You might also like
- New Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresDocument4 pagesNew Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresUsama Awad100% (1)
- HDG DefectDocument45 pagesHDG DefectjasminneeNo ratings yet
- Concrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaDocument2 pagesConcrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaSiva Jothi100% (1)
- Understanding Pre-Painted MetalDocument69 pagesUnderstanding Pre-Painted MetalErick Quan LunaNo ratings yet
- Surface Preparation Metallizing ProcedureDocument6 pagesSurface Preparation Metallizing ProcedureCorrosion FactoryNo ratings yet
- HDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelSam Samuelson100% (1)
- BelzonaDocument4 pagesBelzonaSara BrownNo ratings yet
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0No ratings yet
- Jotun Anti SkidDocument2 pagesJotun Anti Skidapde06100% (1)
- Steel Surface Defects Diagnosis and CureDocument19 pagesSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Coating Control FormDocument23 pagesCoating Control FormMasjhonNo ratings yet
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDocument5 pagesAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- Sae Spec For Steel Shot & GritDocument3 pagesSae Spec For Steel Shot & Gritsanoopvk100% (1)
- White Rust On Galvanized and Galvanized Pre-Painted SteelDocument8 pagesWhite Rust On Galvanized and Galvanized Pre-Painted SteelNabendu BhaumikNo ratings yet
- GALV - Cut Edge ProtectionDocument5 pagesGALV - Cut Edge ProtectionHarry Aldous100% (1)
- Repairing HDG ProductsDocument1 pageRepairing HDG ProductsZMC100% (1)
- Comparison Between Aluminium & Galvalume As Roofing MaterialDocument4 pagesComparison Between Aluminium & Galvalume As Roofing MaterialKedar BhideNo ratings yet
- Defining Mechanical Surface Preparation Standards With Power ToolsDocument8 pagesDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- Corrosion Management Issue140 LowResDocument32 pagesCorrosion Management Issue140 LowResReno100% (1)
- Inspection of HDGDocument56 pagesInspection of HDGPeter FowlesNo ratings yet
- Powder Coating 1210Document16 pagesPowder Coating 1210sansagithNo ratings yet
- Paint Slip Coefficient PDFDocument28 pagesPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- SSPC Pa1 PDFDocument14 pagesSSPC Pa1 PDFAnonymous zia5og7psNo ratings yet
- Salt TestDocument16 pagesSalt Testم.ذكى فضل ذكى100% (1)
- Coatings Knowledge, Basic Paint Technology - HMG Paints LimitedDocument3 pagesCoatings Knowledge, Basic Paint Technology - HMG Paints LimitedShyam Yadav0% (1)
- 5 Polysiloxane Coatings PublicDocument24 pages5 Polysiloxane Coatings PublicChaitanya M MundheNo ratings yet
- Nickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Document2 pagesNickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Eng-Ahmed Allam100% (1)
- Interzinc 72 Performance Test Data For: Zinc Rich Epoxy PrimerDocument2 pagesInterzinc 72 Performance Test Data For: Zinc Rich Epoxy PrimerShakir Ahmed Kalkundri100% (1)
- Building Envelope CorrosionDocument12 pagesBuilding Envelope CorrosionJohnNo ratings yet
- Belzona 1391Document2 pagesBelzona 1391AsadAliNo ratings yet
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraNo ratings yet
- Coatings SpecificationDocument227 pagesCoatings Specificationeven100% (1)
- Complete Roofing CatalogueDocument24 pagesComplete Roofing CatalogueJuan MansillaNo ratings yet
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoNo ratings yet
- GAMESA Handbook Hempel 024 en Rev5 June2016Document47 pagesGAMESA Handbook Hempel 024 en Rev5 June2016asim alok swain100% (2)
- Shin CombinedDocument29 pagesShin CombinedAce Ace100% (1)
- Aluminium and CorrosionDocument12 pagesAluminium and CorrosionMehman NasibovNo ratings yet
- GalvInfoNote - 3 - 1 How Zinc Protects SteelDocument6 pagesGalvInfoNote - 3 - 1 How Zinc Protects SteelKYAW SOE100% (1)
