Professional Documents
Culture Documents
Modulo10 - Inspeccion Visual I Otros Metodos NDT
Uploaded by
Arnold Miguel Escorcia CabarcasOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Modulo10 - Inspeccion Visual I Otros Metodos NDT
Uploaded by
Arnold Miguel Escorcia CabarcasCopyright:
Available Formats
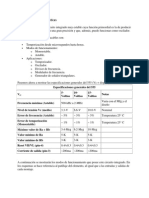
de Y Inspeccin Soldadura MDULO 10 INSPECCION VISUAL Y OTROS METODOSTecnologa DE NDE SIMBde OL OS
Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
En cualquier programa efectivo de control de calidad de soldadura, la inspeccin visual provee el elemento bsico para la evaluacin de las estructuras o componentes que estn siendo construidos. En trminos de tener alguna seguridad sobre la aceptabilidad de una soldadura para el servicio pretendido, los cdigos y normas siempre van a estipular la realizacin de la inspeccin visual como el nivel mnimo de inspeccin para establecer la aceptacin o el rechazo de la soldadura. An cuando otros mtodos de ensayo destructivos o no destructivos estn especificados, en realidad tienen el sentido de reforzar o suplementar la inspeccin visual. Cuando nosotros consideramos los otros mtodos usados para evaluar soldaduras, pueden ser realmente pensados como simples tcnicas para realzar visualmente, porque la evaluacin final del ensayo va a ser cumplida visualmente. Ha sido probado en numerosas situaciones que un programa efectivo de inspeccin visual va a resultar en el descubrimiento de la gran mayora de los defectos que puedan ser encontrados ms tarde usando otro mtodo de ensayo no destructivo ms caro. Es importante destacar, de todos modos, que es posible solamente cuando la inspeccin visual es realizada antes, durante y despus de la soldadura por un inspector entrenado y calificado. Simplemente observando una soldadura terminada sin el beneficio de ver las etapas previas de fabricacin, se puede tener solamente una seguridad limitada de la aptitud de una soldadura. La principal limitacin del mtodo de inspeccin visual es que solamente va a revelar aquellas discontinuidades que aparezcan en la superficie. Por esto es importante para el inspector de soldadura observar muchas de las superficies iniciales e intermedias de la junta y de la soldadura. Debido a su relativa simplicidad y al equipo reducido que es requerido, la inspeccin visual es un herramienta de control de calidad con una relacin de costo muy efectiva. Esta relacin se agranda cuando la inspeccin visual revela un defecto ni bine ocurre, de manera que pueda ser corregido inmediatamente y de forma ms econmica. Un ejemplo de esto puede ser el descubrimiento de una fisura en una pasada de raz. Si es descubierta antes de realizar las
pasadas siguientes, la reparacin es relativamente simple comparada contra el costo que podra llegar a tener si no es descubierta hasta que la soldadura fue terminada. Muchas veces estos costos adicionales implican ms que simplemente un mayor costo o una reparacin ms costosa. A menudo la mayor preocupacin es el tiempo adicional requerido para realizar la reparacin. Cuando un defecto es detectado justo despus que ocurre, el tiempo que insume la reparacin es mnimo de manera que el impacto en el cronograma de la obra es mnimo. Mientras que la inspeccin visual es un mtodo de evaluacin relativamente simple, no se vaya a pensar que puede ser realizado por cualquiera. La American Welding Society ha reconocido la importancia de utilizar solamente a aquellas personas que tengan por l o menos un mnimo niveles de experiencia y conocimiento para realizar la inspeccin visual. Para responder a estas necesidades, el programa de Inspector Certificado de Soldadura ha sido desarrollado para juzgar la aptitud de una persona para una posicin como la de Inspector Certificado de Soldadura. Cuando una persona satisface los requerimientos de experiencia y pasa exitosamente una serie de exmenes, l o ella es considerado capaz de realizar efectivamente la inspeccin visual de soldaduras y construcciones soldadas. Mientras que la inspeccin visual es generalmente considerada como menos complicada que otros mtodos de ensayo no destructivos, eso no implica que cualquiera pueda realizar efectivamente esta operacin. Simplemente revisando las nueve secciones precedentes, resulta evidente que quien quiera realizar inspeccin visual debe tener pericia en numerosas reas. Lleva muchos aos adquirir experiencia y entrenamiento con todos los aspectos de la inspeccin de soldadura. En esencia, el inspector de soldadura debe estar familiarizado con todas las tcnicas usadas para producir soldaduras como as tambin con todos los mtodos empleados para evaluar al producto terminado. Esta ltima seccin va a tratar con l aplicacin de inspeccin visual de soldadura como el elemento bsico de un programa de control de calidad, y va a cubrir aquellas tcnicas adicionales de NDE que complementan
10-1
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
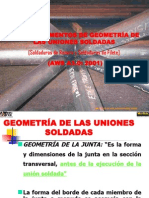
efectivamente la inspeccin visual. Dentro de los lmites de esta presentacin, va a ser imposible describir precisamente las responsabilidades de cada inspector de soldadura en cada industria. Cada situacin individual va a estar asociada con las prcticas y procedimientos particulares que no se van a aplicar a alguna otra situacin. De cualquier modo, esta discusin va a intentar describir en trminos generales, muchas de las responsabilidades en las cuales pueda verse involucrado el inspector de soldadura. De manera que, en esencia, la informacin incluida va a servir para resumir como cada uno de los elementos discutidos en las nueve secciones precedentes van a ser aplicados por el inspector de soldadura durante la realizacin de sus tareas diarias. INSPECCIN VISUAL (VT) Dado que las responsabilidades del inspector de soldadura pueden hacerse extensivas a todas las etapas de fabricacin de un producto, una ayuda til es una lista de chequeo de inspeccin. Este documento va a ayudar al inspector de soldadura a organizar el esfuerzo de inspeccin y a asegurar que cada tarea especfica sea realizada. Un ejemplo de esta lista se muestra en la figura 10.1. Adems, van a ser revisadas varias de las herramientas usadas por el inspector de soldadura. Mientras que el mtodo de inspeccin visual se caracteriza por requerir un mnimo de herramientas, hay ciertos dispositivos que pueden ayudar al inspector de soldadura a realizar ms efectiva y fcilmente sus tareas. La figura 10.2 muestra algunas de estas herramientas que pueden ser usadas por el inspector de soldadura para ayudarse en la evaluacin de soldaduras y construcciones soldadas. Ha sido mencionado que la nica manera en que la inspeccin visual pueda considerarse efectiva para evaluar la calidad de las soldaduras es cuando sea aplicada en cada etapa del proceso de fabricacin. A menos que haya un proceso en marcha, ciertas discontinuidades pueden pasar desapercibidas. Yendo ms all, la razn principal para realizar la inspeccin en forma continua es descubrir los problemas ni bien aparecen de forma que puedan ser corregidos de la manera ms eficiente. Por esto, la discusin sobre las tareas de inspeccin
visual del inspector de soldadura va a ser tratada en trminos de aquellas tareas realizadas antes, durante y despus de la soldadura.
Antes de la Soldadura Revisar la Documentacin Aplicable Verificar los procedimientos de soldadura Verificar las calificaciones de cada soldador Establecer los puntos de espera Desarrollar el plan de inspeccin Desarrollar el plan para los registros de inspeccin y el mantenimiento de esos registros Desarrollar el sistema de identificacin de rechazos Verificar el estado del equipo de soldadura Verificar la calidad y el estado del metal base y los materiales de aporte a ser usados Verificar los preparativos para la soldadura Verificar la presentacin de la junta Verificar la limpieza de la junta Verificar precalentamiento si se requiere Durante la Soldadura Verificar que las variables de soldadura estn de acuerdo con el procedimiento de soldadura Verificar la calidad de cada pasada de soldadura Verificar la limpieza entre pasadas Verificar la temperatura entre pasadas Verificar la secuencia y ubicacin de las pasadas de soldadura individuales Verificar las superficies repeladas Si se requiere, verificar los ensayos NDE durante el proceso Despus de la Soldadura Verificar el aspecto final de la soldadura terminada Verificar el tamao de la soldadura Verificar la longitud de la soldadura Verificar la precisin dimensional del componente soldado Si se requiere, verificar los ensayos NDE adicionales Si se requiere verificar el tratamiento trmico posterior a la soldadura Preparar los reportes de inspeccin
Figura 10.1 Ejemplo de Lista de Verificacin de Inspeccin de Soldadura
10-2
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.2 Herramientas de Inspeccin Visual En algunos casos, las responsabilidades del inspectores de soldadura previas al comienzo de la soldadura pueden ser las ms importantes. Puede decirse al menos que este aspecto del trabajo de inspeccin se realice satisfactoriamente, luego se podrn encontrar problemas en el proceso de fabricacin. Muchas de estas tareas se aplican a la organizacin de la inspeccin que va a seguir, incluyendo la familiarizacin con los requerimientos de soldadura, determinando cuando las inspecciones van a ser realizadas y desarrollando sistemas para reportar y mantener la informacin de inspeccin. Una de las primeras tareas del inspector de soldadura en el comienzo de un nuevo trabajo es revisar toda la documentacin referida a la soldadura que va a ser realizada. Algunos de los documentos que pueden ser revisados incluyen planos, cdigos, especificaciones, procedimientos, etc. Estos documentos contienen informacin que es muy valiosa para el inspector de soldadura. En esencia, describen qu, cundo, dnde y cmo la inspeccin tendr que ser realizada. Por esto proveen las reglas de base para todas las inspecciones que sigan. Esto va a ayudar al inspector de soldadura a planear como proceder en evaluar la soldadura para asegurar que cumple con los requerimientos del trabajo. Parte de la informacin obtenida de la revisin de estos documentos se refiere a los materiales a ser empleados para la fabricacin soldada. Dependiendo del tipo de material especificado, puede haber requerimientos especiales para su fabricacin. Por ejemplo, si se especifica un acero templado y revenido, generalmente implica la necesidad de un control del calor aportado. Por eso, va a ser requerido
que el inspector de soldadura monitoree la soldadura con esto en mente. Otro paso preliminar referido a los materiales a ser usados es chequear donde existan o no procedimientos de soldadura que cubran la soldadura requerida. El inspector de soldadura debe chequear si los procedimientos calificados de soldadura cubren adecuadamente los tipos de materiales a ser soldados teniendo en cuenta el o los procesos a utilizar, el tipo de metal de aporte, posicin, etc. Si algn aspecto de la futura fabricacin no est adecuadamente soportado por los procedimientos existentes, deben desarrollarse y calificarse nuevos procedimientos de acuerdo con el cdigo aplicable. El inspector de soldadura tambin debe ser responsable por el monitoreo, ensayo, evaluacin y registro de las calificaciones de los procedimientos. Una vez que todos los procedimientos apropiados de soldadura hayan sido calificados, es luego necesario revisar las certificaciones de los soldadores para asegurara que se consideren como calificados y certificados para realizar la soldadura de produccin de acuerdo con los procedimientos aprobados de soldadura. Algunas de las limitaciones especficas referidas a la calificacin de un soldador pueden ser los materiales a ser soldados, el proceso, la posicin, la tcnica, la configuracin de la junta, etc. Aquellos soldadores que no tengan la calificacin y certificacin apropiada deben ser examinados para asegurar que son capaces de realizar soldadura de produccin de acuerdo con los procedimientos aplicables. A menudo es til para el inspector de soldadura si hay una lista de todos los soldadores para produccin que muestre para que procedimientos estn calificados. Ms an, algunos cdigos requieren que los soldadores identifiquen permanentemente todas las soldaduras de produccin que hayan realizado. En este caso, puede haber una lista que muestre el cuo de cada soldador. Tambin puede haber un requerimiento del cdigo referido al periodo de validez de la calificacin de un soldador. En estos casos, debe mantenerse y estar disponible un listado con perodos de validez para que el inspector de soldadura pueda revisar si un soldador tiene un procedimiento en particular dentro de un perodo especificado de tiempo. Si no fuera as, el soldador necesita ser recalificado.
