You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- An Ax To Grind: A Practical Ax Manual: SharpeningDocument6 pagesAn Ax To Grind: A Practical Ax Manual: SharpeningteleportsofiaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shop Drawings: Shaker-Style WorkbenchDocument29 pagesShop Drawings: Shaker-Style WorkbenchamelieNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy ProductsDocument7 pagesASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy Products오덕환Oh DuckhwanNo ratings yet
- Astm 182Document15 pagesAstm 182ISABELNo ratings yet
- Surface Plates: Precision Reference ToolsDocument3 pagesSurface Plates: Precision Reference ToolsSaket OraonNo ratings yet
- Tool & DieDocument15 pagesTool & DieAabidah AbiyahNo ratings yet
- Apr Id24776Document22 pagesApr Id24776Carlos ArenasNo ratings yet
- ISGMA 2017 Paper on Radial Basis Model for Multi-point Dieless Forming SpringbackDocument1 pageISGMA 2017 Paper on Radial Basis Model for Multi-point Dieless Forming SpringbackCarlos ArenasNo ratings yet
- Diels AlderDocument10 pagesDiels AlderJorge LizcanoNo ratings yet
- 3D Model Based Boat Hull Design and Manufacturing: - InformatikaDocument3 pages3D Model Based Boat Hull Design and Manufacturing: - InformatikaCarlos ArenasNo ratings yet
- FG 023Document8 pagesFG 023Carlos ArenasNo ratings yet
- Jamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingDocument11 pagesJamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingCarlos ArenasNo ratings yet
- Mat 6453-9854PDocument78 pagesMat 6453-9854PCarlos ArenasNo ratings yet
- 34 FTR 45Document10 pages34 FTR 45Carlos ArenasNo ratings yet
- Rev 04Document32 pagesRev 04Rene Ramos MenesesNo ratings yet
- Mvjfur 94749843Document2 pagesMvjfur 94749843Carlos ArenasNo ratings yet
- Finite Element Simulation of Residual Stress Profiles in Peen FormingDocument1 pageFinite Element Simulation of Residual Stress Profiles in Peen FormingCarlos ArenasNo ratings yet
- Friction Stir Incremental Forming of A2017 Aluminum SheetsDocument6 pagesFriction Stir Incremental Forming of A2017 Aluminum SheetsCarlos ArenasNo ratings yet
- Seamless Superconducting RF CavitiesDocument4 pagesSeamless Superconducting RF CavitiesCarlos ArenasNo ratings yet
- Icmp2014 5014Document3 pagesIcmp2014 5014Carlos ArenasNo ratings yet
- Nmir 20130729161758Document290 pagesNmir 20130729161758Carlos ArenasNo ratings yet
- DDM - InstructionsDocument9 pagesDDM - InstructionsCarlos ArenasNo ratings yet
- United States Patent (19) : Park Et Al. (11) Patent NumberDocument10 pagesUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasNo ratings yet
- Dieless Forming Using 3D Printer of Carbon Fibre Reinforced Plastic Parts PDFDocument9 pagesDieless Forming Using 3D Printer of Carbon Fibre Reinforced Plastic Parts PDFIjcemJournalNo ratings yet
- New Tools For The Selection of Technologies Application To Sheet Metal FormingDocument5 pagesNew Tools For The Selection of Technologies Application To Sheet Metal FormingCarlos ArenasNo ratings yet
- 864565324Document10 pages864565324Carlos ArenasNo ratings yet
- Review of die-less sheet metal forming methodsDocument5 pagesReview of die-less sheet metal forming methodsCarlos ArenasNo ratings yet
