You might also like
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Nissan's Quality Management2Document12 pagesNissan's Quality Management2Ehsan ArbabtaftiNo ratings yet
- Supplier PFMEA Workshop Rev 120814 OutvideoDocument32 pagesSupplier PFMEA Workshop Rev 120814 OutvideoVladimir Rodriguez BeltranNo ratings yet
- Core Tools PDFDocument3 pagesCore Tools PDFR.BalasubramaniNo ratings yet
- Mizenboushi Method (未然防止法) : Good Design, Good Discussion, Good DissectionDocument45 pagesMizenboushi Method (未然防止法) : Good Design, Good Discussion, Good DissectionXin Li100% (1)
- Manu FacDocument164 pagesManu FacPHÙ TRUNG TIÊNNo ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- 5j GM1927 84 Drill Deep Worksheet 12 Oct 04Document2 pages5j GM1927 84 Drill Deep Worksheet 12 Oct 04jesusmemNo ratings yet
- Week 10 - Autonomous Defects Control (Pokayoke Jidoka)Document43 pagesWeek 10 - Autonomous Defects Control (Pokayoke Jidoka)Nguyễn Ngọc Minh Quân100% (1)
- Quality Function Deployment (QFD) : Mohan Khond Mechanical Engineering Department College of Engineering, PuneDocument18 pagesQuality Function Deployment (QFD) : Mohan Khond Mechanical Engineering Department College of Engineering, Punesan_02No ratings yet
- Strictly Confidential!: Failure Mode and Effect AnalysisDocument11 pagesStrictly Confidential!: Failure Mode and Effect AnalysisWeekly Lean SeriesNo ratings yet
- 12 Pecb Whitepaper Iso 13053Document9 pages12 Pecb Whitepaper Iso 13053João Paulo Rolim SampaioNo ratings yet
- DfmeaDocument13 pagesDfmeaAshisNo ratings yet
- PPAP: Production Part Approval ProcessDocument62 pagesPPAP: Production Part Approval ProcessSirius100% (1)
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- 7QC ToolsDocument48 pages7QC ToolsSudhagarNo ratings yet
- Phased PPAP Manual - June 2010Document22 pagesPhased PPAP Manual - June 2010frangeljediNo ratings yet
- Fmea Failure Mode and Effect Analysis: Thought For The DayDocument55 pagesFmea Failure Mode and Effect Analysis: Thought For The Dayjd4uNo ratings yet
- Mistake Proofing ExamplesDocument33 pagesMistake Proofing ExamplesAhmad Bin Ismail KhanNo ratings yet
- Problem Solving Worksheet AnalysisDocument6 pagesProblem Solving Worksheet AnalysismfritzNo ratings yet
- Process Point AnalysisDocument8 pagesProcess Point Analysiskitisakp990% (1)
- Mec 05Document392 pagesMec 05Yen NguyenNo ratings yet
- Safety Engineering Techniques Hazard IDDocument20 pagesSafety Engineering Techniques Hazard IDSasidhar ThamilNo ratings yet
- Zero DefectDocument1 pageZero DefectadobactNo ratings yet
- Xfmea Pfmea PDFDocument8 pagesXfmea Pfmea PDFvinidesoNo ratings yet
- Fmea Overview and RoadmapDocument47 pagesFmea Overview and RoadmapLake HouseNo ratings yet
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enDocument3 pagesTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulNo ratings yet
- How To Manage The Transition Successfully: Technical GuideDocument8 pagesHow To Manage The Transition Successfully: Technical GuideSudhagarNo ratings yet
- FMEA - SOD Training - UnibodyDocument34 pagesFMEA - SOD Training - UnibodyMartin BoianiNo ratings yet
- Welcome - Day 3: Failure Mode and Effects AnalysisDocument48 pagesWelcome - Day 3: Failure Mode and Effects AnalysisSanjeev SharmaNo ratings yet
- Processsignoffedition5 5 PDFDocument123 pagesProcesssignoffedition5 5 PDFJuan Manuel Martinez SanchezNo ratings yet
- Multiview and Sectional View DrawingsDocument55 pagesMultiview and Sectional View DrawingsTuba KhanNo ratings yet
- Six Sigma LEANDocument7 pagesSix Sigma LEANAkshita MuskanNo ratings yet
- Advanced Product Quality Planning APQPDocument0 pagesAdvanced Product Quality Planning APQPMoni PerezNo ratings yet
- SPC Training Material Ver 4.0Document56 pagesSPC Training Material Ver 4.0krunalparikhNo ratings yet
- Mura, Muri, MudaDocument3 pagesMura, Muri, MudaAsel Juárez ViteNo ratings yet
- Times of Change Offer The Biggest Opportunities!Document6 pagesTimes of Change Offer The Biggest Opportunities!Oscar OrtizNo ratings yet
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Document100 pagesISO9 - IATF16 - Combo - GAP - March - 2017 - 1Bruce GilchristNo ratings yet
- APQPStatus Reporting GuidelinesDocument19 pagesAPQPStatus Reporting GuidelinesskluxNo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Shainin Vs Six SigmaDocument4 pagesShainin Vs Six Sigmabaro4518No ratings yet
- AIAG VDA DFMEA TrainingDocument68 pagesAIAG VDA DFMEA TrainingAtul SURVE100% (2)
