You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CoreJava Ratan CompleteMarerial PDFDocument398 pagesCoreJava Ratan CompleteMarerial PDFSivaShankar100% (7)
- Understanding Low Voltage Power Distribution SystemsDocument64 pagesUnderstanding Low Voltage Power Distribution SystemsJorge Luis Mallqui Barbaran100% (1)
- GM Passlock II SystemDocument14 pagesGM Passlock II Systemalmia tronicsNo ratings yet
- User'S Manual: Capstone MicroturbineDocument56 pagesUser'S Manual: Capstone MicroturbinemassimocalviNo ratings yet
- Surface Uctuations in A Slowly Driven Granular System: N. Nerone, M.A. Aguirre, A. Calvo, I. Ippolito, D. BideauDocument5 pagesSurface Uctuations in A Slowly Driven Granular System: N. Nerone, M.A. Aguirre, A. Calvo, I. Ippolito, D. BideauraguerreNo ratings yet
- 297 Lam in Kassam A 2003Document6 pages297 Lam in Kassam A 2003raguerreNo ratings yet
- Multifractality of Mass Distribution in Fragmentation: Emily S.C. ChingDocument7 pagesMultifractality of Mass Distribution in Fragmentation: Emily S.C. ChingraguerreNo ratings yet
- 03chapter5 PDFDocument54 pages03chapter5 PDFraguerreNo ratings yet
- Note On The Doppler Principle and Bohr's Frequency ConditionDocument2 pagesNote On The Doppler Principle and Bohr's Frequency ConditionraguerreNo ratings yet
- Fortification of Mushroom With Calcium by Vacuum ImpregnationDocument7 pagesFortification of Mushroom With Calcium by Vacuum ImpregnationraguerreNo ratings yet
- A Review of Polymer Dissolution: Beth A. Miller-Chou, Jack L. KoenigDocument48 pagesA Review of Polymer Dissolution: Beth A. Miller-Chou, Jack L. KoenigraguerreNo ratings yet
- Boudreau & McBirney 1997 PDFDocument18 pagesBoudreau & McBirney 1997 PDFraguerreNo ratings yet
- Cit Asci tr334 PDFDocument18 pagesCit Asci tr334 PDFraguerreNo ratings yet
- Petrov-Galerkin Approximation For Advective-Diffusive Heat Transfer in Saturated Porous MediaDocument10 pagesPetrov-Galerkin Approximation For Advective-Diffusive Heat Transfer in Saturated Porous MediaraguerreNo ratings yet
- Parboiling of Rice PDFDocument5 pagesParboiling of Rice PDFraguerreNo ratings yet
- Optimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanDocument7 pagesOptimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanFrizki AkbarNo ratings yet
- G270han01 V0Document26 pagesG270han01 V0NemkoNo ratings yet
- zx350lc 3 InglesDocument6 pageszx350lc 3 InglesLuis Nahuelhuaique LemusNo ratings yet
- WT Lab ManualDocument44 pagesWT Lab ManualVenkatanagasudheer Thummapudi100% (1)
- Fluid Mechanics Seventh Edition by Frank M. WhiteDocument1 pageFluid Mechanics Seventh Edition by Frank M. WhiteDarKaiserNo ratings yet
- Simatic EKB Install 2012-03-08Document2 pagesSimatic EKB Install 2012-03-08Oton SilvaNo ratings yet
- IBM System Storage DS8000 - A QuickDocument10 pagesIBM System Storage DS8000 - A Quickmuruggan_aNo ratings yet
- Receiving Material Procedure (Done) (Sudah Direvisi)Document8 pagesReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNo ratings yet
- Lecure Two. ReactorsDocument56 pagesLecure Two. ReactorsSophia WambuiNo ratings yet
- Genius Publication CatalogueDocument16 pagesGenius Publication CatalogueRaheel KhanNo ratings yet
- How Is Electrical Energy MeasuredDocument4 pagesHow Is Electrical Energy MeasuredSonya ReddyNo ratings yet
- Introduction To Wireless Application Protocol (WAP) OGIDocument12 pagesIntroduction To Wireless Application Protocol (WAP) OGIApram SinghNo ratings yet
- Sewerage & Sewage Treatment PlantDocument26 pagesSewerage & Sewage Treatment PlantSyed ZamanNo ratings yet
- Parallel Port Programming (PART 1) With CDocument13 pagesParallel Port Programming (PART 1) With ChertzoliNo ratings yet
- Wireless Intelligent Network (WIN)Document24 pagesWireless Intelligent Network (WIN)Nakul Gawande100% (1)
- Material Safety Data Sheet: Roduct Ompany DentificationDocument6 pagesMaterial Safety Data Sheet: Roduct Ompany DentificationArgade GVNo ratings yet
- Softening N Penetration Test BitumenDocument11 pagesSoftening N Penetration Test BitumenEdwin LeonNo ratings yet
- Fiber Optic Trainer/ Fiber & OSP TechnicianDocument7 pagesFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706No ratings yet
- Mechanical Workshop Practice ReportDocument6 pagesMechanical Workshop Practice ReportMuhd AkmalNo ratings yet
- Noise and Vibration During CosntructionDocument12 pagesNoise and Vibration During Cosntructionpierre3101No ratings yet
- Esquema Elétrico NGD 9.3Document2 pagesEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Cif Purge Plug Systems en 3Document3 pagesCif Purge Plug Systems en 3abdeljalil elbadrNo ratings yet
- Efficia Infant WarmingDocument8 pagesEfficia Infant WarmingNurhidayat MursalinNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- Ibr CalculationsDocument9 pagesIbr Calculationsaroonchelikani67% (3)
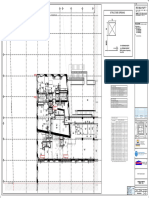
- 20105-AR-HOT-07-105-01 Rev 00Document1 page20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedNo ratings yet