You might also like
- Flexibility Analysis of PipingDocument33 pagesFlexibility Analysis of PipingkurcekNo ratings yet
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARNo ratings yet
- Piping Guide ISO ChecklistDocument14 pagesPiping Guide ISO Checklistprince_lalNo ratings yet
- Pipe Wall Thickness Sample CalculationDocument1 pagePipe Wall Thickness Sample CalculationjkahamedNo ratings yet
- (VESBO) Catalog en 100317Document55 pages(VESBO) Catalog en 100317AnhNguyen100% (1)
- Expansion Loop DesignDocument61 pagesExpansion Loop DesignTauqueerAhmadNo ratings yet
- Increase Allowable Stress CodeDocument9 pagesIncrease Allowable Stress Codewenny_tpdNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- PVE Piping Layout Presentation - Part 1Document68 pagesPVE Piping Layout Presentation - Part 1Nguyen Quang NghiaNo ratings yet
- Pipes Should Be Properly SupportedDocument3 pagesPipes Should Be Properly SupportedGomathyselviNo ratings yet
- Piping & Piping ComponentsDocument39 pagesPiping & Piping ComponentsRamesh mudunuri100% (1)
- Power Plant Piping Systems FundamentalsDocument39 pagesPower Plant Piping Systems FundamentalsDinesh Kumar Jd100% (1)
- Piping Stress Analysis Is The Most Important Activity in Piping DesignDocument10 pagesPiping Stress Analysis Is The Most Important Activity in Piping DesignShreesanth SreenivasanNo ratings yet
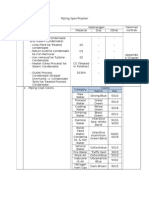
- Electrode Consumption PDFDocument1 pageElectrode Consumption PDFharold_bhieNo ratings yet
- TDW Distribution Systems CatalogDocument144 pagesTDW Distribution Systems CatalogSIMON S. FLORES G.100% (1)
- Mto Check List1Document4 pagesMto Check List1vipul gandhi100% (1)
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Piping Stress 123Document8 pagesPiping Stress 123Arun NambiarNo ratings yet
- Why use Pipe Supports: Types of Pipe Hangers and SupportsDocument25 pagesWhy use Pipe Supports: Types of Pipe Hangers and SupportsmurugesanNo ratings yet
- Pipe Wall Thickness Calculation Methods ASME B31.1 vs B31.3Document8 pagesPipe Wall Thickness Calculation Methods ASME B31.1 vs B31.3Ton PhichitNo ratings yet
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocument19 pagesAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- Basis For Deciding Stress Critical LinesDocument3 pagesBasis For Deciding Stress Critical LinesRomner Cordova100% (1)
- Whats Different in B31.1 PDFDocument30 pagesWhats Different in B31.1 PDFhirenkumar patel100% (2)
- Orifice Flowmeter Straight RunDocument4 pagesOrifice Flowmeter Straight RunMuhammad ImranNo ratings yet
- Pipe Support DetailsDocument8 pagesPipe Support DetailsGodwinNo ratings yet
- Piping Material Specification-GeneralDocument15 pagesPiping Material Specification-GeneralTejas PatelNo ratings yet
- Piping Materials FinalDocument29 pagesPiping Materials Finalvermaakash22No ratings yet
- Piping Interview Questionnaire 5Document2 pagesPiping Interview Questionnaire 5Valli RajuNo ratings yet
- Pipeline Stress Analysis with Caesar IIDocument16 pagesPipeline Stress Analysis with Caesar IISharbel WgNo ratings yet
- Valve DetailDocument5 pagesValve DetailRakesh RanjanNo ratings yet
- Piping Specification DocumentDocument5 pagesPiping Specification DocumentShandi Hasnul FarizalNo ratings yet
