.1 Manuales del fabricante Elliott y Dresser-Rand. 6.2 Procedimiento SGC- 4.2.3 Control de los documentos. 6.3 Instruccin de trabajo 332-46110-PO-017. Rev. 1
Nombre del Instructor:
24
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
8.8.
ANEXOS
8.7.1 Lista de verificacin
( ( (
) ) )
Colocar juntas ciegas en lado proceso. Retirar sensores de vibracin e instrumentacin de chumaceras Retirar cubre-cople y desacoplar equipo. estado del acoplamiento. Bueno___________ Regular _________ Malo________
Observaciones____________________________________________________ ( ) Verificar alineacin antes de desarmar chumaceras __________ ___________ TURB.-COMP. R COMP.-TURB. R
( (
) )
Verificar juego axial compresor y registrarlo. juego axial____________ Verificar claro radial de compresor y registrarlo LC.________ LCC._________ 25
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Desmontar sellos iso-carbn o sellos secos del compresor y revisar el estado de las partes. Observaciones____________________________________________________ ________________________________________________________________ Desmontar perno de panza y tapa del compresor. Colocar maniobra y desmontar barril, desarmarlo, limpieza de diafragmas compresor y rotor. Cambiar sellos de compresor. Rotor de repuesto a mano disponible para su utilizacin. Revisin y mantto. bombas de lubricacin.
( (
) )
( ( (
) ) )
( ( ( ( ( ( (
) ) ) ) ) ) )
Revisin y mantto. bombas de condensado. Limpieza y mantto. de enfriadores de aceite. Vaciar tanques de aceite. Limpieza de filtros de aceite. Limpieza y mantto. a tanque de aceite. Limpieza y mantto. a tanque elevado de aceite Montar rotor de compresor y verificar claros inferiores registrar claro radial de los sellos de impulsor y flecha. Impulsor________________ Flecha_______________
Ajustar posicin axial del rotor compresor con chumacera axial. Registrar distancia de centrado lado libre_____________ y lado cople_______
( (
) )
Montar tapa de compresor y verificar claros superiores. Desmontar tapa de compresor, ajustar claros si es necesario y montar en forma 26
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Contenido Desarrollados del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
definitiva con sellador. ( ) Armar sellos mecnicos anotando las observaciones encontradas. observaciones___________________________________________________ Armar y efectuar ajuste final de las chumaceras radiales y axiales Claro de chumacera radial lado libre compresor ____________________ Claro de chumacera radial lado cople compresor ____________________ Juego axial compresor________________
( (
) )
Alinear turbo-compresor Cargar aceite al carter.
Solicitar a instrumentos la instalacin de los sensores de velocidad, temperatura y presiones del equipo. Circular aceite con mallas y mantas. Retirar mallas y mantas cuando estn limpias. Verificar y/o corregir alineamiento. TURB.-COMP. R COMP.-TURB. R
( ( (
) ) )
( (
) )
Acoplar equipo, colocar cubre cople superior con sellador, verificar fugas. Probar el conjunto turbina- compresor y verificar las condiciones de operacin como son vibraciones, temperaturas, presiones.
Nombre del Instructor:
27
Manual de Capacitacin Tecnolgico
Ejercicios y Prcticas del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Alumno: Fecha: Evaluacin:
LUGAR DONDE SE REALIZA: DURACION:
Grupo:
Curso: Prctica N Ejercicio: 1
Nombre de la Prctica: Desarmado y Armado de compresores centrfugos
OBJETIVOS. El participante podr desempear las labores de desarmado y armado de un compresor centrifugo. MATERIAL A UTILIZAR Banco de trabajo Compresor centrifugo Herramienta Manual del fabricante Videobin ANALISIS GENERAL DE LA PRCTICA. Verificar claros de laberintos, balanceo del rotor, medicin de flecha con respecto a chumaceras y su montaje llevando a cabo ajustes que se usan de acuerdo al manual del fabricante. DESARROLLO. 1.- Objetivos 2.- Alcances 3.- Definiciones 4.- Responsabilidades 5.- Desarrollo del desarmado y armado del compresor
Puntos importantes a verificar 1. Se hizo bien el desensamblado y armado del compresor verificndose bien los ajustes segn manual del fabricante
Si
Nombre del Instructor:
28
Manual de Capacitacin Tecnolgico
Ejercicios y Prcticas del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Alumno: Fecha: Evaluacin:
LUGAR DONDE SE REALIZA: DURACION:
Grupo: Nombre de la Prctica: Mantenimiento de compresores
Curso: Prctica N Ejercicio: 2
Objetivos: Manejar la operacin y el mantenimiento de los compresores en forma ms eficiente, a partir de la evaluacin integral de las variables de funcionamiento y las acciones de mantenimiento derivadas de ellas, con el fin optimizar el costo de la compresin. Analizar las partes internas de un compresor. Comprender el funcionamiento general de los compresores y la funcin de casa una de sus partes. Material: Compresor hermtico de frigorfico domestico convencional. Compresor hermtico stroll. Compresor hermetico de con condensador arranque. Compresor semihermetico de 2 pistones. Compresor semihermetico de 3 pistones. Compresor abierto de 2 pistones. Llaves fijas Llaves cerradas. Destornilladores. Martillo. Meger.
