You might also like
- AnodizingDocument40 pagesAnodizingPramote.Su100% (1)
- Aerospace Special Process TechniquesDocument23 pagesAerospace Special Process Techniquesvivek nuthiNo ratings yet
- Alodine 1200S, Technical BulletinDocument6 pagesAlodine 1200S, Technical BulletinRamiro ArtazaNo ratings yet
- Cqi 11v2 Special Process Plating System Assessment PDFDocument15 pagesCqi 11v2 Special Process Plating System Assessment PDFaadmaadmNo ratings yet
- Control of The Mat Gloss BalanceDocument3 pagesControl of The Mat Gloss Balancejulio100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- Special Process Audit Check Sheet - PlatingDocument8 pagesSpecial Process Audit Check Sheet - PlatingHariprasanth ChandranNo ratings yet
- AnodizingDocument8 pagesAnodizingSuhas PrabhakarNo ratings yet
- Quality Management Manual TemplateDocument7 pagesQuality Management Manual Templateselinasimpson3001No ratings yet
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNo ratings yet
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocument15 pagesTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocument7 pagesTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNo ratings yet
- ASTM E8-04 - Tension Testing of Metallic MaterialsDocument24 pagesASTM E8-04 - Tension Testing of Metallic MaterialsSỹ HiệpNo ratings yet
- Ceramic Materials PropertiesDocument1 pageCeramic Materials PropertiesIntanasa NurdentiNo ratings yet
- Joncryl 678 TDSDocument2 pagesJoncryl 678 TDSAllen Kam100% (1)
- SSPC - Paint 41 PDFDocument5 pagesSSPC - Paint 41 PDFIvanSanchez100% (1)
- Standard Practice For Preparation of Zinc-Coated and Zinc-Alloy-Coated Steel Panels For Testing Paint and Related Coating ProductsDocument3 pagesStandard Practice For Preparation of Zinc-Coated and Zinc-Alloy-Coated Steel Panels For Testing Paint and Related Coating ProductsAhmad TfailyNo ratings yet
- Electro Chemical Processes Laboratory: Department of Process Engineering and Energy TechnologyDocument15 pagesElectro Chemical Processes Laboratory: Department of Process Engineering and Energy TechnologyVignesh ArunNo ratings yet
- Paint TroubleshootingDocument23 pagesPaint TroubleshootingNooruddin SheikNo ratings yet
- Porous Anodic Aluminum Oxide: Anodization and Templated Synthesis of Functional NanostructuresDocument70 pagesPorous Anodic Aluminum Oxide: Anodization and Templated Synthesis of Functional NanostructuresVũ Hoàng QuânNo ratings yet
- How To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionDocument21 pagesHow To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionSatyendra PandeyNo ratings yet
- Potential Failure Mode and Effects AnalysisDocument1 pagePotential Failure Mode and Effects AnalysisNatarajan GopalaswamyNo ratings yet
- SSPC Standards Update NSRP PanelDocument30 pagesSSPC Standards Update NSRP PanelAnbalagan Ravichandran100% (1)
- Sae Ams03-3-2015Document8 pagesSae Ams03-3-2015raulNo ratings yet
- Motorola Quality ManualDocument12 pagesMotorola Quality ManualHaroon MukhtarNo ratings yet
- Aircraft and Support Equipment Polyurethane Coating SpecificationDocument24 pagesAircraft and Support Equipment Polyurethane Coating SpecificationmurphygtNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- Overview - Aerospace Anodize Finishes - Products FinishingDocument20 pagesOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNo ratings yet
- Surface of Finished Wood Oorings - Characteristics and TestingDocument16 pagesSurface of Finished Wood Oorings - Characteristics and TestingAntoinette Abijuru100% (1)
- Calculate Coating Costs with ACTEGA Kelstar's ToolDocument1 pageCalculate Coating Costs with ACTEGA Kelstar's ToolservicebinderyNo ratings yet
- Mil DTF 5541fDocument12 pagesMil DTF 5541fMarcos PerezNo ratings yet
- Review On Automotive Body Coating ProcessDocument4 pagesReview On Automotive Body Coating ProcessIJEMR JournalNo ratings yet
- Investment Casting Design & Applications Lessons from AerospaceDocument7 pagesInvestment Casting Design & Applications Lessons from AerospaceAnonymous 9xvU1FNo ratings yet
- ZN Ni PlatingDocument32 pagesZN Ni Plating3D MESH100% (1)
- Iso 9001 - 2015Document16 pagesIso 9001 - 2015QBMontgomeryNo ratings yet