10-3
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Una vez que el inspector ha revisado los documentos apropiados referidos al trabajo especfico de inspeccin, l o ella pueden establecer puntos de espera. stos son simplemente pasos preseleccionados en la secuencia de fabricacin donde el trabajo debe pararse hasta que el inspector revise el trabajo hasta ese punto. La produccin no puede continuar hasta que el inspector de soldadura haya aprobado el trabajo hasta ese punto de la operacin. Esto permite que el trabajo sea aprobado paso a paso en lugar de esperar hasta que toda la estructura est terminada. De esta manera, los problemas pueden ser localizados y corregidos sin alterar demasiado el cronograma de produccin. Esto tambin reduce la posibilidad de que algn defecto menor que suceda durante alguna de las primeras operaciones resulte en un defecto mayor en las etapas posteriores. Otro paso preliminar importante para el inspector de soldadura es desarrollar un plan para realizar las inspecciones y registrar y mantener los resultados. A medida que vaya adquiriendo experiencia, el inspector de soldadura va a tener nocin de cun importante es esto. El inspector debe saber cuando una tarea particular de inspeccin debe ser realizada y de qu forma. Debe haber un plan de manera que no quede ningn aspecto importante de la fabricacin sin inspeccionar. En general, el inspector puede basar este sistema en las etapas bsicas del proceso de fabricacin, de manera que el plan de inspeccin simplemente tome el cronograma de produccin como gua para cuando se deba realizar una etapa particular de inspeccin. Una vez que la inspeccin haya sido realizada, debe haber sido establecido un sistema adecuado para registrar los resultados de la inspeccin. Este sistema puede incluir provisiones para el tipo y contenido de los reportes, la distribucin de los mismos, como as tambin algn mtodo lgico de almacenarlos y mantenerlos de forma tal que alguien familiarizado con el trabajo pueda revisarlos. Bsicamente, los informes y el sistema desarrollado para registrar esos informes deben ser lo ms simples posible y proveer informacin adecuada y comprensible para todo el personal involucrado en alguna futura revisin.
Otra tema relacionado consiste de la identificacin y tratamiento de los rechazos. Al comienzo de cada trabajo, el inspector de soldadura debe establecer algn sistema sobre el cual una soldadura rechazada pueda ser reportada e identificada. Este sistema debe incluir y prever la forma de marcar la posicin de un rechazo de manera que el personal de produccin entienda la naturaleza y posicin del defecto para permitirle ubicar fcilmente el problema existente y repararlo. Tambin debe establecerse alguna convencin que tenga en cuenta la manera de reportar ese rechazo de forma que todas las personas involucradas conozcan la existencia del defecto y deba ser corregido. La marca usada para indicar la presencia y ubicacin del defecto debe ser de un color nico de manera que sea claramente visible y descriptiva para el personal de control de calidad y de produccin. Por ltimo, el sistema debe describir como la reinspeccin despus de la reparacin va a ser iniciada y realizada. Una vez realizada, el mtodo de reporte de los resultados debe establecerse de manera que el informe de rechazo original sea acompaado por el informe de aceptacin posterior. La condicin del equipo de soldadura a ser usado tambin va a tener un efecto sobre al calidad de la soldadura resultante. Como consecuencia de esto, el inspector de soldadura debe hacer algn intento de evaluar la performance y condicin del equipamiento. Esto incluye la fuente de poder del equipo, el equipo de alimentacin del alambre, los cables de masa, las pinzas o grampas, los dispositivos de almacenamiento de fundente y alambre, las mangueras del gas de proteccin y accesorios, etc. Cuando se evalan las fuentes de poder, debe chequearse la precisin de los instrumentos utilizando un voltmetro y ampermetro, de manera que los parmetros de soldadura puedan ser determinados precisamente durante la soldadura de produccin. Debido a las imprecisiones inherentes a algunos de estos instrumentos, este puede ser un paso importante para evitar problemas posteriores en la soldadura. Una vez que todas estas tareas hayan sido realizadas, es tiempo de realizar una inspeccin previa a la soldadura de los materiales y sus configuraciones. Uno de estos pasos es evaluar la calidad de los materiales base y de los
10-4
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
materiales de aporte. Si existen problemas en algunos de estos tems, seguramente van a generar problemas durante el proceso posterior de fabricacin. Si no es descubierto con suficiente anticipacin, un problema de materiales puede ser extremadamente costoso cuando uno considera los costos asociados con la aplicacin de etapas adicionales de fabricacin. Por eso, es muy importante que estos problemas sean encontrados antes de que una gran cantidad de tiempo y materiales sean aplicados. Un ejemplo puede ser la presencia de laminacin en un componente estructural. Si no es descubierto antes de ser cortado, taladrado, punching y soldado; el costo de estas operaciones generalmente no puede ser recuperado. El proveedor puede tener que reponer simplemente el componente defectuoso, y la fabricacin comienza nuevamente desde el principio. La inspeccin de los materiales base va a variar desde una simple inspeccin visual de la superficie del metal base hasta una combinacin de varios ensayos no destructivos para evaluar la calidad de la superficie y de la subsuperficie del material. La criticidad de la estructura o del componente va a decidir la extensin y el grado de inspeccin requerido. La inspeccin de los materiales de aporte es tambin muy importante. La humedad o la contaminacin presente en el fundente o en la superficie del electrodo puede ocasionar serios problemas de calidad en la soldadura. Por ejemplo, si son requeridos electrodos de bajo hidrgeno, y no son protegidos adecuadamente de la atmsfera; pueden resultar problemas como fisuras bajo cordn y porosidad. Por esto, el inspector de soldadura debe estar atento de como van a ser almacenados y manipulados para prevenir la incorporacin de humedad o contaminacin. Despus de la inspeccin de todos los materiales a ser usados, el prximo paso es evaluar la calidad y la precisin de las preparaciones de las juntas. En el caso de soldaduras con bisel, los tems como el ngulo de bisel, profundidad de chafln, dimensin del taln y radio de bisel (para biseles en J y en U) deben ser inspeccionados visualmente. Esta inspeccin puede requerir el uso de herramientas adicionales como reglas, cinta mtrica, o calibres para medir los ngulos y radios de bisel.
Ejemplos de estas herramientas de medicin son mostrados en la Figura 10.3.
Figura 10.3 Dispositivos Tpicos de Medicin Despus que las preparaciones de las juntas hayan sido revisadas y aprobadas, el inspector de soldadura debe evaluar la presentacin de la junta de soldadura. Esto es, l o ella deben revisar la alineacin y la posicin relativa de los dos componentes a ser soldados. Si durante esta etapa la precisin dimensional del componente o estructura no es la adecuada, es poco probable que despus de soldada la situacin mejore. Los tems a ser revisados durante esta fase incluyen la abertura de raz, la alineacin angular, la alineacin planar (alta-baja (high-low)), el ngulo de bisel, etc. En los casos donde sea esperada cierta distorsin, puede haber una dimensin inicial especificada con la idea de que la desalineacin inicial vaya a ser corregida por la distorsin resultante de la soldadura. Dispositivos como aquellos usados para la evaluacin de la preparacin de junta pueden ser tambin usados durante esta parte del proceso de inspeccin. En algunas instancias, tambin puede ser de ayuda el uso de galgas o patrones especialmente hechas para revisar los aspectos dimensionales cuando la configuracin es comn para un trabajo particular, o la forma va a ser repetida varias veces.
10-5
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
la superficie de bisel. Un ngulo de bisel o una abertura de raz excesiva requieren una mayor cantidad de soldadura, lo que puede resultar en una distorsin excesiva. En el caso de una soldadura de filete, si la abertura de raz est presente, la deposicin de la soldaduras del tamao especificado va a producir una garganta efectiva menor que la garganta terica requerida por el diseador. Esto es ilustrado en la figura 10.5.