- Design of Metallic Expansion Joints PDFDocument8 pagesDesign of Metallic Expansion Joints PDFASHISH GUPTANo ratings yet
- Z-18 GTTRRDocument12 pagesZ-18 GTTRRCarlos ArenasNo ratings yet
- 9809 0566Document98 pages9809 0566Carlos ArenasNo ratings yet
- ZV M665Document32 pagesZV M665Carlos ArenasNo ratings yet
- VMF 096uDocument11 pagesVMF 096uCarlos ArenasNo ratings yet
- Proc Ese 1233Document4 pagesProc Ese 1233Carlos ArenasNo ratings yet
- ZCVN Kiut774Document14 pagesZCVN Kiut774Carlos ArenasNo ratings yet
- Wyyt 97y4Document16 pagesWyyt 97y4Carlos ArenasNo ratings yet
- ZX 03-TDocument29 pagesZX 03-TCarlos ArenasNo ratings yet
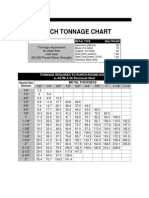
- Punch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural SteelDocument1 pagePunch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural Steelsmartcad60No ratings yet
- What Is Exothermic Welding - AIWELD®Document4 pagesWhat Is Exothermic Welding - AIWELD®JayNo ratings yet
- History of Metal CastingDocument17 pagesHistory of Metal CastingMobaraz KhokharNo ratings yet
- Adex-List of Itms 2014Document21 pagesAdex-List of Itms 2014sameer233No ratings yet
- SIRIM Certified Steel BarsDocument27 pagesSIRIM Certified Steel BarsLay Wee KhooNo ratings yet
- Fabricate PDFDocument14 pagesFabricate PDFeugenio.gutenbertNo ratings yet
- Forging Process OptimizationDocument34 pagesForging Process OptimizationPRADITYO PUTRA PURNOMO ,No ratings yet
- The Basics of Shoulder ScrewsDocument5 pagesThe Basics of Shoulder ScrewsOliver SulibitNo ratings yet
- 1.2714 enDocument2 pages1.2714 enreza razaviNo ratings yet
- Sheet Metalworking Lab SheetDocument3 pagesSheet Metalworking Lab SheetZain Aiman100% (1)
- Ss Engineering Works: GST No.: 27AUTPN0369A1ZIDocument19 pagesSs Engineering Works: GST No.: 27AUTPN0369A1ZIFCP GHUGENo ratings yet
- Emb MC 2021 12 - Metal IndustriesDocument4 pagesEmb MC 2021 12 - Metal IndustriesBROADFIELD ENGINEERINGNo ratings yet
- Jepretan Layar 2022-11-01 Pada 18.40.52Document13 pagesJepretan Layar 2022-11-01 Pada 18.40.52Probo GinantoNo ratings yet
- Product Description (MTC)Document9 pagesProduct Description (MTC)Syafiq HarsonNo ratings yet
- RQT Technical Guide Loires TATA STEELDocument7 pagesRQT Technical Guide Loires TATA STEELEmad A.AhmadNo ratings yet
- Parts Manual: Crane Merchandising Systems (Aka:Dixie-Narco) - Dn-501E LandscapeDocument33 pagesParts Manual: Crane Merchandising Systems (Aka:Dixie-Narco) - Dn-501E LandscaperxNo ratings yet
- Laboratory Report: Cad/Cam & CNC MillingDocument8 pagesLaboratory Report: Cad/Cam & CNC Milling000100% (1)
- Linde Service Guide OverviewDocument5 pagesLinde Service Guide OverviewMário AndradeNo ratings yet
- Removing Millscale Before Painting SteelDocument1 pageRemoving Millscale Before Painting Steel568974No ratings yet
- Screw JackDocument1 pageScrew Jackhola100% (1)
- Welded Bridge CodeDocument32 pagesWelded Bridge CodeProduction Galvano IndiaNo ratings yet
- Bosch Power Tools Product Catalogue 2012-2013 In-EnDocument144 pagesBosch Power Tools Product Catalogue 2012-2013 In-EnPankaj Kumar KushwahaNo ratings yet
- 9x20 Lathe Top Mount Reverse TumblerDocument11 pages9x20 Lathe Top Mount Reverse TumblermoraneNo ratings yet
- Arjan Industry Company ProfileDocument9 pagesArjan Industry Company Profilenguyen van aNo ratings yet