Anlisis de la prctica: Definir el mantenimiento del compresor mediante los diferentes tipos de compresores que hay, analizando integralmente todos los parmetros que confluyen en el, desde el punto de vista de la interrelacin mantenimiento operaciones.
Nombre del Instructor:
28
Manual de Capacitacin Tecnolgico
Ejercicios y Prcticas del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Desarrollo: Desmontaje y montaje de los siguientes compresores tomando una imagen exterior completa y otras imgenes de sus partes fundamentales separadas posteriormente para darle mantenimiento a cada uno de los compresores
Nombre del Instructor:
28
Manual de Capacitacin Tecnolgico
Ejercicios y Prcticas del Programa Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
Alumno: Fecha: Evaluacin:
LUGAR DONDE SE REALIZA: DURACION:
Grupo: Nombre de la Prctica: Mantenimiento de compresores
Curso: Prctica N Ejercicio: 3
MATERIAL Y EQUIPO - Compresor. - Analizador. - Herramienta: desarmador, pinzas, llaves. - Martillo de Impacto. PROCEDIMIENTO 1.-Poner a funcionar el compresor y dar pronsticos hipotticos en base al comportamiento presentado y al aprendizaje adquirido en el semestre. 2.-Usar el analizador colocando el acelermetro en diferentes posiciones sacar graficas, analizarlas y as ir tomando decisiones de donde se presenta mas vibracin. 3.-Utilizar la carta de severidad para ver en que estado esta el equipo. 4.- Diagnosticar que elementos del equipo son necesarios cambiar o dar mantenimiento.
SE PIDE 1. Obtener la frecuencia natural del sistema. 2. Analizar varios puntos del compresor. 3. Hacer un reporte de diagnostico incluyendo las partes a las que se les tiene que dar mantenimiento.
Nombre del Instructor:
28
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
FORMATO PARA SELECCIONAR TCNICAS E INSTRUMENTOS DE EVALUACIN
ORGANISMO CENTRO DE TRABAJO ESPECIALIDAD PUESTO/CATEGORA UNIDAD DE COMPETENCIA LABORAL CONTENIDO DE EVALUACIN Campo No. 3 Campo No. 4 Criterios de Desempeo Campo de Aplicacin
Campo No. 1
Clave
Campo No.- 2 Evidencias por: Desempeo ED Producto EP Conocimiento EC Actitud EA
Campo No. 5 Tcnica de Evaluacin
Campo No. 6 Instrumento de Evaluacin
Evidencia de desempeo Se reparo compresor centrifugo usando lista de verificacin y siguiendo normas de seguridad Evidencia por Producto Compresor centrifugo terminado en condiciones de operacin Evidencia por Conocimiento Conocer tcnicas de desarmado de compresores centrfugos Conocer tcnica de armado de compresores centrfugos Conocer manual del fabricante Conocer normas de seguridad Evidencia de Actitud Se trabajo en tiempo y forma con seguridad
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
INSTRUCCIONES. Esta es una evaluacin diagnstica, lee las preguntas que a continuacin se te presentan y selecciona la respuesta correcta sealndola en el cuadro correspondiente.
1. A B C D 2. A B C D 3. A B C D 4. A B C D 5. A
Es una maquina que opera mediante los principios de la fuerza centrifuga para desplazar una masa de gases. Bomba reciprocante. Compresor centrifugo Bomba centrifuga. Compresor reciprocante. Sirve como divisiones entre varios pasos y dirigen el flujo de la descarga del impulsor a la succin del siguiente impulsor. Tapa de impulsion (entre dos) Piston de balance Anillos de desgaste Diafragma Se encuentra montado en el extremo lado libre del rotor, trabaja en conjunto con las chumaceras de empuje. Piston de balance Chumaceras radiales. Disco de empuje. Diafragma. Se encuentran localizadas en el lado libre y lado cople del compresor, las cuales su funcin es soportar el rotor ensamblado. Chumaceras de empuje. Chumaceras radiales. Anillos de desgaste. Piston de balance. Estn instalados en el sistema para retener impurezas en el sistema de suministro de aceite. Drenadores de aceite contaminado.