Figura 10.4 Predoblado y Presentacin Previa para Permitir la Distorsin
Figura 10.5 Soldadura de Filete en Junta en T con abertura La precisin de la presentacin de la junta va a tener un efecto sobre las dimensiones finales de la soldadura. Adems, variaciones en la presentacin pueden tener una influencia directa en la calidad resultante de la soldadura. Por ejemplo, si el ngulo de bisel o la abertura de raz es insuficiente, el soldador puede no ser capaz de fusionar adecuadamente el metal de soldadura a
Figura 10.6 Algunos Crayones Indicadores de Temperatura Tpicos En un caso como este, el tamao actual de la soldadura debe ser incrementado por la cantidad de la abertura de raz que est presente para proveer la seccin transversal necesaria. Por esto, el inspector de soldadura debe notificar cualquier abertura de raz que est presente durante la presentacin de cualquier filete de manera que las soldaduras resultantes puedan ser precisamente dimensionadas cuando se completen. Si cualquier dispositivo, o perno de fijacin es usado, el inspector de soldadura debe revisarlo para asegurar que proveen la alineacin adecuada y tienen la resistencia suficiente para mantener la alineacin durante la operacin de soldadura. Si se puntea para ayudar en la alineacin, stas deben ser inspeccionadas para asegurase que no son defectuosas. Una puntada con fisuras debe ser removida y redepositada antes de la soldadura final; en caso de que no se corrija, la fisura va a permanecer y posiblemente crezca, pudiendo producir una situacin que va a requerir una mayor esfuerzo de reparacin si no se descubre a tiempo. Es importante tambin que el inspector de soldadura revise cuidadosamente la limpieza
10-6
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
de la zona de soldadura durante la inspeccin de la presentacin de la junta de soldadura. La presencia de contaminantes y humedad pueden afectar significativamente la calidad de la soldadura resultante. Cosas como humedad, aceite, grasa, pintura, herrumbre, escama de laminacin, galvanizado, etc. pueden introducir niveles de contaminacin que no van a ser tolerados por el proceso de soldadura. El resultado de esto puede ser la presencia de poros, fisuras o falta de fusin en la soldadura terminada. Uno de los ltimos aspectos que debe ser chequeado antes de comenzar a soldar es el precalentamiento, cuando sea requerido. El procedimiento de soldadura va a indicar los requerimientos para el precalentamiento, y puede estar definido por un mximo o un mnimo o ambos. El precalentamiento especificado debe ser revisado ligeramente lejos de la junta a soldar en lugar de en la cara del bisel. En realidad, todo el metal base dentro de una distancia igual al espesor de los componentes, pero no menor a 3 pulgadas debe ser llevado a la temperatura apropiada de precalentamiento. Esta temperatura puede ser revisada usando una variedad de mtodos, incluyendo crayones indicadores de temperatura, pirmetros de superficie, termocuplas o termmetros superficiales. Ejemplos de algunos crayones indicadores de temperatura son mostrados en la figura l0.6. Para continuar con el control de calidad de la soldadura de produccin, el inspector de soladura tambin tiene que revisar muchas cosas mientras se realiza la soldadura. Como en el caso de las inspecciones realizadas antes de soldar, estos chequeos pueden con suerte detectar problemas cuando ocurren de manera que puedan ser ms fcilmente corregidos. Durante esta fase del proceso de fabricacin, el conocimiento del inspector en soldadura va a ser extremadamente beneficioso, dado que parte de la inspeccin va a involucrar la tcnica de soldar como as tambin la calidad resultante de la soldadura. Es aceptado que no es realista pensar que el inspector de soldadura puede observar la deposicin de cada una de las pasadas de soldadura. Por esto, el inspector de soldadura experimentado debe estar habilitado para elegir aquellos aspectos de la secuencia de soldadura que son considerados lo
suficientemente crticos para requerir su presencia. El inspector de soldadura debe basar la inspeccin en el procedimiento de soldadura cuando realiza la inspeccin durante la soldadura. Este documento va a especificar todos aquellos aspectos importantes de la operacin de soldadura, incluyendo el proceso de soldadura, materiales, la tcnica especfica, el precalentamiento y la temperatura entre pasadas, ms alguna informacin adicional que describa como la soldadura de produccin debe ser realizada. Por eso, el trabajo del inspector de soldadura va a consistir esencialmente de monitorear la soldadura de produccin para asegura que est siendo llevada a cabo de acuerdo con el procedimiento apropiado. Esto tambin implica que cualquier problema con el procedimiento puede ser descubierto y corregido de manera que sean producidas soldaduras de calidad. Una de las partes de la inspeccin de soladura que ocurren durante la soldadura es la inspeccin visual de las pasadas de soldadura a medida que son depositadas. A esta altura, cualquier discontinuidad superficial puede ser detectada y corregida, si es necesario. Tambin es importante destacar que cualquier irregularidad en el perfil de soldadura puede perjudicar la soldadura posterior. Un ejemplo de esto es la situacin que puede ocurrir durante la soldadura de una soldadura con bisel con pasadas mltiples. Si una de las pasadas intermedias es depositada de manera que exhiba un perfil muy convexo que genere una entalla en el taln, esta configuracin puede impedir que la pasada subsiguiente funda apropiadamente en ese lugar. Si es advertido por el inspector de soldadura, puede pedir que amolen esa parte para asegurar que se pueda obtener una fusin completa. Revisar la calidad en el proceso es especialmente crtico en el caso de la pasada de raz. En la mayora de las situaciones, esta porcin de la seccin transversal de la soldadura representa la condicin ms difcil para soldar, especialmente en el caso de una configuracin con abertura de raz. Bajo condiciones de mucho embridamiento, las tensiones de dilatacin de la soldadura pueden ser suficientes para fracturar la pasada de raz si no es lo suficientemente grande
10-7
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
para resistir esas tensiones. El inspector de soldadura debe estar atento a esos problemas y revisar cuidadosamente la pasada de raz antes de que se siga soldando de manera que toda irregularidad pueda ser encontrada y corregida a medida que ocurre. Otro aspecto que debe ser evaluado durante la operacin de soldadura se refiere a la limpieza entre pasadas. Si el soldador falla en limpiar cuidadosamente la soldadura depositada entre pasadas, existe una gran posibilidad de que ocurran inclusiones de escoria o falta de fusin. Esto es especialmente crtico cuando se usa un proceso con fundente para proteccin. De todos modos, una limpieza entre pasadas cuidadosa es todava recomendada para aquellos procesos que usen gas de proteccin. Una limpieza adecuada puede ser obstaculizada cuando el cordn depositado exhiba un perfil convexo que no permita el acceso a la escoria. Como se indica arriba, puede ser necesario realizar una amolado adicional para remover un perfil objetable y facilitar una limpieza adecuada. La limpieza entre pasadas de soldadura puede ser realizada mediante cualquier mtodo que logre resultados apropiados, incluyendo el uso de herramientas tales como piqueta, piqueta neumtica, amoladoras, cepillos, cepillos de circulares. Cuando se usan algunas de estas herramientas en materiales ms blandos, es importante que la accin no sea tan agresiva que la soldadura sea daada o fisurada. Tambin es posible que durante las operaciones de limpieza se deforme el material en tal forma que las discontinuidades existentes sean enmascaradas y permanezcan sin ser detectadas. Deben tomarse precauciones para prevenir la deformacin del metal base adyacente a la soldadura. Si una soldadura requiere un tratamiento muy enrgico para remover la escoria, es muy posible que el problema real est asociado con el proceso de soldadura o la tcnica. Para aquellos procedimientos de soldadura que requieren control de temperatura entre pasadas, el inspector de soldadura necesita registrar este aspecto. As como con el precalentamiento, la temperatura entre pasadas puede ser especificada como un mximo o un mnimo o ambos. La temperatura entre pasadas debe ser medida tambin sobre la superficie del metal base cerca de la zona de fusin y no sobre
la junta misma. La figura 10.7 muestra un pirmetro digital que es muy efectivo para medir las temperaturas entre pasadas.
Figura 10.7 Pirmetro Digital para la Medicin de Temperatura
Figura 10.8 Ubicacin de las Pasadas de Raz Durante el proceso de soldadura, el inspector de soladura puede chequeras la posicin de cada pasada de soldadura para soldadura s de pasadas mltiples. La posicin inadecuada de una pasada puede hacer que la deposicin de las pasadas siguientes sea ms difcil o imposible. Figura 10.8 muestra un
10-8
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
ejemplo de como la posicin incorrecta de una pasada de raz hace que sea muy difcil la deposicin correcta de metal de la prxima pasada. Mirando al figura 10.8(a), usted puede imaginar que va ser muy difcil depositar en una segunda pasada y obtener una fusin adecuada en la pequea abertura que queda entre la primer pasada y la cara del bisel. Para corregir este problema, el inspector de soldadura puede pedirle al soldador que amole para abrir un poco la separacin, como se muestra en la figura 10.8(b). Por supuesto, la posicin apropiada de la raz de este cordn debe haber sido fundiendo ambos componentes de la junta con un solo cordn. La figura 10.9 muestra el mtodo correcto y el incorrecto para la colocacin de las pasadas en una soldadura de filete mltipasadas. En la figura 10.9(a), la pasada inicial solamente funde a uno de los componentes y deja una pequea separacin en la raz de la junta. La segunda pasada no puede fundir adecuadamente esta rea. La figura 10.9(b) muestra el camino apropiado para colocar las dos pasadas.
soldadura. Esto generalmente es una gran preocupacin en aquellas situaciones en las que puede resultar una gran distorsin por demasiada soldadura en el rea. Este secuenciado puede requerir que el soldador deposite primero las pasadas de un lado de la junta y despus moverse para el lado opuesto para reducir el valor de la distorsin angular que puede resultar por soldar de un lado solamente. Figura 10.10 ilustra esta tcnica en una soldadura de bisel en X. La figura 10.11 muestra como una soldadura de filete doble debe ser secuenciada para reducir la distorsin.