- Surface Preparation Standards For Steel Substrates A Critical ReviewDocument5 pagesSurface Preparation Standards For Steel Substrates A Critical ReviewJoseph Darwin Zion100% (1)
- CorrosionDocument16 pagesCorrosionAerocfdfreakNo ratings yet
- Rolled Steel Beams (Indian Standard)Document2 pagesRolled Steel Beams (Indian Standard)Nitin Nahar100% (1)
- Cleaning and CorrosionDocument31 pagesCleaning and CorrosionHyori AnapadaNo ratings yet
- Coating Application and Inspection R1Document20 pagesCoating Application and Inspection R1arda akkayaNo ratings yet
- CrO3 Alternatives in Decorative and Functional Plating PDFDocument22 pagesCrO3 Alternatives in Decorative and Functional Plating PDFLukeNo ratings yet
- Interline 399 Performance Test Data ForDocument2 pagesInterline 399 Performance Test Data Foraamirsaddiq100% (1)
- ASTM D 714 - 87 r00Document6 pagesASTM D 714 - 87 r00Abi PutraNo ratings yet
- E-Coating Process FinalDocument3 pagesE-Coating Process FinalGthulasi78No ratings yet
- Internal Launch Presentation Version 01 - SingaporeDocument100 pagesInternal Launch Presentation Version 01 - SingaporeEnrico Savira100% (1)
- British Universal Columns and Beams Weight ChartDocument6 pagesBritish Universal Columns and Beams Weight ChartSameer SawantNo ratings yet
- Anticorrosion Paint & CoatingDocument4 pagesAnticorrosion Paint & CoatingGoutam GiriNo ratings yet
- IndustrialDocument462 pagesIndustrialTamagnsewNegnNo ratings yet
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDocument142 pagesIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangNo ratings yet
- Sheet Pile Wall: A Presentation OnDocument22 pagesSheet Pile Wall: A Presentation OnRajaNo ratings yet
- Failure Analysis Paint CoatingDocument37 pagesFailure Analysis Paint CoatingPNG Apollohx100% (2)
- AGA - Embrittlement Galvanized Stainless SteelDocument1 pageAGA - Embrittlement Galvanized Stainless SteelMarcelo Hayashi NeyNo ratings yet
- 1.corrosion TheoryDocument77 pages1.corrosion Theoryamitvaze316100% (1)
- 4 Concrete RepairsDocument3 pages4 Concrete RepairsBenharzallah KrobbaNo ratings yet
- Astm A810-01Document4 pagesAstm A810-01ditherNo ratings yet
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Selecting Statistically Valid Sampling Plans: Dr. Wayne A. TaylorDocument15 pagesSelecting Statistically Valid Sampling Plans: Dr. Wayne A. Taylorpbp2956No ratings yet
- Satrangi Europe 11D 10MDocument6 pagesSatrangi Europe 11D 10Mpbp2956No ratings yet
- Effect of C & Cr. On Brightness of Galvanizing SurfaceDocument1 pageEffect of C & Cr. On Brightness of Galvanizing Surfacepbp2956No ratings yet
- Hydrogen in Petroleum Fractions: Standard Test Method ForDocument4 pagesHydrogen in Petroleum Fractions: Standard Test Method Forpbp2956No ratings yet
- Tolerance For CHSDocument1 pageTolerance For CHSpbp2956No ratings yet
- PresentingSixSigma NewDocument56 pagesPresentingSixSigma Newpbp2956No ratings yet
- Adhesion Tape Specification 51596.Document1 pageAdhesion Tape Specification 51596.pbp2956No ratings yet
- Freezing Points of High-Purity Hydrocarbons: Standard Test Method ForDocument11 pagesFreezing Points of High-Purity Hydrocarbons: Standard Test Method Forpbp2956No ratings yet
- Inspection of HDG After FabricationDocument27 pagesInspection of HDG After Fabricationpbp2956No ratings yet
- GB 1591 Q420 Steel PropertiesDocument6 pagesGB 1591 Q420 Steel Propertiespbp2956No ratings yet
- Appearance Requirements Batch Galvanized Steel - AGA Dr. GalvaDocument1 pageAppearance Requirements Batch Galvanized Steel - AGA Dr. Galvapbp2956No ratings yet
- B897 - 03 - Zinc Jumbo BlockDocument4 pagesB897 - 03 - Zinc Jumbo Blockpbp2956No ratings yet
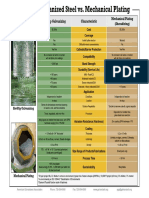
- Hot-Dip Galvanizing Vs Mechanical PlatingDocument2 pagesHot-Dip Galvanizing Vs Mechanical Platingpbp2956No ratings yet