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
B C D 6. A B C D 7. A B C D 8. A B C D 9. A B C D
Vlvulas de relevo Enfriadores. Filtros de aceite Metodo para medir en frio los claros entre un eje y las chumaceras Medicion con flexometro Medicin con plastigauge. Medicion con deflexometro. Medicion con micrometro interiores Tipos de sello mas comunes utilisados en compresores centrifugos. Sello mecanico. Laberintos y diafragmas. Sellos tangenciales. Sello iso carbon y sello secos. Al revisar las chumaceras se debe revisar el estado de El torque de las portachumaceras. El estado de portachumaceras. El babbitt de chumaceras no este daado. El claro incorrecto en las chumaceras Primer proceso para retirar las chumaceras radiales y axiales: Retire pernos gua y desmonte la parte superior del porta chumaceras despegando la mitad superior del mismo. Retire los tornillos y pernos gua y desmonte la parte superior del porta chumaceras despegando la mitad superior del mismo. Retire los tornillos y pernos gua y desmonte la parte inferior del porta chumaceras despegando la mitad superior del mismo. Retire los tornillos y pernos gua y desmonte la parte superior del porta chumaceras despegando la mitad inferior del mismo. Puntos de seguridad durante la entrega recpecion de un compresor centrifugo. Tomar referencia de alineamiento del conjunto turbina o motorcompresor y registrarlo. Recolectar deshechos de piezas, trapo contaminado y basura, depositndolos en los lugares destinados para tal fin. El compresor deber estar presionado, purgado, aislado con vlvulas y
10. A B C
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
juntas ciegas antes de comenzar la revisin. El compresor deber estar depresionado, purgado, aislado con vlvulas y juntas ciegas antes de comenzar la revisin. 11. La planificacin adecuada para una inspeccin minuciosa exige que se realizaran inspecciones antes de que la planta salga de operacin nos hace referencia a: Procedimiento De Inspeccin Programa De Inspeccin Planificacin De La Inspeccin Precaucion Es un punto importante nos indica las inspecciones que se debern efectuar, y las medidas correctivas que han de adoptarse dentro de un programa de inspeccin y recibe el nombre de: Objetivos Procedimiento De Inspeccin Operaciones Planificacin De La Inspeccin Es una maquina que opera mediante los principios de la fuerza centrifuga para desplazar una masa de gases, entregando a una carga constante, y a una velocidad constante, proporciona un flujo constante a la cual llamamos: Tapa Carcaza Piston de balance Compresor centrifugo Es la parte del compresor que esta diseada para contener el barril con sus internos. Carcaza Disco de empuje Cople Chumaceras de empuje Son cambiadores de calor tipo convencional. El agua fluye por tubos y el aceite por carcaza. Estn diseados para mantener una temperatura de
A B C D 12.
A B C D 13.
A B C D 14. A B C D 15.
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
A B C D 16. A B C D 17. A B C D 18. A B C D 19. A B C D 20. A B C
49 C en el aceite: Sello Seco Enfriadores Chumaceras de empuje Sello Iso-carbn Este se utiliza para separar agua y slidos del aceite de lubricacin esta conectada recirculando al depsito de aceite : Purificador de aceite Limpiador de aceite Filtros de aceite Drenadores de aceite contaminado Qu nombre recibe la persona que se encarga de ordenar que se aplique el procedimiento? Mecnico De Segunda Mecnico especialista Ing. Mecnico y cabo de mecnicos del rea Jefe de Especialidad Son vlvulas automticas que mantienen el control de la presin de aceite del sistema bajo cualquier condicin operacional y se les llama: Vlvulas De Relevo Vlvula de control Bomba principal de aceite Diafragma Qu nombre recibe el primer requisito para el mantenimiento satisfactorio competente es una inspeccin de rutina? Inspeccin Del Sello Iso-Carbn Programa De Inspeccin Desarrollo Planificacin De La Inspeccin Cules son los puntos dentro del proceso de la inspeccin? Mantenimiento De Maquinas Mantenimiento Electrico Programa de inspeccin, planificacin de la inspeccin, procedimiento 29
Nombre del Instructor:
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
de inspeccin. Mantenimiento De Limpieza
21. Cual es una de las precauciones importantes antes de comenzar la inspeccin? A B C D Limpiar el rea de trabajo Armar y desarmar correctamente Encender el compresor Alivie la carcasa, cierre los bloqueos y las vlvulas de admisin y descarga
22. Es un dispositivo mecnico de sellado de contacto utilizado en compresores centrfugos, donde no es deseable la fuga del gas de proceso y se le llama: A Compresor B Sello Iso-Carbn C Sello Seco D Sellador 23. Es un dispositivo de sellado que opera con una pelcula de gas entre sus caras, lo que las mantiene separadas bajo efecto aerodinmico de una serie de ranuras maquinadas en una de las caras.: A Sellador B Sello Seco C Sello Iso-Carbn D 24. Es una flecha ensamblada con impulsores, mangas de flecha, el cual tiene como funcin incrementar la presin del gas a manejar por medio de la fuerza centrifuga que ejercen los impulsores y son los: A Rotor B Motor C Rotador D Roteador 25. Funcin del movimiento embolico
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
A B C D
Desengancha las uas Sirve como un sellador Limpiar el area de trabajo El movimiento del mbolo hace girar el pestillo para desenganchar las cuas.
26. Cmo se ajusta el regulador de disparo? A Por medio de desensamblado B C D 27. A B C D Se ajusta rpidamente sin levantar la cubierta de la caja de engranajes ni perturbar el sistema de varillas Ensambladonolo y posteriormente desensamblandolo Va cubierta por engranes Cmo tiene que ir El vstago de la vlvula? Va ajustado con tuercas y tornillos Va ensamblado Va sellado con empaque ajustable impregnado de grafito y tiene una tuerca fcilmente accesible en la cubierta de la cmara de vapor. Va ajustado y a presin.