- Hard Chrome Plating PlantsDocument5 pagesHard Chrome Plating Plants19bt01019No ratings yet
- Coatings 06 00024 PDFDocument22 pagesCoatings 06 00024 PDFcvazquez999No ratings yet
- Advanced Scratch Testing Evaluation CoatingsDocument36 pagesAdvanced Scratch Testing Evaluation CoatingsPlínio Furtat100% (1)
- Acid Etch For Aluminum ExtrusionDocument10 pagesAcid Etch For Aluminum ExtrusionLeonel Velasquez100% (1)
- Industrial Liquid Coatings Color CardDocument8 pagesIndustrial Liquid Coatings Color CardJose Miguel Atehortua ArenasNo ratings yet
- Post Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesDocument22 pagesPost Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesAmirtharaaj VijayanNo ratings yet
- Agent Can Selectively Use Glass Powder, Titanium Dioxide and White Alundum, Etc. and Their Mixture, and The AdhesiveDocument4 pagesAgent Can Selectively Use Glass Powder, Titanium Dioxide and White Alundum, Etc. and Their Mixture, and The AdhesiveSama Umate100% (2)
- DoD Corrosion Prevention and Control Program Final Report on In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDocument142 pagesDoD Corrosion Prevention and Control Program Final Report on In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangNo ratings yet
- Damage in CoatingsDocument25 pagesDamage in Coatingsoquintero99No ratings yet
- Surface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 FinalDocument10 pagesSurface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 Finalamirkhakzad498No ratings yet
- San BlastingDocument8 pagesSan BlastingMilu DarwinNo ratings yet
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNo ratings yet
- Railway Heat TreatmentDocument16 pagesRailway Heat TreatmentEr Vishal Divya JagadaleNo ratings yet
- Excel Example BomsDocument11 pagesExcel Example BomsTueNo ratings yet
- 4628 6 PDFDocument12 pages4628 6 PDFTomasPavlovicNo ratings yet
- Atlas of Polarization DataDocument90 pagesAtlas of Polarization Datarajarajeswaran100387No ratings yet
- Vibrabsorber enDocument34 pagesVibrabsorber enRodrigo Gonçalves100% (1)
- DP29LDocument13 pagesDP29LAleem QureshiNo ratings yet
- Pultrusion WW 06 2012 Rev3 Us FinalDocument8 pagesPultrusion WW 06 2012 Rev3 Us FinalPradeep MahalikNo ratings yet
- Architectural Powder A Review World Technical and Market StatusDocument18 pagesArchitectural Powder A Review World Technical and Market StatusMina RemonNo ratings yet
- Specialty Additives and Solvents: For Coatings FormulationsDocument24 pagesSpecialty Additives and Solvents: For Coatings FormulationsManoj Lalita GoswamiNo ratings yet
- Extrusal aluminium profilesDocument5 pagesExtrusal aluminium profilestayefehNo ratings yet
- Corrosion ProtectionDocument14 pagesCorrosion ProtectionSefri Susanto100% (2)
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- Teaching Engineering by Peter J. GoodhewDocument117 pagesTeaching Engineering by Peter J. GoodhewCORE Materials100% (1)
- Equations in Materials ScienceDocument25 pagesEquations in Materials ScienceCORE Materials86% (7)
- Electrons and Their Interaction With The SpecimenDocument37 pagesElectrons and Their Interaction With The SpecimenCORE MaterialsNo ratings yet
- The Transmission Electron MicroscopeDocument73 pagesThe Transmission Electron MicroscopeCORE MaterialsNo ratings yet
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- Chemical Analysis in The Electron MicroscopeDocument62 pagesChemical Analysis in The Electron MicroscopeCORE MaterialsNo ratings yet
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- The Role of Technology in Sporting PerformanceDocument36 pagesThe Role of Technology in Sporting PerformanceCORE Materials100% (1)
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocument26 pagesTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- Durability of MaterialsDocument72 pagesDurability of MaterialsCORE Materials100% (2)
- TALAT Lecture 5202: Conversion CoatingsDocument9 pagesTALAT Lecture 5202: Conversion CoatingsCORE MaterialsNo ratings yet
- TALAT Lecture 4704: Surface Preparation and Application ProceduresDocument12 pagesTALAT Lecture 4704: Surface Preparation and Application ProceduresCORE MaterialsNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumDocument14 pagesTALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumCORE Materials100% (1)
- TALAT Lecture 4500: Resistance WeldingDocument23 pagesTALAT Lecture 4500: Resistance WeldingCORE MaterialsNo ratings yet
- TALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsDocument13 pagesTALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsCORE MaterialsNo ratings yet
- TALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysDocument13 pagesTALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysCORE MaterialsNo ratings yet
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocument20 pagesTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNo ratings yet
- TALAT Lecture 4705: Quality AssuranceDocument4 pagesTALAT Lecture 4705: Quality AssuranceCORE MaterialsNo ratings yet
- Introduction to Brazing Aluminium AlloysDocument24 pagesIntroduction to Brazing Aluminium AlloysfedeloquiNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- Technical Readout (TRO) 2750 (Fan Made)Document106 pagesTechnical Readout (TRO) 2750 (Fan Made)Mescalero100% (4)
- Intro to Process Control Part 3 by Omar Y IsmaelDocument25 pagesIntro to Process Control Part 3 by Omar Y IsmaelHATAM TALAL ALINo ratings yet
- Cisco IOS XR Configuration Guide Master IndexDocument66 pagesCisco IOS XR Configuration Guide Master IndexvictorpetriniNo ratings yet
- Seller DashboardDocument8 pagesSeller DashboardAditya KumarNo ratings yet
- Variational Asymptotic BeamDocument43 pagesVariational Asymptotic BeamAdimasu AyeleNo ratings yet
- LATERAL EARTH PRESSURE CALCULATIONSDocument55 pagesLATERAL EARTH PRESSURE CALCULATIONSRakesh SheteNo ratings yet
- WSST - FW - Flyer Changi EN PDFDocument5 pagesWSST - FW - Flyer Changi EN PDFAmlan Banerjee0% (1)
- Two-Way Floor SystemDocument11 pagesTwo-Way Floor SystemJason TanNo ratings yet
- Zit 64 BVDocument12 pagesZit 64 BVVT86No ratings yet
- Morgan Parts Catalog 44p LRDocument27 pagesMorgan Parts Catalog 44p LRArturo Zavala UrquidesNo ratings yet
- Operating Systems Concepts and ComponentsDocument42 pagesOperating Systems Concepts and ComponentsgtaclubNo ratings yet
- Productdatasheet en or 088423855cDocument1 pageProductdatasheet en or 088423855cpieroNo ratings yet
- Fengine S4800 Switch Datasheet-V30R203 PDFDocument7 pagesFengine S4800 Switch Datasheet-V30R203 PDFAriston SitanggangNo ratings yet
- ID-Operator Guide r2Document138 pagesID-Operator Guide r2Mahdi DehghankarNo ratings yet
- Ec7 WallapDocument20 pagesEc7 WallapJack DoverNo ratings yet
- Bob L200Document12 pagesBob L200LucyPher_Comte_7563No ratings yet
- Manual Erie 541NDocument43 pagesManual Erie 541NrichmondinnNo ratings yet
- ABC Vs Acb Phase Seq t60 Get-8431bDocument3 pagesABC Vs Acb Phase Seq t60 Get-8431bkcirrenwodNo ratings yet
- MVC Project Jarvis DatabaseDocument30 pagesMVC Project Jarvis DatabaseSravan SaiNo ratings yet
- Canon Ir3245 Series-PcDocument154 pagesCanon Ir3245 Series-PcPetrescu CezarNo ratings yet
- Chem 31.1 Midterms Reviewer Experiment 1: Solubility of Organic CompoundsDocument6 pagesChem 31.1 Midterms Reviewer Experiment 1: Solubility of Organic CompoundsSteffi GatdulaNo ratings yet
- AIR SAFETY PROCEDURES MANUAL - IndiaDocument141 pagesAIR SAFETY PROCEDURES MANUAL - IndiaRichard R M Thodé100% (1)
- Estimate of Cycle Stand Extension Situated at Bhagat Singh College Jaora, Dist. RatlamDocument5 pagesEstimate of Cycle Stand Extension Situated at Bhagat Singh College Jaora, Dist. RatlamaasifahNo ratings yet
- Fabricación de Insertos de Carburo de TungstenoDocument5 pagesFabricación de Insertos de Carburo de TungstenoRolando Nuñez MonrroyNo ratings yet
- Racecar Engineering 2013 05 PDFDocument100 pagesRacecar Engineering 2013 05 PDFfreddyonnimiNo ratings yet
- Accuret-A20: Electrical SpecificationsDocument2 pagesAccuret-A20: Electrical SpecificationsClaudio CalabreseNo ratings yet
- SY155WDocument4 pagesSY155WLutfi DstrNo ratings yet
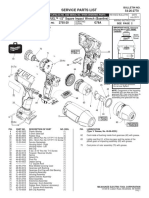
- 2755 22 (G78A) Milwaukee PBDocument2 pages2755 22 (G78A) Milwaukee PBZeckNo ratings yet
- S5 1-Bedroom Suite FloorplanDocument1 pageS5 1-Bedroom Suite FloorplanAdam HudzNo ratings yet
- MEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaDocument5 pagesMEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaHiren MewadaNo ratings yet