You might also like
- Nucleating Agents PresentationDocument6 pagesNucleating Agents PresentationkhuelvNo ratings yet
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocument7 pagesTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNo ratings yet
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocument15 pagesTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- Anodizing Ver 1Document14 pagesAnodizing Ver 1aditya_welekarNo ratings yet
- 84075f56 Biodegradable Plastics ReportDocument54 pages84075f56 Biodegradable Plastics ReportAviationNo ratings yet
- TALAT Lecture 5203: Anodizing of AluminiumDocument27 pagesTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- Cqi 11v2 Special Process Plating System Assessment PDFDocument15 pagesCqi 11v2 Special Process Plating System Assessment PDFaadmaadmNo ratings yet
- Control of The Mat Gloss BalanceDocument3 pagesControl of The Mat Gloss Balancejulio100% (1)
- Special Process Presentation NewDocument23 pagesSpecial Process Presentation Newvivek nuthiNo ratings yet
- Hard Chrome Plating PlantsDocument5 pagesHard Chrome Plating Plants19bt01019No ratings yet
- Overview - Aerospace Anodize Finishes - Products FinishingDocument20 pagesOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNo ratings yet
- Metallurgical Coatings 1988: Proceedings of the 15th International Conference on Metallurgical Coatings, San Diego, CA, U.S.A., April 11–15, 1988From EverandMetallurgical Coatings 1988: Proceedings of the 15th International Conference on Metallurgical Coatings, San Diego, CA, U.S.A., April 11–15, 1988R KrutenatNo ratings yet
- Nucleating and Clarifying AgentsDocument3 pagesNucleating and Clarifying AgentssamaroNo ratings yet
- Chrom I TingDocument11 pagesChrom I TingAshish RawatNo ratings yet
- Biodegradable Polymers For Food Packagin PDFDocument10 pagesBiodegradable Polymers For Food Packagin PDFMirelaNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- User's Guide To Powder Coating: Fourth EditionDocument10 pagesUser's Guide To Powder Coating: Fourth EditionGaurav AmberkarNo ratings yet
- Qualanod SpecDocument62 pagesQualanod SpecwilliamNo ratings yet
- Surface TreatmentDocument34 pagesSurface TreatmentnagarajNo ratings yet
- Asm Handbook Volume 2a - Aluminum Science and TechnologyDocument855 pagesAsm Handbook Volume 2a - Aluminum Science and TechnologymarvinznudNo ratings yet
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNo ratings yet
- Surface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 FinalDocument10 pagesSurface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 Finalamirkhakzad498No ratings yet
- HR S 50 B (Bright Nickel Bath)Document8 pagesHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiNo ratings yet
- Dolly Preparation For Pull Out TestDocument6 pagesDolly Preparation For Pull Out TestLaughlikesiao HeheNo ratings yet
- The Characterization of Automobile Body FillersDocument9 pagesThe Characterization of Automobile Body FillersAndrea DefalcoNo ratings yet
- TALAT Lecture 1204: Precipitation HardeningDocument47 pagesTALAT Lecture 1204: Precipitation HardeningCORE MaterialsNo ratings yet
- Heat Treatment of Thermal Spray Coatings: A ReviewDocument7 pagesHeat Treatment of Thermal Spray Coatings: A ReviewHarkulvinder SinghNo ratings yet
- Decorative Chromium Plating BasicsDocument8 pagesDecorative Chromium Plating Basicsm daneshpour100% (1)
- TALAT Lecture 3505: Tools For Impact ExtrusionDocument10 pagesTALAT Lecture 3505: Tools For Impact ExtrusionCORE MaterialsNo ratings yet
- Chromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFDocument23 pagesChromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFpappuNo ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- SOP For Dye Sealing Test For Anodized AluminiumDocument1 pageSOP For Dye Sealing Test For Anodized AluminiumSuraj RawatNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- Material and Surface Engineering For Precision Forging DiesDocument146 pagesMaterial and Surface Engineering For Precision Forging Diesflorin_01111No ratings yet
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- PVD and CVD Coatings For The Metal Forming IndustryDocument14 pagesPVD and CVD Coatings For The Metal Forming IndustrymeqalomanNo ratings yet
- Industrial Coatings XylanDocument3 pagesIndustrial Coatings XylanLiu YangtzeNo ratings yet