28. Son las personas encargadas de cumplir correctamente con el procedimiento. A Jefe general B Ayudante de operario C Mecnico especialista, mecnico de primera, mecnico de segunda D 29 Jefe de especialidad Va instalado en la salida de aceite contaminado despus de los drenadores, separa el gas disuelto en el aceite al elevar su temperatura y lo retorna al carter Diafragma Tanque desgasificador Disco de empuje Deposito de aceite
A B C D
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Sistema de Evaluacin Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedi
Tiempo de Realizacin
192 Hrs
Nive l
Categora: Operario de Primera
30. Su funcin es suministrar flujo de aceite por gravedad a las chumaceras durante el paro de la unidad, cuando falla el sistema principal y el cual es: A Deposito de aceite B C D Bomba principal de aceite Tanque de aceite Tanque elevado de aceite
Nombre del Instructor:
29
Manual de Capacitacin Tecnolgico
Normas y Procedimientos Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Tiempo de Realizacin
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
192 Hrs
Nivel
Categora: Operario de primera
Referencias Normativas:
Estas normas aplican a los maquinados, su lubricacin y elementos de maquinas mecnicos de produccin La norma AISI/SAE (tambin conocida por SAE-AISI) es una clasificacin de aceros y aleaciones de materiales no ferrosos. Es la ms comn en los Estados Unidos. AISI es el acrnimo en ingls de American Iron and Steel Institute (Instituto americano del hierro y el acero), mientras que SAE es el acrnimo en ingls de Society of Automotive Engineers (Sociedad Norteamericana de Ingenieros Automotores). En 1912, la SAE promovi una reunin de productores y consumidores de aceros donde se estableci una nomenclatura y composicin de los aceros que posteriormente AISI expandi. En este sistema los aceros se clasifican con cuatro dgitos. El primero especifica la aleacin principal, el segundo la aleacin secundaria y con los dos ltimos dgitos se conoce la cantidad de carbono presente en la aleacin. ANSI El Instituto Nacional Estadounidense de Estndares (ANSI, por sus siglas en ingls: American National Standards Institute) es una organizacin sin nimo de lucro que supervisa el desarrollo de estndares para productos, servicios, procesos y sistemas en los Estados Unidos. ANSI es miembro de la Organizacin Internacional para la Estandarizacin (ISO) y de la Comisin Electrotcnica Internacional (International Electrotechnical Commission, IEC). La organizacin tambin coordina estndares del pas estadounidense con estndares internacionales, de tal modo que los productos de dicho pas puedan usarse en todo el mundo. Por ejemplo, los estndares aseguran que la fabricacin de objetos cotidianos, como pueden ser las cmaras fotogrficas, se realice de tal forma que dichos objetos puedan usar complementos fabricados en cualquier parte del mundo por empresas ajenas al fabricante original. De ste modo, y siguiendo con el ejemplo de la cmara fotogrfica, la gente puede comprar carretes para la misma independientemente del pas donde se encuentre y el proveedor del mismo. Por otro lado, el sistema de exposicin fotogrfico ASA se convirti en la base para el sistema ISO de velocidad de pelcula (en ingls: film speed), el cual es ampliamente utilizado actualmente en todo el mundo.
Nombre del Instructor:
30
Manual de Capacitacin Tecnolgico
Normas y Procedimientos Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Tiempo de Realizacin
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
192 Hrs
Nivel
Categora: Operario de primera
Esta organizacin aprueba estndares que se obtienen como fruto del desarrollo de tentativas de estndares por parte de otras organizaciones, agencias gubernamentales, compaas y otras entidades. Estos estndares aseguran que las caractersticas y las prestaciones de los productos son consistentes, es decir, que la gente use dichos productos en los mismos trminos y que esta categora de productos se vea afectada por las mismas pruebas de validez y calidad. ANSI acredita a organizaciones que realizan certificaciones de productos o de personal de acuerdo con los requisitos definidos en los estndares internacionales. Los programas de acreditacin ANSI se rigen de acuerdo a directrices internacionales en cuanto a la verificacin gubernamental y a la revisin de las validaciones. AWS = American Welding Society ; Asociacion Americana de Soldadura. Todo tipo de normas para procedimientos, evaluaciones y tcnicas de soldadura La Asociacin Americana de Soldadura (AWS) se fundo en 1919, como una organizacin multifactica y sin fin de lucro. Su meta es fomentar el avance de la ciencia, la tecnologa y la aplicacin de disciplinas de soldadura y otras disciplinas relacionadas a la soldadura. Desde el piso de fabricas hasta las construcciones de rasca cielos, desde armas militares hasta productos del hogar, AWS continua tomando liderazgo apoyando la educacin de metalistera y el desarrollo tecnolgico de soldadura; para as mantener una competitividad fuerte y motivadora en la vida de todos los americanos. API = American Petroleum Institute, Instituto Americano del Petroleo; dicta nornas, relacionadas con la industria del petroleo. El Instituto Americano del Petrleo (API, por su sigla en ingls) es una asociacin de la industria que representa a unas 400 empresas del ramo frente a gobiernos, prensa y pblico en general. Si bien tiene su origen en Estados Unidos (y su sede, por supuesto, en Washington), hoy su presencia es global. Quizs uno de los aspectos ms conocidos de la API sea su programa de certificaciones. Estas certificaciones representan un factor de gran importancia en el desarrollo de la industria del petrleo y el gas, la cual recurre a los proveedores de equipos y servicios certificados por API como una garanta de calidad. Existen varios programas de certificacin: el Monograma API, el APIQR, el Programa de Certificacin Individual (ICP), el Registro de Perforador, el Sistema de Certificacin y Licencia de Aceite para Motores (Eolocs) y el Programa de API para Certificacin para los Proveedores de Entrenamiento (TPCP).