- Global 8d WorkbookDocument20 pagesGlobal 8d Workbookapi-556601577No ratings yet
- FMEA Guide-Q1Document161 pagesFMEA Guide-Q1Vikas SinghNo ratings yet
- PCM SLP - Introduction: PreparationDocument12 pagesPCM SLP - Introduction: PreparationDavid MorenoNo ratings yet
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912No ratings yet
- Redesigning Enterprise Process For E-BusinessDocument211 pagesRedesigning Enterprise Process For E-BusinessMuarif AsdaNo ratings yet
- Design For Six Sigma - An OverviewDocument50 pagesDesign For Six Sigma - An OverviewDiana BlueseaNo ratings yet
- A Strategy For Performance ExcellenceDocument73 pagesA Strategy For Performance ExcellenceHéctor Eduardo CazotNo ratings yet
- Iatf16949 2016 161010095719 PDFDocument44 pagesIatf16949 2016 161010095719 PDFerkingulerNo ratings yet
- GM 1927-87 Special Nonconforming Material AuditDocument6 pagesGM 1927-87 Special Nonconforming Material AuditMichael HicksNo ratings yet
- APQP Assessment Module GuideDocument44 pagesAPQP Assessment Module Guidea570303No ratings yet
- Advanced Product Quality Planning - WikipediaDocument3 pagesAdvanced Product Quality Planning - Wikipediakirthi83No ratings yet
- CQI 9 3rd Edition Errata SheetDocument2 pagesCQI 9 3rd Edition Errata SheetANONIMONo ratings yet
- Fmea ExerciseDocument5 pagesFmea ExerciseHamada AhmedNo ratings yet
- Core ToolsDocument15 pagesCore ToolsUn-peu de-toutNo ratings yet
- Structured Problem Solving GuideDocument27 pagesStructured Problem Solving GuideJaiveer YadavNo ratings yet
- Automotive Quality Management Systems A Complete Guide - 2020 EditionFrom EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionNo ratings yet
- 23856411-fe5b-4518-b333-2f0062013752Document9 pages23856411-fe5b-4518-b333-2f0062013752Arun VermaNo ratings yet
- Advances in Vehicle DesignDocument187 pagesAdvances in Vehicle Designsayed92% (13)
- BIW Design PDFDocument17 pagesBIW Design PDFAmolPagdalNo ratings yet
- Catia SymbolsDocument9 pagesCatia SymbolsAmolPagdalNo ratings yet
- Basic Mold Concept PDFDocument68 pagesBasic Mold Concept PDFAmolPagdalNo ratings yet
- Racing Sports Car Chassis Design - 0837602963Document167 pagesRacing Sports Car Chassis Design - 0837602963dineshtej7768100% (23)
- Celebrity QuotesDocument7 pagesCelebrity QuotesAmolPagdalNo ratings yet
- Catia Tip No - Inc 0005Document3 pagesCatia Tip No - Inc 0005AmolPagdalNo ratings yet
- Wireframe and Surface Catia TutorialDocument105 pagesWireframe and Surface Catia TutorialSunita SinghNo ratings yet
- Links in CatiaDocument8 pagesLinks in CatiaAmolPagdalNo ratings yet
- Catia Tip No - Inc 006Document3 pagesCatia Tip No - Inc 006AmolPagdalNo ratings yet
- Creating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFDocument7,750 pagesCreating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFAmolPagdal10% (10)
- Johnson Controls Casestudy en LRDocument2 pagesJohnson Controls Casestudy en LRAmolPagdalNo ratings yet
- PBT - The Plastic MaterialDocument2 pagesPBT - The Plastic MaterialAmolPagdalNo ratings yet
- Basic Mold ConceptDocument30 pagesBasic Mold ConceptAmolPagdalNo ratings yet
- Green Planet Store ManagementDocument2 pagesGreen Planet Store ManagementAmolPagdalNo ratings yet
- Pa12 PDFDocument2 pagesPa12 PDFAmolPagdalNo ratings yet
- Brian Tracy The Power of ClarityDocument72 pagesBrian Tracy The Power of ClarityBiblioteca_Virtual100% (3)
- My 12th Biology Project 2015-16Document12 pagesMy 12th Biology Project 2015-16AmolPagdalNo ratings yet
- Automotive Interior Solutions Optimised Performance and Surface AestheticsDocument16 pagesAutomotive Interior Solutions Optimised Performance and Surface AestheticsAmolPagdal100% (1)
- Volvo ApqpDocument30 pagesVolvo ApqpAmolPagdalNo ratings yet
- Concept Testing & Product Architecture PDFDocument37 pagesConcept Testing & Product Architecture PDFcadcam010% (1)
- Intro ToAPQP WebinarDocument130 pagesIntro ToAPQP Webinaraorto3919No ratings yet
- Bubble SensingDocument16 pagesBubble SensingAmolPagdalNo ratings yet
- Eaton ApqpDocument142 pagesEaton ApqpAmolPagdalNo ratings yet
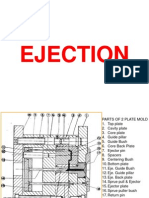
- K EjectionDocument21 pagesK EjectionAmolPagdalNo ratings yet
- Design Process For PlasticDocument43 pagesDesign Process For PlasticAmolPagdalNo ratings yet
- Dont Know What To Say PDFDocument6 pagesDont Know What To Say PDFAmolPagdalNo ratings yet
- BASF Snap Fit Design GuideDocument24 pagesBASF Snap Fit Design GuidewantamanualNo ratings yet
- Brain Bee Info BookletDocument60 pagesBrain Bee Info Bookletjon1262No ratings yet