- APU Aluminum 0411Document8 pagesAPU Aluminum 0411roohollah13No ratings yet
- Chemical Processing Scope Determination MatrixDocument20 pagesChemical Processing Scope Determination MatrixnorlieNo ratings yet
- Guide Managing Risks Foundry WorkplaceDocument56 pagesGuide Managing Risks Foundry WorkplaceMohsin KhanNo ratings yet
- Alodine 1200S, Technical BulletinDocument6 pagesAlodine 1200S, Technical BulletinRamiro ArtazaNo ratings yet
- Pages From Electrochemistry Encyclopedia: ElectroplatingDocument5 pagesPages From Electrochemistry Encyclopedia: ElectroplatingJeebee Logroño AloNo ratings yet
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- TALAT Lecture 3402: Forging ProcessDocument17 pagesTALAT Lecture 3402: Forging ProcessCORE MaterialsNo ratings yet
- Metallugraphic Etching of Aluminum and Its AlloysDocument49 pagesMetallugraphic Etching of Aluminum and Its Alloysshiraniasghar100% (1)
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Document105 pagesChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNo ratings yet
- AnodizingDocument14 pagesAnodizingvikeshmNo ratings yet
- Testing Methods For Plating Baths 3 PDFDocument3 pagesTesting Methods For Plating Baths 3 PDFR.SubramanianNo ratings yet
- SSPC - Paint 41 PDFDocument5 pagesSSPC - Paint 41 PDFIvanSanchez100% (1)
- Metal Guard Rust Preventatives PDFDocument2 pagesMetal Guard Rust Preventatives PDFShafnur HamdiNo ratings yet
- Modern Surface Engineerin PDFDocument237 pagesModern Surface Engineerin PDFĐức Tùng NgôNo ratings yet
- TALAT Lecture 2101.01: Understanding Aluminium As A MaterialDocument23 pagesTALAT Lecture 2101.01: Understanding Aluminium As A MaterialCORE MaterialsNo ratings yet
- Impact Modifiers Processing Aids Lubricants Microorganism InhibitorsDocument19 pagesImpact Modifiers Processing Aids Lubricants Microorganism InhibitorsSheena GagarinNo ratings yet
- Solid Film LubricantsDocument4 pagesSolid Film LubricantsDyego MonteiroNo ratings yet
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 pagesATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Post Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesDocument22 pagesPost Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesAmirtharaaj VijayanNo ratings yet
- Aluminum SaltsDocument211 pagesAluminum SaltsJason LeBlancNo ratings yet
- Welding Metallurgy, Part 1: Understanding Mechanical PropertiesDocument4 pagesWelding Metallurgy, Part 1: Understanding Mechanical PropertiesMau Atenas PerezNo ratings yet
- Low Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectDocument14 pagesLow Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectsscNo ratings yet
- Equations in Materials ScienceDocument25 pagesEquations in Materials ScienceCORE Materials86% (7)
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- Teaching Engineering by Peter J. GoodhewDocument117 pagesTeaching Engineering by Peter J. GoodhewCORE Materials100% (1)
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- The Transmission Electron MicroscopeDocument73 pagesThe Transmission Electron MicroscopeCORE MaterialsNo ratings yet
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- Chemical Analysis in The Electron MicroscopeDocument62 pagesChemical Analysis in The Electron MicroscopeCORE MaterialsNo ratings yet
- Electrons and Their Interaction With The SpecimenDocument37 pagesElectrons and Their Interaction With The SpecimenCORE MaterialsNo ratings yet
- Durability of MaterialsDocument72 pagesDurability of MaterialsCORE Materials100% (2)
- The Role of Technology in Sporting PerformanceDocument36 pagesThe Role of Technology in Sporting PerformanceCORE Materials100% (1)
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocument26 pagesTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumDocument14 pagesTALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumCORE Materials100% (1)
- TALAT Lecture 5202: Conversion CoatingsDocument9 pagesTALAT Lecture 5202: Conversion CoatingsCORE MaterialsNo ratings yet
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5203: Anodizing of AluminiumDocument27 pagesTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysDocument13 pagesTALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysCORE MaterialsNo ratings yet
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocument20 pagesTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNo ratings yet
- TALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsDocument13 pagesTALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsCORE MaterialsNo ratings yet
- TALAT Lecture 4704: Surface Preparation and Application ProceduresDocument12 pagesTALAT Lecture 4704: Surface Preparation and Application ProceduresCORE MaterialsNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- TALAT Lecture 4705: Quality AssuranceDocument4 pagesTALAT Lecture 4705: Quality AssuranceCORE MaterialsNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- TALAT Lecture 4500: Resistance WeldingDocument23 pagesTALAT Lecture 4500: Resistance WeldingCORE MaterialsNo ratings yet
- Lecture 12 - ME 243 - Beam DeflectionsDocument40 pagesLecture 12 - ME 243 - Beam Deflectionssalmanalamj5No ratings yet
- B.tech SRM SyllabusDocument82 pagesB.tech SRM Syllabussanthosh5242100% (1)
- Working Piles Design Report Rev 1Document115 pagesWorking Piles Design Report Rev 1Nauman Mumtaz100% (3)
- Fracture Mechanic of RubberDocument14 pagesFracture Mechanic of RubberSawatchai SroynarkNo ratings yet
- AASHTO Fatigue-Flexural TestDocument12 pagesAASHTO Fatigue-Flexural TestTamanna KabirNo ratings yet
- ME 310 Syllabus - OutcomesDocument2 pagesME 310 Syllabus - OutcomesfirsttenorNo ratings yet
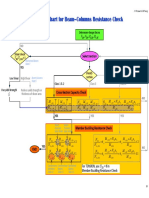
- Design Flow Chart For Beam-Columns Resistance Check: Select SectionDocument38 pagesDesign Flow Chart For Beam-Columns Resistance Check: Select SectionImran SaikatNo ratings yet
- Impact of Mining Subsidence On Natural Gas PipelinDocument11 pagesImpact of Mining Subsidence On Natural Gas PipelinPranavNo ratings yet
- Analysis of Steel Plate Shear Wall System Using Finite Element AnalysisDocument8 pagesAnalysis of Steel Plate Shear Wall System Using Finite Element AnalysisIJRASETPublicationsNo ratings yet
- Important Terms and Concepts: ReferencesDocument4 pagesImportant Terms and Concepts: ReferencesABDELRHMAN ALINo ratings yet
- E.M.C Sample QuestionDocument38 pagesE.M.C Sample QuestionA.R.No ratings yet
- Localized CorrosionDocument11 pagesLocalized CorrosionJack AndreasNo ratings yet
- Design and Analysis of Horizontal Steam Pressure VesselDocument41 pagesDesign and Analysis of Horizontal Steam Pressure VesselVitor OlivettiNo ratings yet
- Failure of Geotextile-Reinforced Vertical Soil Walls With Marginal BackfillDocument16 pagesFailure of Geotextile-Reinforced Vertical Soil Walls With Marginal BackfillGiora RozmarinNo ratings yet
- AnchorDocument5 pagesAnchorpadalakirankumarNo ratings yet
- Comparison of The Seismic Performance of Equivalent Straight and Curved Bridges - KopijaDocument10 pagesComparison of The Seismic Performance of Equivalent Straight and Curved Bridges - Kopijagrobardogroba1211No ratings yet
- AsentamientosDocument205 pagesAsentamientosRodrigo AlfaroNo ratings yet
- A Study of Design and Analysis of Automobile Wheel Rim Using Different Fillet Radius and Different Y Spoke AngleDocument8 pagesA Study of Design and Analysis of Automobile Wheel Rim Using Different Fillet Radius and Different Y Spoke AngleIJRASETPublicationsNo ratings yet
- Predictions in Soil EngineeringDocument52 pagesPredictions in Soil Engineeringxieyn100% (1)
- Simple Strain Final PDFDocument35 pagesSimple Strain Final PDFMae Belle AngayNo ratings yet
- ASTM D2166 13 - Standard Test Method For Unconfined CompressiDocument7 pagesASTM D2166 13 - Standard Test Method For Unconfined CompressiIgnacio Padilla100% (1)
- EG55F2-G2 Exam Paper May2011Document10 pagesEG55F2-G2 Exam Paper May2011samprof4vwNo ratings yet
- Cec 106 Theory - Strength of MaterialsDocument77 pagesCec 106 Theory - Strength of MaterialsVietHungCao79% (14)
- Quiz 3 SolutionsDocument4 pagesQuiz 3 SolutionsM.USMAN BIN AHMED0% (1)
- 7ICEES Presentation Ca4080 v2Document14 pages7ICEES Presentation Ca4080 v2cemsselectionNo ratings yet
- AASTU Engineering Geology Chapter 4FCEDocument65 pagesAASTU Engineering Geology Chapter 4FCEnaod nasirNo ratings yet
- Harmonising Rock Engineering and The Environment - Qihu - QianDocument823 pagesHarmonising Rock Engineering and The Environment - Qihu - Qianhidrogeolo_29No ratings yet
- Treinamento - SheetmetalDocument79 pagesTreinamento - SheetmetalMarlosFerreiraNo ratings yet
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet