You might also like
- In Jection MouldingDocument21 pagesIn Jection MouldingAbhinandan PatilNo ratings yet
- Silicone Mold ProcedureDocument8 pagesSilicone Mold ProcedureMaria_Basta1No ratings yet
- Rubber MoldingDocument33 pagesRubber MoldingFurqan AlamNo ratings yet
- 3D Printing for Silicone MoldingDocument5 pages3D Printing for Silicone MoldingMirza Fahlevi100% (1)
- Worlds Easiest Silicone MoldDocument14 pagesWorlds Easiest Silicone MoldPrantomo MuhyatiNo ratings yet
- Glass Fibre: Historical BackgroundDocument11 pagesGlass Fibre: Historical Backgroundapi-19731065100% (1)
- Thermosets vs Thermoplastics ProcessingDocument10 pagesThermosets vs Thermoplastics ProcessingHashim Raza SiyalNo ratings yet
- Common fillers for resin casting guideDocument51 pagesCommon fillers for resin casting guidevietpineNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Plastic Part Design TutorialDocument13 pagesPlastic Part Design Tutorialsathya_jbNo ratings yet
- Elvax Molding GuideDocument11 pagesElvax Molding GuideSlava SlesarenkoNo ratings yet
- Types of Composite ManufacturingDocument42 pagesTypes of Composite Manufacturingu2b11517100% (2)
- Casting Process Overview: Sand Mould Preparation and Pattern MakingDocument31 pagesCasting Process Overview: Sand Mould Preparation and Pattern MakingChirag TaterNo ratings yet
- Lamination of Paper With PlasticDocument18 pagesLamination of Paper With PlasticKaran_Luniya_3388No ratings yet
- EpoxyDocument5 pagesEpoxyYashwant Singh SahuNo ratings yet
- Brochure Carbon Additives For PolymersDocument24 pagesBrochure Carbon Additives For PolymersTUNGNo ratings yet
- Sheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFDocument4 pagesSheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFlolycanoNo ratings yet
- Molding & CastingDocument8 pagesMolding & CastingxangolekonNo ratings yet
- Selected SPI Neck Finish Specifications For Standard ClosuresDocument2 pagesSelected SPI Neck Finish Specifications For Standard ClosuresPratik PatelNo ratings yet
- Injection Molding of XIAMETER™ Liquid Silicone Rubber: Consumer SolutionsDocument20 pagesInjection Molding of XIAMETER™ Liquid Silicone Rubber: Consumer SolutionsMustafa ŞENNo ratings yet
- Review of Closures Development Over YearsDocument2 pagesReview of Closures Development Over YearsSundar MoorthiNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Sandwich Panel SP2D PU For External WallDocument5 pagesSandwich Panel SP2D PU For External WallMujjo SahbNo ratings yet
- Car Paint MaterialDocument1 pageCar Paint MaterialAbriel HaqqaniNo ratings yet
- Fortegra 100Document3 pagesFortegra 100Gunjan GadodiaNo ratings yet
- Packaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItDocument37 pagesPackaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItSheena GagarinNo ratings yet
- Introduction to the Manufacturing Process of GlassDocument12 pagesIntroduction to the Manufacturing Process of GlassSanjeev ShekherNo ratings yet
- Slip CastingDocument13 pagesSlip CastingRishi DasguptaNo ratings yet
- Injection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologyDocument4 pagesInjection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologySandeep LeeNo ratings yet
- Solid and Liquid Silicone RubberDocument104 pagesSolid and Liquid Silicone RubberPablo Ariel BoverioNo ratings yet
- Adding value with multicomponent applicationsDocument32 pagesAdding value with multicomponent applicationskfaravNo ratings yet
- Living Hinge Design: The Ultimate GuideDocument18 pagesLiving Hinge Design: The Ultimate GuidesansagithNo ratings yet
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 pagesInjection Molded Part Problems & Solutions With: SkillbuilderradzNo ratings yet
- Fabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationDocument5 pagesFabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationyoukahoNo ratings yet
- Polymeric Materials CompleteDocument49 pagesPolymeric Materials CompleteZeeshan ManzoorNo ratings yet
- Design Guides For PlasticsDocument103 pagesDesign Guides For PlasticsLong NguyenNo ratings yet
- Oats ProcessingDocument25 pagesOats ProcessingGiannini Angelo Eugenius LebelahaNo ratings yet
- Introduction To Creo Parametric 4Document33 pagesIntroduction To Creo Parametric 4Valkyrie GuildNo ratings yet
- Glass Packaging Basics: Manufacturing, Design, Types & PropertiesDocument77 pagesGlass Packaging Basics: Manufacturing, Design, Types & PropertiesGustavo GtzNo ratings yet