- Thermowell Calculation Guide V1.3Document19 pagesThermowell Calculation Guide V1.3AymanelorbanyNo ratings yet
- PIPE STRESS ANALYSIS OVERVIEWDocument29 pagesPIPE STRESS ANALYSIS OVERVIEWHaryadi Mukmin100% (1)
- Institute of Advance Pipe Stress Analysis in MumbaiDocument2 pagesInstitute of Advance Pipe Stress Analysis in MumbaiSuvidya Institute of TechnologyNo ratings yet
- Allowable Deflection of PipesDocument4 pagesAllowable Deflection of PipesTAMER RAGAANo ratings yet
- Piping Codes: ASME B16 Dimensional CodesDocument9 pagesPiping Codes: ASME B16 Dimensional CodesmaxalfreNo ratings yet
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointshufuents-1No ratings yet
- Basics of Piping Engineering - Online Certificate CourseDocument2 pagesBasics of Piping Engineering - Online Certificate CourseSharjeel Aslam FaizNo ratings yet
- Introduction to Piping Materials Department ActivitiesDocument23 pagesIntroduction to Piping Materials Department Activitiesvikas2510100% (1)
- Piping Input and OutputDocument7 pagesPiping Input and OutputpraneshNo ratings yet
- Piping Specifications HarrisDocument27 pagesPiping Specifications Harrisrensieovi100% (2)
- Piping Stress - Ysis-EnDocument98 pagesPiping Stress - Ysis-EnArash Aghagol100% (1)
- Mill ToleranceDocument4 pagesMill ToleranceWaseem HakeemNo ratings yet
- Piping Engineering Course OverviewDocument2 pagesPiping Engineering Course Overviewmayur_lanjewar0% (1)
- What Is A Piping System?Document20 pagesWhat Is A Piping System?SARA VijayNo ratings yet
- Piping Support Design ManualDocument4 pagesPiping Support Design ManualxkokarcaxNo ratings yet
- Pipelines - M. AmeriniDocument150 pagesPipelines - M. Amerinihenry ardiyanto50% (2)
- Piping Stress SpecificationDocument23 pagesPiping Stress Specificationpourang1361No ratings yet
- Above Ground Piping Wall Thickness CalculationsDocument7 pagesAbove Ground Piping Wall Thickness Calculationslutfi awn100% (1)
- Pipe Stress AnalysisDocument72 pagesPipe Stress AnalysisarvapoNo ratings yet
- Expansion & Piping FlexibilityDocument24 pagesExpansion & Piping FlexibilityChris De100% (1)
- Codes and Standards: Piping EngineeringDocument23 pagesCodes and Standards: Piping EngineeringAnnieMalikNo ratings yet
- ETL Pressure Relief Valves Datasheet PDFDocument6 pagesETL Pressure Relief Valves Datasheet PDFNanasaheb PatilNo ratings yet
- Pipe Stress Analysis & Design Services - Openso EngineeringDocument2 pagesPipe Stress Analysis & Design Services - Openso EngineeringAmit Sharma100% (1)
- Jacketed Piping CalculationDocument9 pagesJacketed Piping CalculationKamran Shaikh0% (1)
- Piping DesignDocument9 pagesPiping Designjmclaug502No ratings yet
- 09 Piping Fittings and Valves - TeddyDocument9 pages09 Piping Fittings and Valves - TeddyoctatheweelNo ratings yet
- Inspection Engineer Interview Points Piping: Commonly Used Construction CodesDocument39 pagesInspection Engineer Interview Points Piping: Commonly Used Construction CodesAshat Ul Haq100% (1)
- Chemical Engineering - June 1997 - Pipe Design For Robust SystemsDocument9 pagesChemical Engineering - June 1997 - Pipe Design For Robust Systemshtaboada2008100% (1)
- Development of Steam Piping System With Stress Analysis For Optimum Weight & Thermal EffectivenessDocument6 pagesDevelopment of Steam Piping System With Stress Analysis For Optimum Weight & Thermal EffectivenessAminNo ratings yet