Figura 10.10 Secuencia de Soldadura en una Soldadura con Bisel en X
Figura 10.9 Ubicacin de los Cordones Para Soldadura de Filete Multipasadas en un Junta T Adems de revisar la posicin de las pasadas de soldadura, el inspector de soladura tambin puede ser invitado a observar la secuencia y colocacin de cada segmento de
Figura 10.11 Secuencia de Soldadura en una Soldadura en Junta en T con dos Filetes En algunos casos, el mtodo usado para reducir la distorsin es depositar cada pasada de soldadura utilizando la tcnica del paso peregrino. Con este mtodo, la direccin del avance para cada pasada individual es opuesta al sentido de avance general de la soldadura a lo largo del eje de soldadura. Por eso cada pasada de soldadura empieza adelante de la pasada previa y avanza hacia ella. Esto es ilustrado en la figura l0.12. Cuando son diseadas soldaduras con bisel y penetracin total para ser soldadas de ambos lados, debe haber algn mtodo de repelar la soldadura de raz del primer lado, antes de soldar desde el segundo lado. El inspector de soldadura debe inspeccionar la superficie repelada antes de que suelden desde el segundo lado. Si esto no se hace, existe la posibilidad de que las inclusiones de escoria u otras discontinuidades no sean removidas y pueden ser
10-9
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
incluidas en la soldadura terminada. El inspector de soldadura no solamente debe asegurarse de que todas las discontinuidades sean removidas por el repelado de raz, sino tambin de que la que configuracin de la superficie que queda luego del amolado sea adecuada para asegurarse que la abertura es la suficiente para permitir la deposicin exitosa de las pasadas adicionales. Los problemas que ocurren durante esta etapa pueden ser fcilmente corregidos en esta operacin comparado con lo difcil que resulta una vez que la soldadura est terminada.
Figura 10.12 Tcnica de Paso Peregrino Mientras que la mayora de estos tems monitoreados durante la soldadura son responsabilidad del soldador, todava es importante que el inspector de soldadura revise para asegurar que el soldador entiende los requerimientos de la soldadura y sigue las instrucciones adecuadamente. El inspector de soldadura generalmente tiene un mejor entendimiento de la calidad total esperada de la soldadura, por eso, l o ella pueden enfocar ms fcilmente los problemas e iniciar las acciones correctivas. Una vez que ha sido completada una soldadura, el inspector de soldadura debe examinar el producto terminado para asegurar que todos los pasos fueron realizados exitosamente para producir una soldadura de calidad. Si todos los pasos preliminares han sido realizados como fue requerido, la inspeccin post soldadura va a simplemente confirmar que la soldadura es de suficiente calidad. De todos modos, los cdigos especifican los atributos requeridos de la soldadura terminada, de manera que el inspector de soldadura debe examinar visualmente para determinar si esos requerimientos han sido alcanzados. En general, la inspeccin visual luego de la soldadura consiste de la observacin de la apariencia de la soldadura terminada. Este examen visual va a detectar discontinuidades superficiales en el metal base y en el metal de
soldadura. Durante esta etapa de la inspeccin de soldadura es de especial importancia la evaluacin del perfil de la soldadura. Irregularidades superficiales filosas o agudas pueden provocar fallas prematuras del componente en servicio. Estos aspectos visuales son evaluados de acuerdo con el cdigo aplicable que va a describir el valor permisible de un cierto tipo de discontinuidad. La medicin de la soldadura para determinar si su tamao es correcto de acuerdo a la especificacin del plano, est incluida en la inspeccin visual. Para una soldadura con bisel, usted est principalmente preocupado si el bisel de soldadura est lleno a ras con las superficies del metal base sin un sobreespesor excesivo. Cualquier socavacin debe ser corregida depositando ms metal de soldadura. En el caso de soldaduras de filete, la determinacin del tamao es normalmente realizada con la ayuda de galgas para soldadura de filete. Hay numerosos tipos de galgas para soldadura de filete que pueden ser usadas, incluyendo galgas y patrones que son especialmente hechas para usar en una configuracin particular de soldadura de filete. Tambin hay varios tipos de galgas para soldaduras de filete que son manufacturadas para usar en la medicin de soldaduras de filete generales. Un tipo de galga de soldadura de filete consiste en series de chapas patrones metlicas que fueron mecanizadas para producir dos tipos diferentes de figura. Los patrones individuales se seleccionan en base a la soldadura de filete requerida. El inspector de soldadura solo selecciona la galga del tamao apropiado y compara el tamao de la soldadura existente con esa galga. Debido a que las soldaduras de filete son diseadas con dimensiones nominales, debe haber una tolerancia real aplicada a esta medida. Dado que las medidas de galgas disponibles comercialmente estn graduadas en incrementos de 1/16 de pulgada, parecera razonable medir los tamaos de las soldaduras de filete al 1/32 de pulgada ms cercano. Las condiciones que garantizan esta aproximacin incluyen dificultad en posicionar correctamente la vista para mirar la galga, el hecho de que los tamaos de soldadura no pueden ser pensados en trminos de la
10-10
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
precisin de un mecanizado, la imprecisin de las galgas, las irregularidades superficiales del metal base y del metal de soldadura y la dificultad en determinar la posicin exacta del pie de una soldadura de filete convexa. La figura 10.13 ilustra el tipo de galga patrn que es usada para medir una soldadura de filete; este es el tipo de galga usada en el examen prctico del CWI.
Figura 10.13 Uso de una Galga Tipo Patrn para Filete Cuando se mide una soldadura de filete, el tamao de la soldadura de filete es determinado por el tamao del tringulo rectngulo issceles ms grande que pueda ser totalmente contenido dentro de la seccin transversal de la soldadura. Por eso, para un perfil convexo, las dimensiones del cateto y del tamao son las mismas. De todos modos, una soldadura de filete que muestra un perfil cncavo va ser dimensionado basndose en la dimensin de la garganta. Por eso, el inspector de soldadura debe primero decidir que apariencia tiene el perfil de la soldadura de filete; cncavo o convexo. Si no es fcilmente apreciable, deben medirse ambas dimensiones (el cateto y la garganta) con los patrones para asegurarse que el tamao de la soldadura es suficiente. En el caso de soldaduras de filete con catetos desiguales, el tamao de soldadura va a ser el del cateto menor de los dos. Como se mencion arriba, cuando se usan galgas tipo patrones metlicos, sern usadas las dos formas de la galga dependiendo de donde el perfil del filete es convexo o cncavo. Una vez que el inspector de soldadura decide que perfil est presente, l o ella eligen la forma del patrn que est especificada para esa soldadura. Si la
soldadura es convexa, la forma apropiada de la galga va a medir el cateto, Igualmente, para el perfil de una soldadura de filete cncavo, la forma apropiada de la galga va a medir la garganta existente. Sin tener en cuenta la forma del patrn, el tamao indicado va a estar referido al tamao requerido del tringulo terico inscripto en la seccin transversal del filete existente. El uso de este tipo de galga para soldadura de filete es mostrado en la figura 10.14 para varias configuraciones de soldaduras de filete. Cuando una soldadura ha sido medida para determinar si tiente el tamao suficiente, el inspector luego debe evaluar su longitud para asegurar que ha sido depositado una cantidad suficiente de metal de soldadura para satisfacer los requerimientos que figuran en el plano. Esto es de especial importancia donde soldaduras de filete discontinuas hayan sido especificadas. Aqu cada segmento debe ser medido como as tambin la distancia entre centros o el paso. Para soldaduras de filete continuas o soldaduras con bisel, solamente son consideradas de longitud suficiente si llenan la seccin transversal de acuerdo al requerimiento a lo largo de toda la longitud del componente ms pequea a unir. Otras mediciones son requeridas para evaluar la precisin dimensional general de la construccin soldada. Esto es importante debido a que las tensiones de contraccin que genera la soldadura pueden causar cambios en las dimensiones de las partes. Por ejemplo, una soldadura depositada alrededor del exterior de un agujero taladrado va a causar probablemente una distorsin en el dimetro de ese agujero, necesitando un mecanizado posterior para llevar al agujero a la medida correcta. Parte de esta evaluacin visual va a ser determinar si result alguna distorsin luego de la soldadura. El calor localizado generado durante la soldadura puede provocar la distorsin o la desalineacin de los componentes respecto de las otras partes del conjunto soldado. Estas mediciones van a determinar si la cantidad de distorsin presente es suficiente para rechazar el componente.
10-11
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.14 Mtodos para la Medicin del Tamao del Filete
Algunas soldaduras tambin deben ser evaluadas usando otros mtodos de ensayos no destructivos adems de la inspeccin visual. Usted tambin puede realizar estos ensayos si est certificado en la tcnica requerida, o puede ser realizado por un especialista en ensayos NDE. Si otra persona realiza el ensayo, usted puede ser requerido para observar esta operacin. Tal vez, usted solamente est involucrado en la revisin de los registros de los ensayos del personal certificado y del reporte de inspeccin, que es creado para asegurar que los hallazgos estn de acuerdo con la norma o el cdigo aplicable. Usted tambin puede ser responsable por el mantenimiento de esos registros. Tambin puede haber requerimientos referidos al tratamiento de alivio de tensiones post soldadura o a otros tratamientos trmicos que son especificados para modificar las propiedades de la construccin soldada que presenta soldadura sin tratamiento posterior a la soldadura. El inspector de soldadura puede ser responsable por la observacin de estos tratamientos trmicos. Tambin si, adems, los tratamientos deben ser realizados de acuerdo con los requerimientos de algn cdigo o procedimiento. Una vez que todos estos pasos de la inspeccin visual hayan sido completados, deben crearse informes para explicar todos los aspectos de las evaluaciones que fueron realizadas. Estos informes deben especificar distintos aspectos de la inspeccin como cuando fue inspeccionado, quin realiz la inspeccin, el criterio de aceptacin aplicado y los resultados de la inspeccin. Como se mencion antes, estos informes deben ser lo ms simples y legibles como sea posible mientras que provean suficiente informacin de manera que otros puedan entender que fue hecho y que se encontr. Como ya ha sido discutido, la inspecciono visual comprende los elementos bsicos de cualquier programa de control de calidad. Aunque simple, este mtodo es capaz de encontrar la mayora de las discontinuidades que resultan de la soldadura. De todos modos, la inspeccin de soldadura est limitada al descubrimiento de irregularidades superficiales. Por esto, debe ser realizada en todas las etapas del proceso de fabricacin para proveer una cobertura adecuada. En general, hay ciertas responsabilidades del inspector de soldadura que deben ser realizadas antes, durante y despus de la soldadura. Cuando est correctamente realizada, la inspeccin visual permite detectar problemas cuando ocurren, lo que posibilita reducir en gran medida los costos asociados con la correccin de estos defectos. Con este soporte en inspeccin visual, debemos mirar ahora la siguiente fase de la inspeccin de soldadura. ENSAYOS NO DESTRUCTIVOS (NDT) Uno de los propsitos de un control de calidad efectivo es determinar la conveniencia de un metal base dado o soldadura para cumplir con el servicio para el cual fue construido. Una manera de juzgar esta conveniencia es someter al metal base o al metal de soldadura a ensayos destructivos que pueden proveer informacin acerca de la performance del objeto a ensayar. La mayor desventaja de este enfoque es, como el nombre lo indica, que el objeto es destruido en el ensayo. Por esto, un nmero de ensayos han sido desarrollados para proveer una indicacin de la
10-12
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
aceptabilidad del objeto a ensayar sin que ste se vuelva inutilizable para el servicio. Todos stos son conocidos como ensayos no destructivos, porque permiten una evaluacin no destructiva del metal o del componente. Adems, los ensayos destructivos de un porcentaje dado de piezas pueden ser caros y asumen que las piezas no ensayadas son de la misma calidad que las ensayadas. Los ensayos no destructivos, alcanzan indirectamente resultados an vlidos, dejando la pieza o componente sin cambios y lista para ser colocada en servicio si fuera aceptable. Como se mencion arriba, hay numerosos ensayos no destructivos usados para evaluar los metales base a ser unidos como as tambin las soldaduras. Sern discutidos los mtodos ms comunes de ensayo, mostrando sus ventajas, limitaciones y aplicaciones. De todos modos todos estos mtodos de ensayo comparten algunos elementos en comn. Estos elementos esenciales son: 1. Una fuente de energa o medio de prueba 2. Una discontinuidad debe provocar un cambio o alteracin de la energa de prueba. 3. Una gua o patrn para detectar este cambio. 4. Una gua o patrn que indique este cambio. 5. Una gua o patrn de observacin o registro de esta indicacin de manera que pueda interpretarse. Para una aplicacin dada, la conveniencia de un ensayo no destructivo particular va estar dada por la consideracin de cada uno de esos factores. La fuente de energa o medio de prueba debe ser conveniente para el objeto a ensayar y para la discontinuidad que se busca. Una discontinuidad debe ser capaz, si est presente, de modificar o cambiar al medio de prueba. Una vez que cambi, debe haber una manera de detecta esos cambios. Los cambios generados en el medio de prueba por la discontinuidad deben crear una indicacin o una forma de registro. Por ltimo, esta indicacin debe ser observada de manera que pueda ser interpretada.
A medida que es discutido cada uno de estos mtodos de ensayo no destructivo, es importante entender como ellos proveen los elementos esenciales. Esto va a ayudar en la decisin de que mtodo de ensayo no destructivo es el ms conveniente para una aplicacin particular. A lo largo de los aos, han sido desarrollados muchos mtodos de ensayos no destructivos. Cada uno de ellos tienen asociado varias ventajas y limitaciones hacindolo ms o menos apropiado para una aplicacin dada. Con la cantidad de mtodos de ensayo disponible, es importante elegir que mtodo nos va a proveer de los resultados necesarios. En muchos casos pueden ser aplicados diferentes ensayos para proveer una seguridad extra sobre el componente o material. Dado que existen muchos ensayos, va a ser difcil mencionar a cada uno de ellos en el contexto de este curso. Por esto, nos vamos a concentrar en los mtodos de ensayos no destructivos que son usados ms comnmente para la evaluacin de los metales base y las soldaduras. Los mtodos de ensayo a ser discutidos estn puestos a continuacin con sus abreviaturas en parntesis. 1. Lquidos penetrantes (PT) 2. Partculas magnetizables (MT) 3. Radiografas (RT) 4. Ultrasonido (UT) 5. Corrientes inducidas (ET) Si bien el inspector de soldadura no es llamado generalmente para realizar estos ensayos, es importante que l o ella tengan un entendimiento bsico de estos ensayos por varias razones. Primero, el inspector de soldadura debe estar al tanto de las ventajas y limitaciones de stos mtodos. Esto lo va a asistir en decidir que ensayo debe ser usado para proveerle alguna informacin adicional sobre la calidad aparente de un material o soldadura. De esa manera, la evaluacin visual puede ser luego apoyada por algn ensayo adicional. El conocimiento de la ventajas y limitaciones tambin va a ayudar si el especialista en ensayos no destructivos est realizando los ensayos de manera adecuada. Debido a que el inspector de soldadura puede ser llamado para observar o mantener registros del
10-13
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
ensayo, el conocimiento puede ayudar en entender los resultados. A medida que sean discutidos cada uno de los mtodos de ensayo, va a haber una descripcin de la s ventajas y limitaciones, como as tambin de los principios operativos. El equipamiento necesario para cada ensayo tambin va a ser discutido, y tambin se va a hacer mencin de algunas de las aplicaciones tpicas de cada mtodo. LQUIDOS PENETRANTES (PT) En trminos generales, el ensayo de lquidos penetrantes revela discontinuidades superficiales mediante la afloracin de un medio penetrante contra una fondo contrastante coloreado. Esto se logra mediante la aplicacin de un penetrante (generalmente un lquido) sobre la superficie limpia de la pieza a ensayar. Una vez que se deja permanecer al penetrante sobre la superficie durante una cantidad de tiempo de penetracin, ste va a infiltrarse adentro de cualquier abertura superficial. A continuacin se remueve el exceso de penetrante y se aplica un revelador que saca al penetrante que permanece en las discontinuidades. Las indicaciones resultantes son mostradas en contraste y magnifican la presencia de la discontinuidad e manera que pueden ser interpretadas visualmente. Hay dos maneras bsicas en las que pueden ser agrupados los penetrantes; especficamente, por el tipo de indicacin producida, y por el mtodo de remocin del penetrante en exceso. Las dos indicaciones del penetrante son visible y fluorescente. La marca visible (generalmente roja) produce un color rojo vvido contra un revelador blanco cuando se ve bajo luz blanca. El penetrante fluorescente produce una marca fluorescente verdosa contra un fondo luminoso cuando es observada bajo luz ultravioleta (negra). Debido a que el ojo humano puede percibir ms fcilmente una marca fluorescente que una marca visible, puede resultar un mtodo de ensayo ms sensible el uso de un penetrante fluorescente. La segunda categora en la que son clasificados los penetrantes se refiere al mtodo mediante el cual el penetrante en exceso es removido de la superficie. Pueden ser removibles mediante agua, solvente o post-emulsionable. Los penetrantes removibles mediante agua contiene un emulsificador que permite al
penetrante aceitoso se levantado con una baja presin del spray de agua. Los penetrantes removibles mediante solvente requieren un solvente para remover al penetrante del objeto a ensayar. Los penetrantes post-emulsionables son removidos agregando un emulsificador despus del tiempo de penetracin. La aplicacin del emulsificador al penetrante sobre la superficie de ensayo permite que el penetrante sea removido de la misma forma del removedor a base de agua. Combinando las caractersticas de stas dos clasificaciones, pueden producirse seis tipos diferentes de penetrantes: 1. 2. 3. 4. 5. Visible/Removible mediante agua Visible/Removible mediante solvente Visible/Post-emulsionable Fluorescente/Removible mediante agua Fluorescente/Removible mediante solvente 6. Fluorescente/Post-emulsionable Con cualquiera de stos tipos los pasos bsicos son los mismos, excepto para los penetrantes post-emulsionables que requieren un paso adicional para aplicar el emulsificador. Por eso, con cualquiera de los mtodos, hay cuatro pasos generales a seguir, haciendo a este ensayo relativamente fcil de realizar. De todos modos, es importante que cada uno de estos pasos sean realizados cuidadosamente y en la secuencia apropiada; de otra manera, los resultados del ensayo no van a ser confiables. El primer paso involucrado en la realizacin del ensayo de lquidos penetrantes es limpiar cuidadosamente la superficie del objeto a ensayar. Debido a que el ensayo de lquidos penetrantes es usado para revelar discontinuidades superficiales, este paso es extremadamente importante. Si cualquier cosa est bloqueando la abertura de cualquier discontinuidad hacia la superficie, va a impedir que el penetrante entre por esa abertura; y como consecuencia, la discontinuidad no va a ser revelada. El objeto a ensayar debe estar libre de polvo, aceite, humedad, pintura, etc. Cuando se limpian materiales blandos como cobre o aluminio debe tenerse cuidado si la superficie es limpiada mediante algn mtodo mecnico como cepillos de alambre o arenado. Una limpieza mecnica agresiva va a tender a enmascarar o
10-14
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
distorsionar la superficie del metal y cubrir una abertura superficial y evitar el revelado de la misma. La figura 10.15 muestra una superficie de ensayo limpia. Una vez que la superficie est bien limpia y seca, el penetrante es aplicado. En pequeas partes esto puede lograrse sumergiendo la pieza a ensayar en el penetrante. En piezas grandes, el penetrante puede aplicarse mediante un spray o un pincel. Debe permitirse que el penetrante permanezca sobre la superficie de ensayo por un periodo de 5 a 30 minutos, y este tiempo es conocido como el tiempo de penetracin. La cantidad exacta de este tiempo de penetracin depende de las recomendaciones del fabricante del penetrante, de temperatura de la pieza y del tamao de las discontinuidades en cuestin. La superficie a ensayar debe mantenerse mojada por el penetrante durante todo este tiempo de manea que el penetrante pueda fluir entre las aberturas superficiales. Figura 10.16 muestra un penetrante siendo aplicado en una superficie. El penetrante es llevado dentro de las pequeas fisuras por una accin que se conoce como efecto capilar; este fenmeno fue discutido previamente en consideracin del metal de aporte de brazing que es llevado dentro de la junta de braze. La accin capilar que provoca que los lquidos sean empujados adentro de pequeas ranuras. Siguiendo el tiempo de penetracin prescrito, la superficie del objeto a ensayar es limpiada cuidadosamente del exceso de penetrante. Debe tenerse cuidado de limpiar la superficie lo suficiente para prevenir la presencia de un exceso de penetrante sobre la superficie que pueda enmascarar las indicaciones reales y perder as el revelado de alguna discontinuidad. De todos modos esta operacin de limpieza no debe ser tan intensa que limpie el penetrante de las discontinuidades poco profundas. La figura 10.17 muestra el procedimiento apropiado para sacar el exceso de penetrante.
Figura 10.15 Superficie de Ensayo Limpia
Figura 10.16 Penetrante sobre la Superficie de Ensayo y en la Fisura
Figura 10.17 Se quita el exceso de Penetrante
10-15
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.18 Indicacin Visible luego de la Aplicacin del Revelador Una vez que el exceso de penetrante ha sido removido, es aplicado el revelador. Puede ser un polvo seco o un polvo suspendido en un lquido voltil que se evapore rpidamente, dejando al polvo sobre al superficie. Es importante que el revelador sea aplicado en una capa fina y uniforme. De hecho, una buena tcnica es aplicar el revelador en varias capas finas, dejando pasar varios minutos entre la aplicacin de cada capa para evitar el desarrollo de un recargue excesivo. Una capa fina de revelador puede marcar indicaciones muy pequeas. La sensibilidad del ensayo de lquidos penetrantes depende del tamao de las partculas del polvo del revelador como as tambin del espesor de la capa del revelador sobre la superficie de ensayo. Partculas de gran tamao y capas gruesas de revelador van a tender a disminuir la sensibilidad del ensayo de lquidos penetrantes. El revelador absorbe al penetrante afuera de cualquier discontinuidad superficial para crear una indicacin contrastante de la misma manera que un material absorbente seca a un lquido. Este sangrado agranda cualquier pequea discontinuidad de manera que pueda ser fcilmente vista. La indicacin de una discontinuidad puede ser evaluada hasta donde es considerada una condicin perjudicial. Cuando se usa un penetrante visible, la evaluacin es realizada bajo luz blanca mientras que con el uso de penetrante fluorescente va a requerir que la evaluacin sea realizada bajo una luz ultravioleta (negra) en un rea oscurecida. Figura 10.18 ilustra como la indicacin visible es producida mediante el sangrado del penetrante a travs de la capa de revelador.
Se pueden obtener muchas ventajas por el empleo del mtodo de ensayos de lquidos penetrantes. Primero, el uso de lquidos penetrantes no est limitado al ensayo de objetos metlicos. Cualquier material no poroso puede ser ensayado mediante este mtodo para detectar la presencia de discontinuidades superficiales. Tambin es conveniente para evaluar juntas soldaduras por brazing entre metales difieren, que pueden presentar problemas con otros mtodos. Y puede ser aplicado a materiales no magnticos cuando otras tcnicas no son aplicables. El proceso es fcilmente transportable, especialmente los removibles mediante solvente. Para este mtodo, hay latas de aerosol de penetrante, revelador y revelador que pueden ser llevados a cualquier lugar de ensayo. Dependiendo del tipo de sistema penetrante usado, el equipo requerido puede ser mnimo, permitiendo el uso del ensayo de lquidos penetrante sin un costo excesivo comparado con otros mtodos de ensayo. Uno de las limitaciones ms importantes del ensayo de lquidos penetrantes es que no detecta discontinuidades sub superficiales. Tambin es desechado porque lleva demasiado tiempo cuando se lo compara con otros ensayos como el de partculas magnetizables. La condicin superficial de la pieza a ensayar tiene un efecto significativo sobre la confiabilidad de este ensayo, de manera que la limpieza requerida para ciertos casos puede ser muy grande. Tambin debe limpiarse la pieza a ensayar despus de un el ensayo se realiz. Cuando se ensayan superficies rugosas, irregulares que son las que generalmente se presentan como resultado de una soldadura, la presencia de indicaciones no relevantes hacen que su interpretacin sea muy difcil. El equipamiento requerido para realizar el ensayo de lquidos penetrantes es muy simple y puede consistir solamente del penetrante, el revelador, el removedor y, si es requerido, el emulsificador. Una buena fuente de luz blanca es requerida para penetrantes visibles y una buena fuente de luz ultravioleta es requiera para el tipo fluorescente. Adems, el ensayo con penetrante fluorescente requiere un rea oscurecida para observar la interpretacin y limpieza de los resultados del ensayo. Una lupa tambin puede
10-16
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
resultar til cuando estn siendo evaluadas discontinuidades muy pequeas. Una vez que ha sido descubierta una indicacin, puede ser registrada permanentemente mediante una fotografa o un esquema. La indicacin tambin puede ser levantada de la superficie de ensayo y transferida a un reporte del ensayo usando una cinta transparente de plstico. Cuando se usa el mtodo PT, es imperativo remover todos los materiales del ensayo incluyendo el exceso de penetrante, limpiador y revelador antes de soldar. Encender un arco sobre una superficie que contenga estos materiales no solamente afecta la calidad de la soldadura, tambin puede resulta en la formacin de humos nocivos o peligrosos que pueden crear un riesgo para la seguridad del personal. Partculas Magnetizables (MT) Este particular mtodo de ensayo no destructivo es principalmente usado para descubrir discontinuidades superficiales en materiales ferromagnticos. Si bien pueden observarse discontinuidades sub superficiales muy cercanas a la superficie, son muy difciles de interpretar, y generalmente son ignoradas. Para la deteccin e interpretacin de discontinuidades sub superficiales son generalmente requeridas otras tcnicas de NDE. De todas maneras las discontinuidades superficiales presentes en una pieza magnetizada van a causar que el campo magntico aplicado cree polos en cada extremo de la discontinuidad, creando una fuerza de atraccin para las partculas de hierro. Si las partculas de hierro, que son partculas magnetizables debido a que pueden magnetizarse, son arrojadas sobre la superficie, pueden ser sostenidas o acomodadas en el lugar por este campo atractivo para producir una acumulacin de partculas de hierro y de esta manera una indicacin visual.
Figura 10.19 Campo Magntico Alrededor de una Barra Magnetizada Si bien existen distintos tipos de ensayos de partculas magnetizables, todos basan su funcionamiento en el mismo principio general. Por esto, todos estos ensayos van a ser realizados mediante la creacin de un campo magntico en una parte y aplicando partculas de hierro sobre la superficie a ensayar. Para entender el ensayo de partculas magnetizables es necesario tener una nocin bsica de magnetismo; por esto es apropiado describir algunas de sus caractersticas importantes. Para empezar esta discusin, mire la figura 10.19 que muestra un diagrama del campo magntico asociado con la barra magntica. Mirando este diagrama, hay varios principios del magnetismo que son demostrados. Primero, hay lneas magnticas de fuerza, o lneas de flujo magntico, que tienden a viajar desde un extremo (o polo) del imn hacia el extremo opuesto (el otro polo). Estos polos son designados como polo norte y polo sur. Las lneas de flujo magntico forman lazos continuos que viajan desde un polo hacia el otro en una direccin. Estas lneas siempre permanecen virtualmente paralelas una a la otra y nunca se cruzan entre s. Por ltimo, la fuerza de estas lneas de flujo (y a raz de esto la intensidad del campo magntico resultante) es mayor cuando estn totalmente contenidas adentro de un material magntico o ferroso. Aunque van a viajar a travs de algunas separaciones rellenas con aire, su intensidad es reducida significantemente a medida que la longitud de la separacin aumenta.
10-17
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
permanentes. No obstante, el uso de imanes permanentes para ensayos de partculas magnetizables es poco frecuente; la mayora de los ensayos de partculas magnetizables usan un equipo electromagntico. Un electroimn se basa en el principio de que hay un campo magntico asociado con cualquier conductor elctrico, como se muestra en al figura 10.21.