Nombre del Instructor:
31
Manual de Capacitacin Tecnolgico Glosario de Trminos Tecnolgicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora Operario de Primera
Bomba centrfuga
Bomba hidrulica
Compresor
Compresores de desplazamiento positivo
Compresores reciprocantes o alternativos
Compresores rotatorios Desfogue Diagrama Ecologa:
D D E
E I
Efluente Isomtrico
Una bomba centrfuga es un tipo de bomba hidrulica que transforma la energa mecnica de un impulsor rotatorio llamado rodete en energa cintica y potencial requeridas. Una bomba es una mquina hidrulica generadora que transforma la energa (generalmente energa mecnica) con la que es accionada en energa hidrulica del fluido incompresible que mueve Un compresor de gas es una mquina motora, que trabaja entregndole energa a un fluido compresible. sta energa es adquirida por el fluido en forma de energa cintica y presin (energa de flujo). Los tipos de desplazamiento positivo son de dos categoras bsicas: Reciprocantes y Rotatorias. El compresor reciprocante tienen uno o ms cilindros en los cuales hay un pistn o embolo de movimiento alternativo que desplaza un volumen positivo en cada carrera. Los rotatorios incluyen los tipos de lbulos, espiral, aspas o paletas y anillo de lquido. Cada uno con una carcasa, o con ms elementos rotatorios que se acoplan entre s, como los lbulos o las espirales, o desplazan un volumen fijo en cada rotacin. Los compresores reciprocantes abarcan desde una capacidad muy pequea hasta unos 3000 PCMS. Para equipo de procesos, por lo general, no se utilizan mucho los tamaos grandes y se prefieren los centrfugos. Si hay alta presin y un gasto ms bien bajo, se necesitan los reciprocantes. El nmero de etapas o cilindros se debe seleccionar con relacin a las o temperaturas de descarga, tamao disponible para los cilindros y carga en el cuerpo o biela del compresor. Los sopladores, bombas de vaco y compresores rotatorios son todos de desplazamiento positivo, en los cuales un elemento rotatorio desplaza un volumen fijo con cada revolucin. Dar salida violentamente a un sentimiento o un estado de nimo, desahogo. Es un tipo de grfico de informacin que representa datos numricos tabulados. Es el estudio de la relacin entre los seres vivos y su ambiente o de la distribucin y abundancia de los seres vivos, y cmo esas propiedades son afectadas por la interaccin entre los organismos y su ambiente. Lquido que procede de una planta industrial. Del latn: iso=igual mtrico=medidas; algo que tiene todas sus 32
Nombre del Instructor:
Manual de Capacitacin Tecnolgico Glosario de Trminos Tecnolgicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora Operario de Primera
medidas iguales o en igual proporcin. M Ciencia y tcnica que tiene por objetivo el estudio de los sistemas Metrologa de pesos y medidas, y la determinacin de las magnitudes fsicas. Es la capacidad de reaccin qumica que presenta ante otros Reactividad: reactivos. Residual Parte que queda de un todo, del residuo o relativo a l Soplador volumtrico de desplazamiento positivo a lbulos que se utiliza para aumentar la capacidad de las bombas de vaco Sopladores de primarias cuando estn funcionando en su presin mnima de la alto vaco entrada. Pueden ser utilizados en serie con un sistema primario para alcanzar altos niveles de vacio. Son paquetes integrados de compresin que se pueden montar en unidades mviles basados en Sopladores rotatorios de Sopladores de la desplazamiento positivo RBS/DV con inyeccin de aire. En este serie trb/dv paquete la investigacin tecnolgica ha permitido obtener una reduccin del nivel de ruidos significativamente en una planta de dimensiones pequeas stas son mquinas de fluido, a travs de las cuales pasa un Turbina fluido en forma continua y este le entrega su energa a travs de un rodete con paletas o labes. En este tipo de turbinas no se espera un cambio de fase del Turbinas a gas fluido durante su paso por el rodete. Son aquellas cuyo fluido de trabajo no sufre un cambio de Turbinas densidad considerable a travs de su paso por el rodete; stas Hidrulicas son generalmente las turbinas de agua, que son las ms comunes. Dentro de este gnero se encuentran. Turbinas Son aquellas cuyo fluido de trabajo sufre un cambio de densidad Trmicas considerable a travs de su paso por el rodete. Su fluido de trabajo puede sufrir un cambio de fase durante su paso por el rodete; este es el caso de las turbinas a mercurio, Turbinas a Vapor que fueron populares en algn momento, y el de las turbinas a vapor de agua, que son las ms comunes. Generalmente constituye el ltimo elemento en un lazo de control instalado en la lnea de proceso y se comporta como un orificio Vlvula de control cuya seccin de paso vara continuamente con la finalidad de controlar un caudal en una forma determinada. Vlvula de Es de vueltas mltiples, en la cual se cierra el orificio con un compuerta: disco vertical de cara plana que se desliza en ngulos rectos 33