- 45 1014 01Document31 pages45 1014 01Adam C. VeresNo ratings yet
- Working With Perspex ManualDocument30 pagesWorking With Perspex Manualprabs20069178No ratings yet
- 10 - Plasticadvisor PDFDocument5 pages10 - Plasticadvisor PDFDaniel SayaoNo ratings yet
- The Pultrusion Process PDFDocument2 pagesThe Pultrusion Process PDFSan SvsNo ratings yet
- Simulation of Blow Molding Using Ansys PolyflowDocument6 pagesSimulation of Blow Molding Using Ansys PolyflowAnonymous PufNjgNo ratings yet
- Basics of Polymers Fabrication and Processing TechnologyDocument108 pagesBasics of Polymers Fabrication and Processing TechnologyneftNo ratings yet
- Formula For Plastic ProductsDocument6 pagesFormula For Plastic ProductsRRSNo ratings yet
- Processing The DentureDocument8 pagesProcessing The DentureMody ShaheenNo ratings yet
- Using Silicone Rubber For MoldDocument2 pagesUsing Silicone Rubber For MoldSUNIL POULNo ratings yet
- Fiberglass's & Carbonfiber's Body Molding For Prototype Vehicle Models and Brief SpecificationsDocument9 pagesFiberglass's & Carbonfiber's Body Molding For Prototype Vehicle Models and Brief SpecificationsFaruk Can ÖzdemirNo ratings yet
- Plastic Moulding Processes OverviewDocument28 pagesPlastic Moulding Processes OverviewQUAZI ADYAN AHMAD 160419736049No ratings yet
- Moldmaking With 3D Printing Formlabs White PaperDocument13 pagesMoldmaking With 3D Printing Formlabs White PaperVincenz LachnerNo ratings yet
- Moldflow PresentationDocument50 pagesMoldflow PresentationpatrickNX9420No ratings yet
- Designing the Stapler ComponentsDocument41 pagesDesigning the Stapler ComponentsEmmanuel Morales ChilacaNo ratings yet
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Free Engineering ToolsDocument5 pagesFree Engineering ToolsMarcel MrcNo ratings yet
- Packaging Essential GlossaryDocument35 pagesPackaging Essential GlossarygisellaNo ratings yet
- Casting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsDocument9 pagesCasting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsGüner GüvençNo ratings yet
- Comparison of 10s, 12s, and 14s Lipo Power Systems for RC JetsDocument1 pageComparison of 10s, 12s, and 14s Lipo Power Systems for RC Jetskats2404No ratings yet
- Us 7249732Document42 pagesUs 7249732kats2404No ratings yet
- Dillon Aero M-240 Mount Quick Change 500 Round MagazineDocument2 pagesDillon Aero M-240 Mount Quick Change 500 Round Magazinekats2404No ratings yet
- Us 5890441Document21 pagesUs 5890441kats2404100% (1)
- Lift Calculations: FT LBF FT LBF A F PDocument3 pagesLift Calculations: FT LBF FT LBF A F Psabzg89No ratings yet
- CB-8491 Heat Recovery BrochureDocument8 pagesCB-8491 Heat Recovery Brochurekats2404No ratings yet
- F135 Engine SpecificationDocument2 pagesF135 Engine Specificationkats2404100% (1)
- Helio ServicesDocument68 pagesHelio Serviceskats2404No ratings yet
- Computer Controlled Air Isolation SystemDocument2 pagesComputer Controlled Air Isolation Systemkats2404No ratings yet
- Thin Gap Brochure 2015 WebDocument12 pagesThin Gap Brochure 2015 Webkats2404No ratings yet
- StackEconomizer CRE-CCE Boiler BookDocument22 pagesStackEconomizer CRE-CCE Boiler BookBorisvukic89No ratings yet
- Heat ExchangersDocument8 pagesHeat Exchangerskats2404No ratings yet
- Cabin Boom Noise DampingDocument1 pageCabin Boom Noise Dampingmanzoni1No ratings yet
- Professor Von Kliptip Explains Constant Speed Propeller SystemsDocument16 pagesProfessor Von Kliptip Explains Constant Speed Propeller Systemskats2404100% (1)
- Gas Metering System-Woodward - SwiftDocument4 pagesGas Metering System-Woodward - Swiftkats2404No ratings yet
- Von Klip Tip Cs PropellerDocument12 pagesVon Klip Tip Cs PropellergerezairNo ratings yet
- Q A About Infrared 1Document2 pagesQ A About Infrared 1kats2404No ratings yet
- Combined GearboxDocument8 pagesCombined Gearboxkats2404No ratings yet
- IC 900 IC 910 Ignition ControllerDocument50 pagesIC 900 IC 910 Ignition Controllerkats2404No ratings yet
- Mil HDBK 1783b Notice 1Document1 pageMil HDBK 1783b Notice 1kats2404No ratings yet
- Variable Pitch Constant Speed Propellers For Light AircraftDocument72 pagesVariable Pitch Constant Speed Propellers For Light Aircraftkats2404100% (1)
- Adjustable OvenDocument3 pagesAdjustable Ovenkats2404No ratings yet
- Horizontal and Vertical OvensDocument2 pagesHorizontal and Vertical Ovenskats2404No ratings yet
- Mil HDBK 1783bDocument171 pagesMil HDBK 1783bkats2404No ratings yet
- IC 900 IC 910 Ignition ControllerDocument50 pagesIC 900 IC 910 Ignition Controllerkats2404No ratings yet