Figura 10.20 Imn con Forma de U en Contacto con un Material Ferromagntico que Contiene una Discontinuidad Figura 10.20 muestra una configuracin en la cual una barra magntica similar a la barra de la figura 10.19 ha sido doblada en U, y est en contacto con un material magntico que contiene una discontinuidad. Todava hay lneas de fuerza magnticas viajando en lazos continuos desde un polo hacia el otro. De todos modos, ahora la pieza de acero ha sido colocada cruzada respecto de los extremos de un imn para proveer un camino magntico continuo para las lneas de fuerza. Si bien hay algunas prdidas de flujo en las pequeas separaciones o espacios rellenos con aire entre los extremos del imn y la pieza de acero, el campo magntico permanece relativamente fuerte debido a la continuidad del camino magntico. Consideremos ahora la discontinuidad que est presente en la barra de acero; en la vecindad de esa discontinuidad, hay campos magnticos de signo opuesto creados en los extremos opuestos de la separacin de aire presente en la discontinuidad. Estos polos de signo opuesto tienen una fuerza atractiva entre ellos, y si el rea es rociada con partculas de hierro, estas partculas van a ser atradas y sostenidas en el lugar de la discontinuidad. Por esto para realizar un ensayo de partculas magnetizables, debe haber algunas muestras de generacin de un campo magntico en la pieza a ensayar. Una vez que la parte ha sido magnetizada, las partculas de hierro son rociadas sobre la superficie. Si las discontinuidades estn presentes, estas partculas van a ser atradas y sostenidas en el lugar para proveer una indicacin visual. Los ejemplos discutidos hasta aqu han descripto imanes
Figura 10.21 Campo Magntico Alrededor de un Conductor Elctrico Cuando pasa electricidad a travs de un conductor, el campo magntico que se desarrolla se orienta perpendicular a la direccin de la electricidad. Hay dos tipos bsicos de campos magnticos que son creados en los objetos a ensayar usado un electroimn, longitudinal y circular. Los tipos son denominados pro la direccin del campo magntico que es generado en la pieza. Cuando el campo magntico se orienta a lo largo del eje de la pieza, es conocido como magnetismo longitudinal. De la misma manera, cuando el campo magntico es perpendicular al eje de la pieza, es llamado magnetismo circular. Hay varias formas en las que puede crearse estos dos tipos de magnetismo en una pieza de ensayo. Figura 10.22 muestra un tpico campo magntico longitudinal creado envolviendo la pieza con un conductor elctrico arrollado. Cuando se usa una mquina de partculas magnetizables fija, esto puede conocerse como una bobina coil shot. Cuando pasa la electricidad a travs del conductor, se crea un campo magntico.
Figura 10.22 Magnetismo Longitudinal
10-18
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
parte perpendicular a su eje longitudinal. En una mquina de ensayo estacionaria, esto podra ser llamado head shot. Esto es mostrado en la figura 10.23.
Figura 10.23 Magnetismo Circular
Figura 10.24 Mtodo del Yugo Con este campo magntico, aquellas discontinuidades que se encuentren perpendiculares a las lneas de fuerza van a ser fcilmente revelados. Aquellas que se encuentren a 45 con respecto al campo tambin van a ser revelados, pero si la discontinuidad se encuentra paralelo al campo magntico inducido, no va a ser revelada. El otro tipo de campo magntico es conocido como magnetismo circular. Para crear este tipo de campo magntico, la pieza a ser ensayada se vuelve el conductor elctrico de manera que el campo magntico inducido tiende a encerrar la
Figura 10.25 Mtodo del Prod Con magnetismo circular, las discontinuidades longitudinales van a ser reveladas mientras que aquellas discontinuidades transversales no van a ser reveladas. Aquellas que estn aproximadamente a 45 tambin van a ser reveladas. Un aspecto importante del campo magntico circular es que el magnetismo es totalmente contenido adentro del material ferromagntico mientras que el campo magntico longitudinal es inducido en la pieza por el conductor elctrico que lo envuelve. Por esta razn, el campo magntico circulares generalmente considerado ms potente, haciendo que el magnetismo circular sea ms sensible para un nivel dado de corriente elctrica. Cuando se trata de determinar la orientacin de las discontinuidades que pueden generar una indicacin, se debe empezar por determinar la direccin de la corriente elctrica, luego considerar la direccin del campo magntico inducido y despus determinar la orientacin de la discontinuidad que va a dar la sensibilidad ptima. Ambos tipos de campos magnticos pueden ser generados en una pieza o parte empleando equipamiento porttil. Un campo longitudinal resulta cuando se usa el mtodo de
10-19
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
yugo, como se muestra en la figura 10.24. Una unidad de yugo es un electroimn, y esta hecho arrollamiento de alambre conductor alrededor de un ncleo de un material magntico blando. La corriente que fluye a travs del alambre induce un campo magntico que fluye a travs del objeto a ensayar entre los extremos del yugo. Para producir un campo magntico circular con una unidad porttil, se usa la tcnica de prod. El uso de este mtodo para ensayos de soldadura es ilustrado en la figura 10.25. Puede ser usado para crear un campo magntico con corriente alterna (AC) o con corriente continua (DC). El campo creado con corriente alterna es ms fuerte en la superficie del objeto a ensayar. La corriente alterna va a proveer tambin una mayor movilidad de las partculas en la superficie de la pieza permitiendo a las partculas moverse ms libremente, lo que ayuda en la deteccin de discontinuidades, an cuando la superficie de la pieza sea rugosa e irregular. La corriente continua induce campos magnticos con mayor poder de penetracin y pueden ser usados para detectar discontinuidades cerca de la superficie. Aunque estas indicaciones son muy difciles de interpretar. Un tercer tipo de corriente elctrica es conocida como corriente alterna rectificada de media onda y puede ser pensada como una mezcla de corriente alterna con corriente continua. Con este tipo de corriente se pueden alcanzar los beneficios de ambos tipos de corrientes. Fue destacado que el ensayo de partculas magnetizables es ms sensible frente a las discontinuidades perpendiculares a las lneas de flujo magntico y que las discontinuidades paralelas a las lneas de flujo no son detectadas. Con ngulos que varan entre estos extremos, hay un rea gris. En general, si el ngulo agudo formado entre el eje de la discontinuidad y las lneas de flujo magntico es mayor de 45, la discontinuidad va a formar una indicacin. Con ngulos menores de 45 la discontinuidad puede no ser detectada. Por esto, para proveer una evaluacin completa de la pieza para localizar discontinuidades en todas las direcciones es necesario aplicar el campo magntico en dos direcciones perpendiculares. Las aplicaciones de la inspeccin por partculas magnetizables incluye la evaluacin de materiales que son considerados magnticos a la
temperatura de ensayo. Estos materiales incluyen acero, acero fundido, algunos de los aceros inoxidables (exceptuando los austenticos) y nquel. No puede ser ensayado el aluminio, el cobre u otro material que no pueda ser magnetizado. Adecuadamente aplicado, este mtodo puede detectar discontinuidades superficiales muy finas y va a dar indicaciones borrosas de discontinuidades sub superficiales grandes. El equipamiento usado con este mtodo vara en tamao, portabilidad y costo. Las unidades yugo de corriente alterna son muy porttiles y tiles para inspeccionar objetos muy grandes para ensayar de otra forma. Estos objetos pueden incluir edificios, puentes, tanques, recipientes o grandes soldaduras. Equipos no tan porttiles incluyen bobinas y prods. Ambos requieren fuentes especiales y tienen una movilidad limitada. Los equipos estacionarios generalmente incluyen mecanismos para head y coil shots. Las piezas a ser inspeccionadas en unidades estacionarias tiene que ser pequeas y con altas velocidades de inspeccin o grandes y con bajas velocidades de inspeccin. Las unidades estacionarias incluyen equipos de desmagnetizacin. Las partculas de acero usadas son muy pequeas y generalmente proveen un color vvido que contrasta con el del objeto a ensayar. Los colores comnmente disponibles incluyen al gris, blanco, amarillo, azul y negro. Son conocidos como partculas visibles y son usados bajo una luz fuerte. Les partculas de acero tambin pueden obtenerse bajo luz ultravioleta y su sensibilidad es mayor. Estas partculas magnetizables son aplicadas como un polvo seco con un chorro de aire de baja velocidad, o son aplicadas sobre la pieza como una suspensin en un lquido como aceite liviano o agua. El mtodo seco es conocido como ensayo de partculas magnetizables en seco y el otro es llamado ensayos de partculas magnetizables por va hmeda. Ambos mtodos son usados frecuentemente, pero el hmedo tiene una sensibilidad mayor y es el preferido para muchas aplicaciones de campo y de taller. Las ventajas del mtodo de partculas magnetizables es que es rpido y de bajo costo. Este mtodo puede hacerse muy porttil y puede ser muy bueno para la deteccin de discontinuidades
10-20
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
superficiales. El ensayo puede hacerse a travs de capas muy finas de recubrimiento. La mayor limitacin es que solamente puede ser usado en materiales que sean magnetizables. Otras limitaciones son que la mayora de las partes requieren una desmagnetizacin despus del ensayo y que los recubrimientos gruesos pueden enmascarar discontinuidades. La desmagnetizacin requiere el empleo de corriente alterna, y se realiza ya sea moviendo lentamente la pieza del campo magntico o reduciendo la corriente de induccin aplicada a la pieza a cero. Es requerida para ambas aplicaciones electricidad, esto limita su portabilidad. Las superficies rugosas como aquellas que quedan como resultado de la soldadura o en fundiciones pueden hacer que la evaluacin sea an ms difcil. Los resultados del ensayo de partculas magnetizables pueden ser registrados mediante esquemas, fotografas o colocando una cinta transparente sobre la indicacin y luego transfirindola a una hoja limpia de papel. Ensayo Radiogrfico (RT) La radiografa es un mtodo de ensayos no destructivos basado en el principio de transmisin o absorcin de radiacin preferencial. Las reas de espesor reducido o menor densidad transmiten ms, y en consecuencia absorben menos radiacin. La radiacin que pasa a travs del objeto de ensayo, formar una imagen contrastante en una pelcula que recibe la radiacin. Las reas de alta transmisin de radiacin, o baja absorcin, en la pelcula revelada aparecen como reas negras. Las reas de baja transmisin de radiacin, o alta absorcin, en las pelculas reveladas aparecen como reas claras. La Figura 10.26 muestra el efecto del espesor en la oscuridad de la pelcula. El rea de menor espesor del objeto de ensayo produce un rea ms oscura en la pelcula debido a que se transmite ms radiacin a la pelcula. El rea de mayor espesor del objeto de ensayo produce el rea ms clara porque el objeto absorbe ms radiacin y se transmite menos. La Figura 10.27 muestra el efecto de la densidad del material en la oscuridad de la pelcula.