R R S
T T
T T
Nombre del Instructor:
Manual de Capacitacin Tecnolgico Glosario de Trminos Tecnolgicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora Operario de Primera
V Vlvulas de macho V Vlvulas de globo: V Vlvulas de bola
sobre el asiento. Es de de vuelta, que controla la circulacin por medio de un macho cilndrico o cnico que tiene un agujero en el centro, que se puede mover de la posicin abierta a la cerrada mediante un giro de 90 . Es de vueltas mltiples, en la cual el cierre se logra por medio de un disco o tapn que cierra o corta el paso del fluido en un asiento que suele estar paralelo con la circulacin en la tubera. Son de de vuelta, en las cuales una bola taladrada gira entre asientos elsticos, lo cual permite la circulacin directa en la posicin abierta y corta el paso cuando se gira la bola 90 y cierra el conducto. Es de de vuelta y controla la circulacin por medio de un disco circular, con el eje de su orificio en ngulos rectos con el sentido de la circulacin. Son de vueltas mltiples y efectan el cierre por medio de un Diafragma flexible sujeto a un compresor. Cuando el vstago de la vlvula hace descender el compresor, el diafragma produce sellamiento y corta la circulacin. Es de vueltas mltiples y efecta el cierre por medio de uno o mas elementos flexibles, como diafragmas o tubos de caucho que se pueden apretar u oprimir entre si para cortar la circulacin. Esta destinada a impedir una inversin de la circulacin. La circulacin del lquido en el sentido deseado abre la vlvula; al invertirse la circulacin, se cierra. Tiene un disco embisagrado o de charnela que se abre por completo con la presin en la tubera y se cierra cuando se interrumpe la presin y empieza la circulacin inversa. Hay dos diseos: uno en "Y" que tiene una abertura de acceso en el cuerpo para el esmerilado fcil del disco sin desmontar la vlvula de la tubera y un tipo de circulacin en lnea recta que tiene anillos de asiento reemplazables. Es similar a la vlvula de globo, excepto que el disco se eleva con la presin normal e la tubera y se cierra por gravedad y la circulacin inversa. Es de accin automtica para tener regulacin automtica de la presin. El uso principal de esta vlvula es para servicio no comprimible y se abre con lentitud conforme aumenta la presin, para regularla. 34
Vlvulas de mariposa Vlvulas de diafragma
V Vlvulas de apriete V Vlvulas de retencin (check)
V Vlvulas de retencin del columpio
Vlvulas de retencin de elevacin Vlvulas de desahogo (alivio)
Nombre del Instructor:
Manual de Capacitacin Tecnolgico Glosario de Trminos Tecnolgicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora Operario de Primera
Vlvula de seguridad Vlvula en Angulo:
V Ventilador V Ventiladores helicoidales
Es una vlvula de relevo de presin que es accionada por la presin esttica que entra en la vlvula, y cuyo accionamiento se caracteriza por una rpida apertura audible o disparo sbito Permite obtener un flujo de caudal regular sin excesivas turbulencias y es adecuada para disminuirla erosin cuando esta es considerable por las caractersticas del fluido o por la excesiva presin diferencial. Un ventilador es un dispositivo para agitar o mover aire o gas. Bsicamente crea una corriente de aire moviendo unas paletas o labes. Se emplean para mover aire con poca prdida de carga, y su aplicacin ms comn es la ventilacin general
Nombre del Instructor:
35
Manual de Capacitacin Tecnolgico Formato de Anexos Tcnicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
No. DE DOCUMENTO
312-42610-PO-501
TTULO
Sistema de Mantenimiento Predictivo, Preventivo del rea de Administracin del Mantenimiento Mecnico Mantenimiento Preventivo de Bombas Centrifugas Tipo Proceso de un Paso. Mantenimiento correctivo a vlvulas de compuerta Instaladas en la planta Mantenimiento correctivo a vlvulas de bloqueo en Taller Mecnico. Mantenimiento Correctivo de Bombas Centrifugas Tipo Proceso de un Paso Mantenimiento Correctivo y Calibracin de Vlvulas de Seguridad (PSV). Mantenimiento Preventivo a Bombas Centrifugas de dos Apoyos. Mantenimiento correctivo a Turbinas de Vapor tipo AYR/BYR. Mantenimiento Preventivo de Ventiladores de Soloaires con transmisin por banda.
FECHA DE EMISIN 2004-10-18 2004-10-18 2007-07-15 2007-07-15
2004-10-18
REVISIN NIVEL DE No. RIESGO
05 BAJO
312-42610-PO-502 312-42610-IT-503 312-42610-IT-504 312-42610-PO-505
03 04 04 02
BAJO BAJO BAJO BAJO
312-42610-IT-506 312-46100-PO-507 312-42610-PO-508 312-42610-PO-509
2007-07-15
2004-10-18
05 02 03 02
BAJO BAJO BAJO BAJO
2004-10-18
2004-10-18
312-42610-PO-510
Mantenimiento Preventivo de Ventiladores de soloaire con transmisin por reductor de velocidad.
