You might also like
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- InTech Focus Final Control Elements Sept2019Document33 pagesInTech Focus Final Control Elements Sept2019luciaNo ratings yet
- Itc Limited Paperboards & Speciality Papers Division: Unit: Bhadrachalam, ApDocument7 pagesItc Limited Paperboards & Speciality Papers Division: Unit: Bhadrachalam, ApMohan RajNo ratings yet
- Vent Size Imp For Pressure VesselsDocument3 pagesVent Size Imp For Pressure Vesselsthomas_v501925No ratings yet
- What Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsDocument8 pagesWhat Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsSherwin Delfin CincoNo ratings yet
- Product Line Sulphur enDocument4 pagesProduct Line Sulphur enprgunjalNo ratings yet
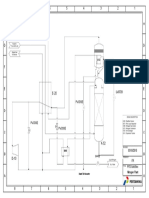
- PFD - Nitrogen Plant UTL Plaju (Cold Box)Document1 pagePFD - Nitrogen Plant UTL Plaju (Cold Box)Julia Dwi LestariNo ratings yet
- Furnace Control With The Help of TempDocument16 pagesFurnace Control With The Help of TempMukesh BhartiNo ratings yet
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDocument4 pagesWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaNo ratings yet
- Swirling IncenDocument42 pagesSwirling Incendrop shipNo ratings yet
- Boiler OEE Calculation Ver1.00Document37 pagesBoiler OEE Calculation Ver1.00bkprodhNo ratings yet
- 0497 4 Flow Straightener Catalog Sheet 05 14Document2 pages0497 4 Flow Straightener Catalog Sheet 05 14mkfe2006No ratings yet
- 8D Report of Urea Tank For Pump Welding Leakage IssueDocument122 pages8D Report of Urea Tank For Pump Welding Leakage IssueAvinash NikamNo ratings yet
- A04 Signal Cable Schedule (Field JB RIO)Document2 pagesA04 Signal Cable Schedule (Field JB RIO)Rakesh Karan SinghNo ratings yet
- STM Dosing and Feeding Systems For Air Pollution ControlDocument42 pagesSTM Dosing and Feeding Systems For Air Pollution ControlJoseph RileyNo ratings yet
- NOx Burner ControlDocument14 pagesNOx Burner ControlsdgalaponNo ratings yet
- Semi Elliptical Head Volume and AreaDocument2 pagesSemi Elliptical Head Volume and AreaRNo ratings yet
- ML Tank-Horizontal Tank Sizing Rev 0Document1 pageML Tank-Horizontal Tank Sizing Rev 0AJAY1381No ratings yet
- Data Sheet: Description Unit Design DataDocument2 pagesData Sheet: Description Unit Design DataEDUARDONo ratings yet
- Ammonia Injection SystemDocument21 pagesAmmonia Injection SystemTutti Ganti A PezziNo ratings yet
- Flammability WorksheetDocument6 pagesFlammability WorksheetshailendraNo ratings yet
- Gas AnalyzerDocument5 pagesGas Analyzerengine5No ratings yet
- Ta 0 °C Pa 0.98 Bar Xa 9260 % Ha 2435 KJ/KG: EvaporatorDocument8 pagesTa 0 °C Pa 0.98 Bar Xa 9260 % Ha 2435 KJ/KG: EvaporatorShella Theresya PandianganNo ratings yet
- Data Sheet For Spray NozzleDocument3 pagesData Sheet For Spray Nozzlebecpavan100% (1)
- Equal Friction MethodDocument7 pagesEqual Friction MethodfghabboonNo ratings yet
- MX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishDocument4 pagesMX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishidilfitriNo ratings yet
- DP Calc 1Document3 pagesDP Calc 1Manjunath HardcheeseNo ratings yet
- Burner Selection Chart 2021 2022Document1 pageBurner Selection Chart 2021 2022Hydel & Thermal PP S&MNo ratings yet
- TPL P&id PDFDocument1 pageTPL P&id PDFbinay kumarNo ratings yet
- 6 SS Direct Fired Air HeaterDocument1 page6 SS Direct Fired Air HeaterYhony Gamarra VargasNo ratings yet
- Cal. Dew PointDocument1 pageCal. Dew PointJuan Pablo ApazaNo ratings yet
- Dew Point CalculationDocument1 pageDew Point CalculationNKNo ratings yet
- CT Blowdown PhilosophyDocument6 pagesCT Blowdown PhilosophyzamijakaNo ratings yet
- 03 HRR Flame Height Burning Duration Calculations Sup1Document5 pages03 HRR Flame Height Burning Duration Calculations Sup1Haris AbdulahNo ratings yet
- CID FanDocument2 pagesCID FanIrfan AhmedNo ratings yet