- API 570 DEC 2009 ClosedDocument19 pagesAPI 570 DEC 2009 Closedaasatti100% (1)
- PTR 1Document3 pagesPTR 1aasattiNo ratings yet
- Important - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/sDocument1 pageImportant - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/saasattiNo ratings yet
- API 570 Exam Publications Effectivity SheetDocument1 pageAPI 570 Exam Publications Effectivity SheetaasattiNo ratings yet
- API 570 piping inspection exam questionsDocument19 pagesAPI 570 piping inspection exam questionsaasattiNo ratings yet
- SAIC-A-2004 Rev 0Document1 pageSAIC-A-2004 Rev 0Kristine Caye DatarioNo ratings yet
- 5 - Sept 2013 Exam MemoryDocument3 pages5 - Sept 2013 Exam Memoryaasatti100% (1)
- API 570 Mock Exam Closed BookDocument17 pagesAPI 570 Mock Exam Closed Bookaasatti100% (1)
- API 570 Mock Exam Closed BookDocument17 pagesAPI 570 Mock Exam Closed Bookaasatti100% (1)
- 570 امتحانDocument3 pages570 امتحانaasatti100% (1)
- New Microsoft Word DocumentDocument5 pagesNew Microsoft Word DocumentaasattiNo ratings yet
- Api Exam-Part 2Document2 pagesApi Exam-Part 2aasattiNo ratings yet
- SAIC-A-2003 Rev 0Document3 pagesSAIC-A-2003 Rev 0bluelions_19No ratings yet
- Verify Test Prep and EquipmentDocument3 pagesVerify Test Prep and EquipmentaasattiNo ratings yet
- Certification Program: Aws - CwiDocument5 pagesCertification Program: Aws - CwiaasattiNo ratings yet
- 1 SATIP-A-004-01 Pneumatic Pressure Testing-Rev1 PDFDocument2 pages1 SATIP-A-004-01 Pneumatic Pressure Testing-Rev1 PDFbth8320No ratings yet
- Money Transfer PDFDocument1 pageMoney Transfer PDFaasattiNo ratings yet
- SAIC-A-2001 Rev 0Document3 pagesSAIC-A-2001 Rev 0bluelions_19No ratings yet
- NPSHA For PumpDocument11 pagesNPSHA For PumpHariharan KandasamyNo ratings yet
- Selection of Pump Type and Pump2Document14 pagesSelection of Pump Type and Pump2gpskumar22No ratings yet
- Example of Pipe Wall Thickness CalcDocument1 pageExample of Pipe Wall Thickness CalcaasattiNo ratings yet
- Field Welding Inspection GuideDocument15 pagesField Welding Inspection Guideranjit.rajappa19709872100% (19)
- Basic Calculations Piping System Design PDFDocument14 pagesBasic Calculations Piping System Design PDFjeff_shawNo ratings yet
- Non Destructive TestingDocument62 pagesNon Destructive Testingjoescribd55No ratings yet
- Dimensional & Material Standards For Piping ComponentsDocument3 pagesDimensional & Material Standards For Piping ComponentsaasattiNo ratings yet
- API Standards For RefiningDocument3 pagesAPI Standards For Refiningaasatti100% (2)
- NPSHA For PumpDocument11 pagesNPSHA For PumpHariharan KandasamyNo ratings yet
- Caesar II Applications GuideDocument308 pagesCaesar II Applications Guidebanjinolimit8299100% (5)
- Saudi Aramco NDT Methods Application On Heat ExchangersDocument30 pagesSaudi Aramco NDT Methods Application On Heat Exchangersaasatti100% (1)
- HEAT - EXCHANGERS - in - Saudi - Aramco PDFDocument27 pagesHEAT - EXCHANGERS - in - Saudi - Aramco PDFMohammad Sazid Alam78% (9)
- Load-Modulated Arrays Emerging MIMO TechnologyDocument83 pagesLoad-Modulated Arrays Emerging MIMO TechnologysmkraliNo ratings yet
- Attachment To Division Memorandum No. - , S, 2020Document3 pagesAttachment To Division Memorandum No. - , S, 2020Jasmin Move-RamirezNo ratings yet
- Programmability in SPSS 16 & 17, Jon PeckDocument36 pagesProgrammability in SPSS 16 & 17, Jon PeckJasmin MaricNo ratings yet
- Model Railroad Plans and DrawingsDocument7 pagesModel Railroad Plans and DrawingsBán ZoltánNo ratings yet
- Services Marketing: Consumer Behavior in Services Unit 2Document78 pagesServices Marketing: Consumer Behavior in Services Unit 2mpsrishaNo ratings yet
- Budget EstimatesDocument251 pagesBudget EstimatesMUHAMMAD QASIM RAJPARNo ratings yet
- Mini System LG-RAD-226B PDFDocument65 pagesMini System LG-RAD-226B PDFAndres Lecaro JarrinNo ratings yet
- Numerical Ability - Data Interpretation 3: 25 QuestionsDocument6 pagesNumerical Ability - Data Interpretation 3: 25 QuestionsAvishek01No ratings yet
- Holux M-1000C Bluetooth GPS Logger Manual GuideDocument22 pagesHolux M-1000C Bluetooth GPS Logger Manual Guidenabiloo2003No ratings yet
- Manufacturing Egg Trays from Waste PaperDocument17 pagesManufacturing Egg Trays from Waste Paperravibarora86% (7)
- Ficha Tecnica 750 GPMDocument156 pagesFicha Tecnica 750 GPMByron Chele0% (2)
- Eurocode 6 How To Design Masonry Structures 19-1-09Document1 pageEurocode 6 How To Design Masonry Structures 19-1-09Mohamed Omer HassanNo ratings yet
- VNX Power UP Down ProcedureDocument8 pagesVNX Power UP Down ProcedureShahulNo ratings yet
- MPTK Medium Pressure Pump Performance SpecsDocument2 pagesMPTK Medium Pressure Pump Performance SpecssaronandyNo ratings yet
- Vlsi Implementation of Integer DCT Architectures For Hevc in Fpga TechnologyDocument12 pagesVlsi Implementation of Integer DCT Architectures For Hevc in Fpga TechnologyRaghul VishnuNo ratings yet
- Paint Color Comparison ChartDocument132 pagesPaint Color Comparison ChartCarlos Rubiños AlonsoNo ratings yet
- DTOcean - Optimal Design Tools For Ocean Energy ArraysDocument94 pagesDTOcean - Optimal Design Tools For Ocean Energy ArraysWilson NevesNo ratings yet
- INFRARED BASED VISITOR COUNTER TECHNOLOGYDocument21 pagesINFRARED BASED VISITOR COUNTER TECHNOLOGYRahul KumarNo ratings yet
- Value-Instruments Cat2012 enDocument58 pagesValue-Instruments Cat2012 enAnonymous C6Vaod9No ratings yet
- 1HD-T - 1 Land Cruiser Engine Service ManualDocument26 pages1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)
- EOG Project2010Document34 pagesEOG Project2010Amey Kadam100% (2)
- Qcs 2010 Section 5 Part 8 Transportation and Placing of ConcreteDocument7 pagesQcs 2010 Section 5 Part 8 Transportation and Placing of Concretebryanpastor106No ratings yet
- AMG ActuatorsDocument12 pagesAMG ActuatorsMohan ArumugavallalNo ratings yet
- Screw ConveyorDocument14 pagesScrew ConveyorMuhammad NuhNo ratings yet
- Sample Lab ReportDocument4 pagesSample Lab ReportHolley WrightNo ratings yet
- Project Vision DocumentDocument5 pagesProject Vision DocumentorjuanNo ratings yet
- Man Power PlanningDocument5 pagesMan Power PlanningKarthik AchinNo ratings yet
- Software Hardware Tech x86 VirtDocument9 pagesSoftware Hardware Tech x86 VirtwyfwongNo ratings yet
- Nord Motors Manual BookDocument70 pagesNord Motors Manual Bookadh3ckNo ratings yet
- Results Part III - Part III-March 2017 - ElectricalDocument3 pagesResults Part III - Part III-March 2017 - ElectricalTharaka MunasingheNo ratings yet