You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Choose the Right Compressor Type for Your ApplicationDocument45 pagesChoose the Right Compressor Type for Your ApplicationSrihari KodimelaNo ratings yet
- PRO MAX FoundationsManualEnDocument69 pagesPRO MAX FoundationsManualEnSrihari KodimelaNo ratings yet
- Fobasv 6Document3 pagesFobasv 6Satyabrat Gaan100% (3)
- Final Report of The Cooperative Research Program On Shell-And-Tube-Heat ExchangersDocument6 pagesFinal Report of The Cooperative Research Program On Shell-And-Tube-Heat Exchangersacckypenryn0% (1)
- ABS Thickness Measurement Requirement For Ship in Operation PDFDocument2 pagesABS Thickness Measurement Requirement For Ship in Operation PDFMohd Fouzi AbdullahNo ratings yet
- Compact Formulation of the Bell-Delaware Method for Heat Exchanger DesignDocument12 pagesCompact Formulation of the Bell-Delaware Method for Heat Exchanger DesignAurelio Poletto100% (1)
- Thumb Rules - Xls For Chemical EngineerDocument46 pagesThumb Rules - Xls For Chemical EngineerAnuj KaliyerNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- Fire Heat Flux To Unwetted Vessels For Depressuring CalculationsDocument4 pagesFire Heat Flux To Unwetted Vessels For Depressuring Calculationsuetian729No ratings yet
- Realistic control valve pressure dropsDocument5 pagesRealistic control valve pressure dropsJames Harden100% (1)
- Heat Requirement CalculationsDocument5 pagesHeat Requirement CalculationsTrishul Nath PallayNo ratings yet
- Evaluation of Steam Jet EjectorsDocument11 pagesEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Control Valve DPDocument8 pagesControl Valve DPAmit SawantNo ratings yet
- P&ID Check ListDocument6 pagesP&ID Check ListSrihari Kodimela0% (1)
- CoalescerDocument18 pagesCoalescer112dharmesh0% (1)
- CoalescerDocument18 pagesCoalescer112dharmesh0% (1)
- VMG Property Package Thermodynamic Models 3.7Document169 pagesVMG Property Package Thermodynamic Models 3.7sanketNo ratings yet
- Allowable Vapor Control ValveDocument9 pagesAllowable Vapor Control Valvejohn VilladaNo ratings yet
- Reboiler HydraulicDocument3 pagesReboiler Hydraulic54yreyeNo ratings yet
- Recirculation Model of Kettle ReboilerDocument11 pagesRecirculation Model of Kettle ReboilerGreat AmpongNo ratings yet
- JIMCO Filter Catalog with Products and SpecificationsDocument8 pagesJIMCO Filter Catalog with Products and SpecificationsDedy CjNo ratings yet
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraNo ratings yet
- LPG Plant ReportDocument104 pagesLPG Plant Reportmsh_jaazNo ratings yet
- HTRIDocument40 pagesHTRIChristine Hendrix100% (1)
- Q7 Running GearDocument54 pagesQ7 Running GearJoseph MorantNo ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Column-Base and Arrangements: ReboilerDocument27 pagesColumn-Base and Arrangements: ReboilerPacyfik Kameron100% (1)
- 100 Overview of Tank DesignDocument20 pages100 Overview of Tank Designkoparan35No ratings yet
- Bell Delaware Math Cad ExampleDocument8 pagesBell Delaware Math Cad ExampleMohammed A IsaNo ratings yet
- Using Aspen HYSYS Dynamics With ColumnsDocument20 pagesUsing Aspen HYSYS Dynamics With Columnsac2475No ratings yet
- Vertical Thermosyphon ReboilersDocument9 pagesVertical Thermosyphon ReboilersLucianoNo ratings yet
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- IMTPDocument16 pagesIMTPDHAVALESH AMNo ratings yet
- NTNU C3-MR Process Dynamic Modeling and Control SimulationDocument52 pagesNTNU C3-MR Process Dynamic Modeling and Control SimulationSrihari Kodimela75% (4)
- Gas Outflow Calculation from Pressurized VesselDocument14 pagesGas Outflow Calculation from Pressurized Vesselankur2061No ratings yet
- On The Design of Thermal BreathingDocument6 pagesOn The Design of Thermal BreathingLizbeth Fiallos AvilaNo ratings yet
- GPSA 14 RefrigeracionDocument28 pagesGPSA 14 RefrigeracionDavid Cortez PeraltaNo ratings yet
- Relief Valves Sizing MethodsDocument10 pagesRelief Valves Sizing MethodsRicardo BecNo ratings yet
- Inbreathing Outbreathing of TanksDocument30 pagesInbreathing Outbreathing of Tanksomesh2008No ratings yet
- Physics (Jee Advanced)Document8 pagesPhysics (Jee Advanced)PranavMachingal100% (1)
- Introduction To Reboiler DesignDocument3 pagesIntroduction To Reboiler Design1940LaSalleNo ratings yet
- Thermosiphon OperationDocument63 pagesThermosiphon OperationRajesh100% (1)
- Approach TemperaturesDocument4 pagesApproach TemperaturesrutabawellarsNo ratings yet
- Eyectors PDFDocument110 pagesEyectors PDFDiego RinconNo ratings yet
- Calculate Saturated-Gas Loads For Vacuum SystemsDocument3 pagesCalculate Saturated-Gas Loads For Vacuum SystemsFred FaberNo ratings yet
- MC Kee - Thermosiphon Reboileres A ReviewDocument7 pagesMC Kee - Thermosiphon Reboileres A Reviewbltzkrig100% (1)
- Design of A Vertical Thermosyphon ReboilerDocument6 pagesDesign of A Vertical Thermosyphon ReboilerhurrikenNo ratings yet
- Finite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionDocument12 pagesFinite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionMohamed SamyNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- ChemEngReliefPaper2005 PDFDocument34 pagesChemEngReliefPaper2005 PDFNoirchevalNo ratings yet
- PSV For Super Critical FluidDocument10 pagesPSV For Super Critical FluidMubarik AliNo ratings yet
- A New Approach For Finger Storage Slug CatcherDocument8 pagesA New Approach For Finger Storage Slug CatcherfanziskusNo ratings yet
- Aspen Fired Heater Models in HYSYS SimulationsDocument13 pagesAspen Fired Heater Models in HYSYS SimulationsWendellReeceFrankNo ratings yet
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDocument22 pagesFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01No ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringFrom EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Chem Processing - Thermal Expansion PSV For PLDocument11 pagesChem Processing - Thermal Expansion PSV For PLace4200No ratings yet
- EHB en 7.5 Sizing According To ISO 4126 1Document10 pagesEHB en 7.5 Sizing According To ISO 4126 1XpizmonNo ratings yet
- Nhdt-Chintan ThakarDocument1 pageNhdt-Chintan ThakarSrihari Kodimela100% (1)
- IFP Materials PDFDocument65 pagesIFP Materials PDFProcess EngineerNo ratings yet
- Digital Transformation in The Age of The Customer POVDocument12 pagesDigital Transformation in The Age of The Customer POVjasmineNo ratings yet
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86No ratings yet
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86No ratings yet
- Helical Coil HeatDocument205 pagesHelical Coil Heatemergingengineer100% (1)
- Boiling & CondensationDocument22 pagesBoiling & CondensationNITISH KUMARNo ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicsMichael HaiseNo ratings yet
- Study On Ethanol-Water Batch Distillation Tsf-1022Document11 pagesStudy On Ethanol-Water Batch Distillation Tsf-1022Robiel GashuNo ratings yet
- How To Use Vertical Thermosyphon Reboiler CalculatorDocument2 pagesHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarNo ratings yet
- Chapter 11 - Boiling and CondensationDocument47 pagesChapter 11 - Boiling and CondensationhaqjmiNo ratings yet
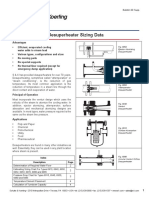
- 6DSUPP Desuperheater Supplement BrochureDocument4 pages6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновNo ratings yet
- Fdocuments - in Design of Shell Tube Heat ExchangerDocument47 pagesFdocuments - in Design of Shell Tube Heat ExchangerUser019No ratings yet
- Chemsep Tutorial: Distillation With Hypothetical ComponentsDocument25 pagesChemsep Tutorial: Distillation With Hypothetical ComponentsErving MJNo ratings yet
- Plate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFDocument12 pagesPlate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFFrandhoni UtomoNo ratings yet
- Heat Exchangers of PolypropyleneDocument2 pagesHeat Exchangers of PolypropyleneTan So100% (1)