- Can Length 6.875 6 Top: Input Data in Orange Area OnlyDocument13 pagesCan Length 6.875 6 Top: Input Data in Orange Area Onlyionutlaur86No ratings yet
- Psuextension Particle Size 4mm MetricDocument8 pagesPsuextension Particle Size 4mm MetricRed RedNo ratings yet
- KAT B 5512 HYsec Edition2 en 12 10Document16 pagesKAT B 5512 HYsec Edition2 en 12 10Sathishkumar DhamodaranNo ratings yet
- CFM and Capacity CalculatorsDocument13 pagesCFM and Capacity CalculatorsSeymurH-vNo ratings yet
- Oilproperties.Xls: Γ Api +131 - 5 Ρ Γ R Γ Γ ADocument3 pagesOilproperties.Xls: Γ Api +131 - 5 Ρ Γ R Γ Γ ATifano KhristiyantoNo ratings yet
- Insulation Thickness by UOPDocument4 pagesInsulation Thickness by UOPOmar EzzatNo ratings yet
- Mist Elimnator VelocityDocument4 pagesMist Elimnator VelocityAnonymous pVoSWn8yh0No ratings yet
- Ecuación de AntoineDocument35 pagesEcuación de AntoineRuben PachecoNo ratings yet
- Result: Economizer Heating Surface and Outlet Flue Gas Temperature CalculationDocument2 pagesResult: Economizer Heating Surface and Outlet Flue Gas Temperature CalculationjagjitNo ratings yet
- Damper System For Gas Turbine Exhaust Gas SystemDocument2 pagesDamper System For Gas Turbine Exhaust Gas Systemjkhan_724384No ratings yet
- Viscosity of Natural Gas: ParametersDocument3 pagesViscosity of Natural Gas: Parametersprateek_bhoirNo ratings yet
- Combustion Studies of Fuel-Rich PropellantsDocument156 pagesCombustion Studies of Fuel-Rich PropellantsĐăng Khôi TrầnNo ratings yet
- Evaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Document5 pagesEvaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Satrio FebriansyahNo ratings yet
- Failure of ID Fan Shaft and Bearing AssemblyDocument2 pagesFailure of ID Fan Shaft and Bearing AssemblySnehasish MukherjeeNo ratings yet
- Summary of Anchor / Nozzle Movements For Vertical VesselDocument17 pagesSummary of Anchor / Nozzle Movements For Vertical Vesselreach_arindomNo ratings yet
- Coke On Catalyst CalculationDocument10 pagesCoke On Catalyst CalculationSuryaprakash DigavalliNo ratings yet
- Rect Plates: Enter Pipe Length in Inches Enter Schedule From The FollowingDocument19 pagesRect Plates: Enter Pipe Length in Inches Enter Schedule From The FollowingGanesh AdityaNo ratings yet
- Sodium Bicarbonate For Flue Gas TreatmentDocument12 pagesSodium Bicarbonate For Flue Gas Treatmentblabla21No ratings yet
- Revised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedDocument10 pagesRevised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedAnonymous bHh1L1No ratings yet
- BOILER CALCULATION SYSTEM REV 3-1Document3 pagesBOILER CALCULATION SYSTEM REV 3-1Dewi FellaNo ratings yet
- Ows Piping Size2BLDocument3 pagesOws Piping Size2BLreach_arindomNo ratings yet
- Submittal ChillersDocument16 pagesSubmittal ChillersIngenieriaNo ratings yet
- Iesel Exhaust GAS AftertreatmentDocument16 pagesIesel Exhaust GAS AftertreatmentHarsh ShuklaNo ratings yet
- 5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Document2 pages5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Hussein AlyahriNo ratings yet
- SCRDocument5 pagesSCRpramod_tryNo ratings yet
- STM Dosing and Feeding Systems For Air Pollution ControlDocument42 pagesSTM Dosing and Feeding Systems For Air Pollution ControlJoseph RileyNo ratings yet
- STMEco Competitive DesignsDocument17 pagesSTMEco Competitive DesignsJoseph RileyNo ratings yet
- STMEco Competitive DesignsDocument17 pagesSTMEco Competitive DesignsJoseph RileyNo ratings yet
- BCMOE WTE Emissions FinalDocument325 pagesBCMOE WTE Emissions FinalJoseph Riley100% (1)
- PCUG BaltimoreDocument36 pagesPCUG BaltimoreJoseph RileyNo ratings yet
- SCR and CO Catalyst Requirements-Ken Jeffers, Johnson MattheyDocument35 pagesSCR and CO Catalyst Requirements-Ken Jeffers, Johnson MattheyJoseph RileyNo ratings yet