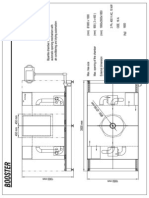
- BOOSTER - EnglishDocument1 pageBOOSTER - Englishkats2404No ratings yet
- Besander TD English 02Document1 pageBesander TD English 02kats2404No ratings yet
- Rotary and Conveyorized OvensDocument2 pagesRotary and Conveyorized Ovenskats2404No ratings yet
- Powder Coating IR CuringDocument4 pagesPowder Coating IR Curingkats2404No ratings yet
- 128Document1 page128arnettoNo ratings yet
- Work-Order UpdateDocument75 pagesWork-Order UpdateOPARA JOSIAHNo ratings yet
- Brief Installation Guide For Fibrolit UltraDocument2 pagesBrief Installation Guide For Fibrolit UltraK PreitoNo ratings yet
- Activity 1 Specimen Preparation - StudentsDocument3 pagesActivity 1 Specimen Preparation - StudentsStela GaviolaNo ratings yet
- Flash Point by Abel's ApparatusDocument3 pagesFlash Point by Abel's ApparatusAbhishek JoshiNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Summary of Changes in ASME Section IX, 1998 EditionDocument5 pagesSummary of Changes in ASME Section IX, 1998 EditionTeguh Setiono100% (1)
- G-Codes and M-Functions - Turning: © Peter Smid CNC Programming HandbookDocument1 pageG-Codes and M-Functions - Turning: © Peter Smid CNC Programming HandbookAmutha SaravananNo ratings yet
- Chevron Eurocor Eoncoat 2018Document18 pagesChevron Eurocor Eoncoat 2018Andakabe BrunoNo ratings yet
- Section Guillotine: Title SawDocument4 pagesSection Guillotine: Title SawIsabel TorresNo ratings yet
- Expoband One: Flexible Expansion Joint MembraneDocument3 pagesExpoband One: Flexible Expansion Joint MembraneSure Tech TrivandrumNo ratings yet
- 15heat Treatment of SteelsDocument42 pages15heat Treatment of SteelsFrafyadNo ratings yet
- VRPM Presentation 16.06.17Document37 pagesVRPM Presentation 16.06.17msvprasadNo ratings yet
- B1 2001Document41 pagesB1 2001praghavannairNo ratings yet
- DC53 Heat TreatDocument3 pagesDC53 Heat TreatMichael KrummNo ratings yet
- Dowsil 789 Weatherproofing SealDocument3 pagesDowsil 789 Weatherproofing Sealsiju1974No ratings yet
- Austempered Ductile Iron Castings: Standard Specification ForDocument8 pagesAustempered Ductile Iron Castings: Standard Specification ForMahendra AhirwarNo ratings yet
- Special Flange Overview: 3 Locations, 81 Employees, 68K sqm FacilitiesDocument11 pagesSpecial Flange Overview: 3 Locations, 81 Employees, 68K sqm FacilitiesdzardoniNo ratings yet
- ST Exchanger Inspection ChecklistDocument7 pagesST Exchanger Inspection ChecklistSonaliNo ratings yet
- Helisert TipsDocument1 pageHelisert Tipsshishir4870No ratings yet
- Guide 14: SSPC: The Society For Protective CoatingsDocument4 pagesGuide 14: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- Drum Sander Plans - WoodArchivistDocument9 pagesDrum Sander Plans - WoodArchivistErics100% (1)
- Bit Wear PatternDocument11 pagesBit Wear PatternRezaNo ratings yet
- MasonryDocument5 pagesMasonryArjie RecarialNo ratings yet
- Machining, Drawing & SolidworksDocument9 pagesMachining, Drawing & Solidworksmadi100% (1)
- A Lower Cost Approach To Treating Low Volume Refinery Spent CausticDocument16 pagesA Lower Cost Approach To Treating Low Volume Refinery Spent CausticIwanNo ratings yet
- BS en 22063-1994 (1999)Document19 pagesBS en 22063-1994 (1999)Saber Elkassas100% (1)
- DAN8Document14 pagesDAN81021210122 mech.12No ratings yet
- SPC Occ 221316 MeDocument9 pagesSPC Occ 221316 Metarekhisham1234No ratings yet
- CNC G Codes Definitions Examples Programs Programming Learning TraiDocument3 pagesCNC G Codes Definitions Examples Programs Programming Learning TraiJasmine RaiNo ratings yet
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Inherently Safer Chemical Processes: A Life Cycle ApproachFrom EverandInherently Safer Chemical Processes: A Life Cycle ApproachRating: 5 out of 5 stars5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Safety Fundamentals and Best Practices in Construction IndustryFrom EverandSafety Fundamentals and Best Practices in Construction IndustryNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilFrom EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo ratings yet
- Fire Fighting Pumping Systems at Industrial FacilitiesFrom EverandFire Fighting Pumping Systems at Industrial FacilitiesRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Radium Girls: Women and Industrial Health Reform, 1910-1935From EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Rating: 4.5 out of 5 stars4.5/5 (4)