- Influence of Alloy Elements On Structure and Corrosion ResistanceDocument10 pagesInfluence of Alloy Elements On Structure and Corrosion Resistancepbp2956No ratings yet
- Alloy Additions To The Galvanizing Kettle and Their PurposesDocument1 pageAlloy Additions To The Galvanizing Kettle and Their Purposespbp2956No ratings yet
- Flux Skimming PDFDocument6 pagesFlux Skimming PDFpbp2956No ratings yet
- ASTM 673 Charpy TestDocument2 pagesASTM 673 Charpy Testpbp2956No ratings yet
- Presenting SixSigma NewDocument56 pagesPresenting SixSigma Newpbp2956No ratings yet
- Starlift MetricDocument2 pagesStarlift MetricCralesNo ratings yet
- 1 s2.0 S0092867422011734 MainDocument29 pages1 s2.0 S0092867422011734 MainIoanna NikdimaNo ratings yet
- Thermal Imaging Tech ResourceDocument20 pagesThermal Imaging Tech Resourceskimav86100% (1)
- LightsDocument33 pagesLightsEduardo Almeida SilvaNo ratings yet
- Think Before Buying: ReadingDocument1 pageThink Before Buying: ReadingadrianmaiarotaNo ratings yet
- CCNP 300 410 ENARSI NetworkTUT 26 5 2021Document104 pagesCCNP 300 410 ENARSI NetworkTUT 26 5 2021Olga BradyNo ratings yet
- ClassnotesonbasicDC DCconverters EP N4Document23 pagesClassnotesonbasicDC DCconverters EP N4Gerardo Treviño GarciaNo ratings yet
- Apti 2Document17 pagesApti 2Arunkumar MurugappanNo ratings yet
- Urgent Medical Device CorrectionDocument4 pagesUrgent Medical Device CorrectionVladimir OsunaNo ratings yet
- Morning in Nagrebcan - Manuel E. ArguillaDocument8 pagesMorning in Nagrebcan - Manuel E. ArguillaClara Buenconsejo75% (16)
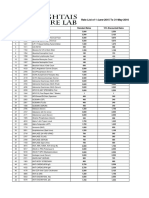
- Rate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesDocument25 pagesRate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesMirza BabarNo ratings yet
- Preventive Pump SetDocument67 pagesPreventive Pump Setwtpstp sardNo ratings yet
- NoahDocument2 pagesNoahapi-302505193No ratings yet
- IBH Link UA Manual PDFDocument302 pagesIBH Link UA Manual PDFjavixl1No ratings yet
- NL0520 NEPAL SagarmathaDocument12 pagesNL0520 NEPAL SagarmathaPrashantpal RaiNo ratings yet
- YS 700W Bifacial Solar PanelDocument2 pagesYS 700W Bifacial Solar PanelDaniel RodriguezNo ratings yet
- Full List of Oil Companies in Nigeria & Websites - Nigerian Infopedia PDFDocument6 pagesFull List of Oil Companies in Nigeria & Websites - Nigerian Infopedia PDFBoma EvansNo ratings yet
- Inventory of Flood Bund PunjabDocument26 pagesInventory of Flood Bund PunjabguildkeyNo ratings yet
- Seismic Retrofitting2.0 BY PRIYANSHUDocument30 pagesSeismic Retrofitting2.0 BY PRIYANSHUPriyanshu VarshneyNo ratings yet
- Maths Class Xii Sample Paper Test 02 For Board Exam 2023Document6 pagesMaths Class Xii Sample Paper Test 02 For Board Exam 2023Priyanshu KasanaNo ratings yet
- TM TC For NanosatelliteDocument4 pagesTM TC For NanosatelliteSreeja SujithNo ratings yet
- Radiant ThinkingDocument4 pagesRadiant Thinkingeehwa88No ratings yet
- Prince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyDocument1 pagePrince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyPRC Industrial SupplyNo ratings yet
- Psychological Factors Influencing Technology Adoption A Case S - 2021 - TechnovDocument17 pagesPsychological Factors Influencing Technology Adoption A Case S - 2021 - Technov6helmi6nauval6No ratings yet
- List INN 08february2012 PDFDocument128 pagesList INN 08february2012 PDFMarisaNo ratings yet
- ABB Photovoltaic DisconnectorsDocument6 pagesABB Photovoltaic DisconnectorsBog PenNo ratings yet
- Schueco+FW+50+SG+ +FW+60+SGDocument1 pageSchueco+FW+50+SG+ +FW+60+SGDaniel Nedelcu100% (1)
- Ronstan Regatta Watch InstructionsDocument7 pagesRonstan Regatta Watch InstructionsMatt HartmanNo ratings yet
- Iso 3932 1976Document8 pagesIso 3932 1976NaveedNo ratings yet
- ISNGI 2017 ProgrammeDocument6 pagesISNGI 2017 ProgrammeJoanna JohnsonNo ratings yet