- COMPENDIUM - Retrofitting of Electrostatic Precipitators: Written by Christian AndersenDocument8 pagesCOMPENDIUM - Retrofitting of Electrostatic Precipitators: Written by Christian AndersenJoseph RileyNo ratings yet
- Dust Control HandbookDocument314 pagesDust Control HandbookJoseph RileyNo ratings yet
- Chapter Science-10 Combined PDFDocument43 pagesChapter Science-10 Combined PDFVansh RajpootNo ratings yet
- Axens PDFDocument20 pagesAxens PDFHeri RustamajiNo ratings yet
- 6 Electron CountingDocument1 page6 Electron Countingasra kareemiNo ratings yet
- Gypsum As CatalystDocument7 pagesGypsum As CatalystNoor AkmalNo ratings yet
- Rate of Reaction 1 QPDocument11 pagesRate of Reaction 1 QPRobert EdwardsNo ratings yet
- I. P.O. NJDocument15 pagesI. P.O. NJyeenNo ratings yet
- Xps (X-Ray Photoelectron Spectroscopy)Document8 pagesXps (X-Ray Photoelectron Spectroscopy)Shashank RamakrishnanNo ratings yet
- Gas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?Document12 pagesGas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?hermans57No ratings yet
- Free Radical Substitution and Electrophilic AdditionDocument17 pagesFree Radical Substitution and Electrophilic Additionchicko33No ratings yet
- Steriochemistry SteriochemistryDocument98 pagesSteriochemistry SteriochemistryPankaj SenNo ratings yet
- 9701/21/M/J/20 © Ucles 2020Document10 pages9701/21/M/J/20 © Ucles 2020Fire stormNo ratings yet
- Diktat Semester 1 Tekkim BiopDocument55 pagesDiktat Semester 1 Tekkim BiopHaydar MahdiNo ratings yet
- Adhesives and SealantsDocument7 pagesAdhesives and Sealantskreci1100% (1)
- Reaction Rate Unit 1 NotesDocument40 pagesReaction Rate Unit 1 NotesdrsinagNo ratings yet
- Answers To Student Book Questions Rates of ReactionDocument3 pagesAnswers To Student Book Questions Rates of Reactionhamzaabdulhadi474No ratings yet
- Tatory ProcessDocument4 pagesTatory ProcessSavita GuptaNo ratings yet
- Alcohols (Multiple Choice) QP With ANSWERS NewDocument9 pagesAlcohols (Multiple Choice) QP With ANSWERS NewApollonas Marios SofroniouNo ratings yet
- Criteria C AssessmentDocument4 pagesCriteria C AssessmentRushil BhandariNo ratings yet
- Tutorial 1 CRE 2 UTARDocument13 pagesTutorial 1 CRE 2 UTARNg Joshua0% (1)
- Vocaulary Catalog List Detail Report 20181224-155512Document110 pagesVocaulary Catalog List Detail Report 20181224-155512Rogelio Lazo ArjonaNo ratings yet
- Gasification Based Topsoe WSA Process PrinciplesDocument4 pagesGasification Based Topsoe WSA Process PrinciplesGopiNo ratings yet
- Trickle Bed Reactor Model To Simulate The PerformanceDocument9 pagesTrickle Bed Reactor Model To Simulate The PerformanceDana MateiNo ratings yet
- Edible Oil Brochure (Caracteristicas de Los Catalizadores Pricat)Document6 pagesEdible Oil Brochure (Caracteristicas de Los Catalizadores Pricat)Victor GaonaNo ratings yet
- Philosophy of Mechanistic Studies:: Disproof Not ProofDocument51 pagesPhilosophy of Mechanistic Studies:: Disproof Not ProofDhanushka Madhuranga AdhikariNo ratings yet
- EtanolDocument57 pagesEtanolexe241293No ratings yet
- Group Acetic Acid PresentationDocument24 pagesGroup Acetic Acid PresentationhaiderNo ratings yet
- Gcse Chemistry: Questionsheet 1Document26 pagesGcse Chemistry: Questionsheet 1Shashibhushan AshokNo ratings yet
- New Butene Dimerization Technology: 17th Saudi Arabia-Japan Joint Symposium Dhahran, Saudi Arabia, November 11-12, 2007Document10 pagesNew Butene Dimerization Technology: 17th Saudi Arabia-Japan Joint Symposium Dhahran, Saudi Arabia, November 11-12, 2007sslome@nexant.comNo ratings yet
- 55 IChO 2023 Preparatory Problems v1Document158 pages55 IChO 2023 Preparatory Problems v1Shraddha Deshmukh-KelkarNo ratings yet
- Carbon 7 PDFDocument6 pagesCarbon 7 PDFSergio A Rueda VNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EFrom EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70ERating: 3 out of 5 stars3/5 (6)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)