Mantenimiento, Calibracin e Instalacin de Gobernadores de Velocidad tipo TG Balanceo Dinmico de rotores con equipo MICROLOG Muestreo y Anlisis de Aceite Lubricante con Equipo OIL VIEW 5200 Recoleccin de Datos de Vibracin y Estado Aparente con Equipo MARLING-I-PRO Mantenimiento Preventivo a Tiro Forzado con Transmisin con Reductor de Velocidad-Turbina Mantenimiento Preventivo a Bombas Verticales Mantenimiento Preventivo a Ventilador con Transmisin con Reductor de Velocidad con Motor
2004-10-18
02
BAJO
312-42610-PO-511 312-42610-PO-512 312-42610-PO-513
2005-02-05 2005-03-23 2005-07-08
00 00 00
BAJO BAJO BAJO
312-42610-PO-514
2005-07-10
00
BAJO
312-42610-PO-515 312-42610-PO-516 312-42610-PO-517 Nombre del Instructor:
2005-07-19 2005-08-09 2005-08-09
00 00 00
BAJO BAJO BAJO
36
Manual de Capacitacin Tecnolgico Formato de Anexos Tcnicos
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Elctrico en Torres de Enfriamiento
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
Tiempo de Realizacin
192 Hrs
Nivel
Categora: Operario de Primera
No. DE DOCUMENTO
312-42610-PO-518 312-42610-PO-519 312-42610-PO-520 312-42610-PO-522
TTULO
Mantenimiento Preventivo a Compresor de Aire Centrfugo de 3 Pasos Uso y Manejo de Mquina Lapeadora marca LAP MASTER Uso y Manejo de Torno Paralelo Mantenimiento Correctivo a Bombas Verticales de dos Pasos en rea de Efluentes y Torres de Enfriamiento Mantenimiento Preventivo a Turbogenerador de Energa Elctrica Siemens de 32.0 MW Manejo y Control de Enfriadores de Lquidos Hermticos Tipo Absorcin Carrier 16JB-010-068 en Edificio Administrativo y Bunker Mantenimiento Correctivo a Bomba de Desplazamiento Positivo (Tornillo o Gusano)
FECHA DE EMISIN
2005-08-09 2005-08-09 2005-08-17 2005-08-18
REVISIN NIVEL DE No. RIESGO
00 00 00 00 BAJO BAJO BAJO BAJO
312-42610-PO-523
2005-08-15
00
BAJO
312-42610-PO-524
2005-08-22
00
BAJO
312-42610-PO-528
2005-10-05
00
BAJO
Nombre del Instructor:
37
Manual de Capacitacin Tecnolgico
Formato de Bibliografa y Referencias de Consultas Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Tiempo de Realizacin
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
192 Hrs
Nivel
Categora: Operario de Priemera
BIBLIOGRAFIA: Mataix, Claudio Mecnica de Fluidos y Mquinas Hidrulicas Editorial Alfa Omega 2004 Lawrence H.Van Vlack Materiales para Ingeniera CECSA. 1993 Biblioteca Profesional (EPS). Tecnologa mecnica. Toma II. Ediciones Don Bosco. Barcelona 1974. Leyenserter. Tecnologa de los Oficios Metalurgicos.Editorial Reverte.1974. KRAR, Steve y CHECK, Albert. TECNOLOGA DE LAS MQUINAS HERRAMIENTA, 5 Ed. Editorial Alfaomega GIECK, Kart, MANUAL DE FRMULAS TCNICAS, 31 Editorial Alfaomega TIMINGS, R. TECNOLOGA DE LA FABRICACIN I Procesos y Materiales del Taller, Editorial Alfaomega TIMINGS, R. TECNOLOGA DE LA FABRICACIN II Tratamiento Trmico, Procesos y Mquinas Herramienta, Editorial Alfaomega Manuales del Fabricante. BOMBAS: SELECCIN, USO Y MANTENIMIENTO, KENNETH MCNAUGHTON, MCGRAWHIL, 1988 BOMBAS: MECNICA DE FLUIDOS WHITE, FRANK M. Mc GRAW-HILL 2004 VLVULAS: SELECCIN, USO Y MANTENIMIENTO, RICHARD W. GREENE, MCGRAW-HILL 1988
Nombre del Instructor:
38
Manual de Capacitacin Tecnolgico Formato de Informe de Resultados
Especialidad: Mantenimiento Mecnico de Piso 08 01 Mdulo: Mantenimiento de Compresores Curso: Mantenimiento de Compresores
Tiempo de Realizacin
Fecha de Elaboracin: jul 2007 Fecha de Revisin: Dic 2007 Estado de la Revisin: Intermedio
192 Hrs
Nivel
Categora: Operario de Primera
ORGANISMO CENTRO DE TRABAJO ESPECIALIDAD
1. Alcance de los Objetivos 2. Valoracin de los Participantes del Grupo 3. Del desempeo de las actividades 4. De las Prcticas 5. Logros del curso 6. Socializacin de los participantes 7. Faltantes del Curso 8. Propuestas en el Curso 9. Instalaciones 10. Limitaciones 11. Conclusiones
Nombre del Instructor:
39
You might also like