- Vacuum Distillation in Petroleum RefineryDocument3 pagesVacuum Distillation in Petroleum RefineryAdelmo FilhoNo ratings yet
- Process Flow DiagramDocument1 pageProcess Flow Diagrammehrdad_k_rNo ratings yet
- Oil Stab Op Tim IzationDocument30 pagesOil Stab Op Tim IzationCHANADASNo ratings yet
- Stripper OperationDocument1 pageStripper OperationSrihari KodimelaNo ratings yet
- Effects of Process Variables On Fractioantion SectionDocument1 pageEffects of Process Variables On Fractioantion SectionSrihari KodimelaNo ratings yet
- Main Document TorDocument78 pagesMain Document TorSrihari KodimelaNo ratings yet
- Block Flow DiagramDocument1 pageBlock Flow DiagramSrihari KodimelaNo ratings yet
- Appendix CDocument99 pagesAppendix CSrihari KodimelaNo ratings yet
- API Petro Technical Data BookDocument15 pagesAPI Petro Technical Data BookSrihari KodimelaNo ratings yet
- Condenser & ReboilersDocument6 pagesCondenser & Reboilersapi-3774373No ratings yet
- Design Properties MHCDocument6 pagesDesign Properties MHCSrihari KodimelaNo ratings yet
- Distillation D86 to TBP Curve ComparisonDocument3 pagesDistillation D86 to TBP Curve ComparisonSrihari KodimelaNo ratings yet
- Neraca Massa ATKDocument49 pagesNeraca Massa ATKMuhammad KholidinNo ratings yet
- Eng-Pump Selection, Sizing and Interpretation of Performance CurvesDocument19 pagesEng-Pump Selection, Sizing and Interpretation of Performance CurvesHussain100% (2)
- Contact Centre CapabilityDocument2 pagesContact Centre CapabilityshyamchepurNo ratings yet
- PLSQL 6 1 PracticeDocument5 pagesPLSQL 6 1 PracticeHahaNo ratings yet
- Xiv 11.5.1 XcliDocument704 pagesXiv 11.5.1 XcliMuthu LNo ratings yet
- University Institute of Information Technology: Ouick Learn - MCQDocument53 pagesUniversity Institute of Information Technology: Ouick Learn - MCQvimalNo ratings yet
- S Parameter Theory of Lossless BlockDocument14 pagesS Parameter Theory of Lossless BlockthgnguyenNo ratings yet
- Computer Aided Design Course Code: 3341904Document7 pagesComputer Aided Design Course Code: 3341904Dhaval UpadhyayNo ratings yet
- 2.3 One Way Slab Design-SS, Cant, ContinuousDocument54 pages2.3 One Way Slab Design-SS, Cant, ContinuousAhmed SiddiqueNo ratings yet
- Jolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Document2 pagesJolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Agata GuzikNo ratings yet
- 319918Document4 pages319918Daniel BilickiNo ratings yet
- Cube Law by Inverter Drive Systems LTD - ABB AVP - InvertersDocument1 pageCube Law by Inverter Drive Systems LTD - ABB AVP - InvertersbicodanaNo ratings yet
- Computer Science & Engineering Department ElectivesDocument13 pagesComputer Science & Engineering Department Electivesnitro gtnaNo ratings yet
- Thermodynamic Revision DocumentsDocument7 pagesThermodynamic Revision DocumentshakimiNo ratings yet
- DB2 WebSphere BestPracticeDocument53 pagesDB2 WebSphere BestPracticeSpeedyKazamaNo ratings yet
- Design of Connetiomn Chankara AryaDocument21 pagesDesign of Connetiomn Chankara AryaMohamed AbdNo ratings yet
- Undergraduate Architectural Thesis Site and Village Study PDFDocument4 pagesUndergraduate Architectural Thesis Site and Village Study PDFMalavika LaxmanNo ratings yet
- Wacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancDocument3 pagesWacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancJameel AhsanNo ratings yet
- 2SC1344, 2SC1345: Silicon NPN EpitaxialDocument9 pages2SC1344, 2SC1345: Silicon NPN EpitaxialrolandseNo ratings yet
- BFT 40503 A T E: Ntersection OntrolDocument12 pagesBFT 40503 A T E: Ntersection OntrolghajiniiNo ratings yet
- Psan en Tcd210185ab 20220523 Inst WDocument2 pagesPsan en Tcd210185ab 20220523 Inst Wsinar automationNo ratings yet
- ZI-Manual en PDFDocument56 pagesZI-Manual en PDFhaphapNo ratings yet
- MCP HistoryDocument18 pagesMCP HistoryStanciu VladNo ratings yet
- User Interface DesignDocument6 pagesUser Interface DesignpoojaqNo ratings yet