- Vocabulario Describiendo GenteDocument2 pagesVocabulario Describiendo Gentegarcia06No ratings yet
- Países y Nacionalidades en InglesDocument7 pagesPaíses y Nacionalidades en Inglesgarcia06100% (1)
- Diagrama de LubricacionDocument1 pageDiagrama de Lubricaciongarcia06No ratings yet
- Aleaciones y Sus AplicacionesDocument4 pagesAleaciones y Sus Aplicacionesgarcia060% (1)
- Untecs Mecanica de Fluidos Semana Fuerza de Presion Sobre Superficies CurvasDocument13 pagesUntecs Mecanica de Fluidos Semana Fuerza de Presion Sobre Superficies CurvasKoral BravoNo ratings yet
- Sistemas Proteccion Contra Incendios VictaulicDocument116 pagesSistemas Proteccion Contra Incendios VictaulicRivero LuisNo ratings yet
- 1 HBVDocument65 pages1 HBVAndrea MirandaNo ratings yet
- Hoja de Practica Semana 1 - Sesion 1 y 2Document4 pagesHoja de Practica Semana 1 - Sesion 1 y 2Jhonatan choqueNo ratings yet
- Manual de Montaje y Uso 0SR.412.230.155794Document58 pagesManual de Montaje y Uso 0SR.412.230.155794Sergio CarranzaNo ratings yet
- Generalidades GasesDocument21 pagesGeneralidades GasesCarlos Andrés PereaNo ratings yet
- Ajustes de Presion - SauerDocument10 pagesAjustes de Presion - SauerDarlan AssinkNo ratings yet
- Guía de Ejercicios Parcial IIDocument3 pagesGuía de Ejercicios Parcial IIDiegoNo ratings yet
- Transformaciones Físicas de Sustancias PurasDocument32 pagesTransformaciones Físicas de Sustancias Puraskarla sharlot espinoza gomezNo ratings yet
- P1 - Mecánica de FluidosDocument9 pagesP1 - Mecánica de Fluidosomar ustoaNo ratings yet
- Parcial de Estática de FluidosDocument1 pageParcial de Estática de FluidosDiegoNo ratings yet
- CC 229041 Certificado de Calibracion Esfigmomanómetro Mec - 17025Document3 pagesCC 229041 Certificado de Calibracion Esfigmomanómetro Mec - 17025SamNo ratings yet
- YOKOGAWA Dy, Dya PDFDocument134 pagesYOKOGAWA Dy, Dya PDFbiotech666No ratings yet
- Unidad de Control ElectrónicaDocument3 pagesUnidad de Control Electrónicaoscar enrique campos carbajalNo ratings yet
- Hojas de Trabajo Electrohidraulica Nivel Basico PDFDocument202 pagesHojas de Trabajo Electrohidraulica Nivel Basico PDFmateo daniel mNo ratings yet
- Capítulo 2 - Presion de Un Fluido - Analisis IntegralDocument19 pagesCapítulo 2 - Presion de Un Fluido - Analisis IntegralDomenica TobarNo ratings yet
- Instrumentación en Tanques AtmosféricosDocument31 pagesInstrumentación en Tanques AtmosféricosLuis Antonio Sánchez SánchezNo ratings yet
- Guia I de Fisica II I ParcialDocument3 pagesGuia I de Fisica II I ParcialEber Josue Lopez SarmientoNo ratings yet
- TurboFreno RetardadorDocument25 pagesTurboFreno RetardadorClaudio Cerda M100% (6)
- Ventilación Auxiliar & BombasDocument12 pagesVentilación Auxiliar & BombasMatias Arlegui LunaNo ratings yet
- Problemas 665 y 666Document4 pagesProblemas 665 y 666Sergio RoaNo ratings yet
- Capitulo 4 Termodinamica ResueltoDocument13 pagesCapitulo 4 Termodinamica ResueltoDieggo Delgado100% (1)
- Práctica N° 3 Determinación Del Punto de Fusión y EbulliciónDocument10 pagesPráctica N° 3 Determinación Del Punto de Fusión y EbulliciónLUIS ALEJANDRO LARA BENITEZNo ratings yet
- Serie de Ejercicios TermodinamicaDocument26 pagesSerie de Ejercicios TermodinamicaTraceur Carlos M. N60% (5)
- Equipos de Extracción Sólido Líquido A Nivel IndustrialDocument5 pagesEquipos de Extracción Sólido Líquido A Nivel IndustrialSharon Fuentes100% (2)
- Neumatica Parte 1Document83 pagesNeumatica Parte 1Martin Angulo100% (1)
- Instalación y PruebasDocument20 pagesInstalación y PruebasFernando Bautista100% (2)
- Mtto. TUBERIADocument58 pagesMtto. TUBERIAPinto Nuñez LuisNo ratings yet
- 04) CONTENIDO - Apuntes de Fisica General - José Pedro Agustin Valera NegreteDocument8 pages04) CONTENIDO - Apuntes de Fisica General - José Pedro Agustin Valera NegreteCarlos FruscianteNo ratings yet
- BRAZO HIDRÁULICO JohanDocument4 pagesBRAZO HIDRÁULICO JohanEdwin AlonzoNo ratings yet