Figura 10.26 Efecto del Espesor de la Pieza en la Transmisin de Radiacin (Absorcin)
Figura 10.27 Efecto de la Densidad del Material en la Transmisin de Radiacin (Absorcin) De los materiales mostrados en la Figura 10.27, el plomo tiene la mayor densidad (11.34 g/cc), seguido en orden por el cobre (8.96 g/cc), el acero (7.87 g/cc), y el aluminio (2.70 g/cc). Con la mayor densidad (peso por unidad de volumen), el plomo absorbe la mayor parte de la radiacin, y por esto produce la pelcula ms clara. La radiacin de baja energa, que no sea de partculas, se da en la forma de radiacin gamma o rayos X. Los rayos gamma son el resultado de la desintegracin de los materiales radioactivos; las fuentes radioactivas incluyen al Iridio 192, Cesio 137 y Cobalto 60. Estas fuentes emiten radiacin en forma constante y deben mantenerse en un contenedor de almacenamiento protegido, conocido como cmara gamma, cuando no est en uso. Estos contenedores
10-21
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
frecuentemente emplean protecciones de plomo y acero. Los rayos X fabricados artificialmente; se producen cuando los electrones, viajando a altas velocidades, chocan con la materia. La conversin de energa elctrica en radiacin X se alcanza en un tubo de vaco. Se pasa una corriente baja a travs de un filamento incandescente para producir electrones. La aplicacin de alto potencial (voltaje) entre el filamento y el metal de objetivo acelera los electrones a travs de este potencial diferencial. La accin de un flujo de electrones que golpean contra el objetivo produce rayos X. Slo se produce radiacin cuando se aplica el voltaje a un tubo de rayos X. Usando tanto fuentes de rayos X o gamma, la pieza no contina siendo radioactiva seguido al ensayo. Las discontinuidades por debajo de la superficie que son detectadas fcilmente por este mtodo son las que tienen una densidad distinta al material que se est radiando. Estas incluyen huecos, inclusiones metlicas y no metlicas, y fisuras y faltas de fusin alineadas en forma favorable. Los huecos tales como porosidad, producen reas oscuras en la pelcula, debido a que representan una prdida significativa de densidad del material. Las inclusiones metlicas producen reas claras en la pelcula si tienen mayor densidad que la del objeto de ensayo. Por ejemplo, las inclusiones de tungsteno en las soldaduras de aluminio, producidas por una tcnica inapropiada de soldadura por arco con electrodo de tungsteno y proteccin gaseosa, aparecen en la pelcula como reas muy claras, la densidad del tungsteno es de 19.3 g/cc. Las inclusiones no metlicas, tales como la escoria, producen frecuentemente reas oscuras en la pelcula; sin embargo, algunos electrodos contienen revestimientos que producen escoria de una densidad similar a la del metal de soldadura depositado y la escoria producida por ellos es muy difcil de encontrar e interpretar. Las fisuras y fusiones incompletas deben estar alineadas de forma tal que la profundidad de las discontinuidades sea casi paralela al haz de radiacin para que sean detectadas. Las discontinuidades superficiales tambin aparecern en la pelcula; sin embargo, no se recomienda el uso del ensayo de radiacin, debido a que la inspeccin visual es mucho ms
econmica. Algunas de estas discontinuidades son la socavacin, excesivo sobreespesor, falta de fusin, y sobreespesor de raz por penetracin. El ensayo radiogrfico es muy verstil y puede ser usado para inspeccionar todos los materiales de ingeniera.
Figura 10.28 Indicadores de Calidad de Imagen (penetrmetros) Tipo cua y Alambre. El equipo requerido para realizar los ensayos radiogrficos comienza con una fuente de radiacin; esta fuente puede ser tanto una mquina de rayos X, que requiere una alimentacin elctrica, o un istopo radioactivo que produce radiacin gamma. Los istopos ofrecen frecuentemente facilidad para su transporte. Cualquiera de los tipos de radiacin requieren pelculas, porta pelculas hermtico a la luz, y se usan letras de plomo para identificar el objeto de ensayo. Debido a la alta densidad del plomo, y el espesor incrementado en forma local, estas letras forman reas claras en la pelcula revelada. Los Indicadores de Calidad de Imagen (ICI (IQI)), o penetrmetros (pennys) se usan para verificar la resolucin de sensibilidad del ensayo. Estos ICI (IQI) normalmente son de dos tipos; cuas o alambre. Ambos tipos estn especificados por tipo de material; adems, los de tipo cua tendrn espesor especificado e incluyen agujeros de distinto tamao, mientras que los alambres tendrn dimetros especificados. La sensibilidad se verifica por la habilidad de detectar una diferencia dada en densidad debido al espesor del ICI (IQI) o el dimetro del agujero, o el dimetro del alambre. La Figura 10.28 muestra ambos tipos de ICI (IQI) o
10-22
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
penetrmetros; la Figura 10.29 muestra la ubicacin de los ICI (IQI) tipo cua en una chapa soldada previo a la radiografa.
La mayor ventaja de este mtodo de ensayo es que puede detectar discontinuidades por debajo de la superficie en todos los metales comunes de la ingeniera. Una ventaja posterior es que las pelculas reveladas sirven como un registro permanente excelente del ensayo, si se almacena apropiadamente lejos de un calor y luz excesivos.
Figura 10.29 Ubicacin de los ICI (IQI) Los ICI (IQI) de cua varan en espesor y en dimetro de los agujeros dependiendo del espesor del metal que se est radiografiando. La Figura 10.30 muestra los aspectos esenciales de un ICI (IQI) #25 usado por el cdigo ASME; en la figura se nota su espesor y la dimensin de los agujeros. Aqu el espesor del ICI (IQI) es de 0.025 in., de aqu la designacin #25, para un espesor de cua en milsimos de pulgada (un #10 tiene un espesor de 0.010, un #50 tiene 0.050 in. de espesor, etc.). Los dimetros y posiciones se especifican, y se marcan en como mltiplos del espesor individual de la cua. El mayor agujero en una cua #25 es 0.100 in., y se llama agujero 4T, debido a que es igual a cuatro veces el espesor de la cua, y se ubica ms cerca del nmero de plomo del ICI (IQI). Un agujero 2T (0.050 in.) se posiciona como el ms lejano al nmero de plomo 25, y es igual a dos veces el espesor de la cua. El agujero ms pequeo que 4T y 2T es un agujero 1T y es exactamente igual al espesor de la cua, 0.025 in. Dichos agujeros se usan para verificar la sensibilidad de resolucin, que normalmente se especifica como un 2% del espesor de la soldadura. Sin embargo, tambin se puede especificar una sensibilidad del 1%, pero es ms difcil de obtener. Se requiere un equipo de procesamiento para revelar la pelcula expuesta y es mejor un negatoscopio con iluminacin de alta intensidad para una mejor interpretacin de la pelcula. Debido a los peligros potenciales de la exposicin a la radiacin para las personas, normalmente se requiere un equipo de monitoreo de la radiacin.
Figura 10.30 Apariencia de un ICI (IQI) de cua Junto con estas ventajas hay varias desventajas. Una de ellas es el riesgo impuesto a las personas por una exposicin excesiva a la radiacin. Se requieren muchas horas de entrenamiento en seguridad sobre radiacin para garantizar la seguridad tanto del personal que realiza el ensayo radiogrfico como de otro personal en la vecindad del ensayo. Por esta razn, el ensayo se debe realizar slo despus que se evacu el rea de ensayo, que puede presentar problemas de cronograma. Los equipos de ensayos radiogrficos pueden ser muy caros y los perodos de entrenamiento requeridos para
10-23
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
lograr operadores e intrpretes competentes son algo largos. La interpretacin de pelculas debe realizarse por aquellos certificados actualmente como mnimo con Nivel II por SNT TC-1A de ASNT. Otra limitacin de este mtodo de ensayo es la necesidad de tener acceso a ambos lados del objeto de ensayo (un lado para la fuente y el opuesto para la pelcula), que se muestra en la Figura 10.31.
Figura 10.31 Orientacin de la Fuente de Radiacin, Chapa de Ensayo y Pelcula Radiogrfica Otra desventaja del ensayo radiogrfico es que puede no detectar las fallas que estn consideradas como ms crticas (e.g. fisuras y falta de fusin) salvo que la fuente de radiacin est orientada preferentemente con respecto a la direccin de la discontinuidad. Adems, las configuraciones de algunos objetos de ensayo (e.g. soldadura de componentes secundarios o de filete) pueden hacer tanto la realizacin como la interpretacin del ensayo ms difciles. Sin embargo, el personal de ensayo con experiencia puede obtener radiografas de estas geometras ms complicadas e interpretarlas con alto grado de precisin. ENSAYO POR ULTRASONIDO (UT) El ensayo por ultrasonido (UT) es un mtodo de inspeccin que usa ondas sonoras de alta frecuencia, por encima del rango audible por el ser humano, para medir propiedades geomtricas y fsicas en los materiales. Las ondas sonoras viajan a distintas velocidades en los distintos materiales. Sin embargo, la velocidad de propagacin del sonido en un material dado, es un valor constante para ese material. Hay varias
formas en las que el sonido viaja a travs de un material, pero esta distincin no es de importancia para una discusin a este nivel. Un tipo de onda sonora, llamada longitudinal, viaja a 340 m/s (1100 pies por segundo) en el aire, alrededor de 5790 metros por segundo (19000 ft/s) en acero y alrededor de 6100 metros por segundo (20000 ft/s) en aluminio. Los ensayo por ultrasonido usan energa elctrica en la forma de voltaje aplicado, y este voltaje se convierte por un transductor en energa mecnica y en la forma de ondas sonoras. El transductor realiza esta conversin de energa debido al fenmeno conocido como efecto piezoelctrico. Esto ocurre con distintos materiales, tanto los que ocurren naturalmente como los realizados artificialmente; cuarzo y titanato bario son ejemplos de materiales piezoelctricos de cada tipo. Un material piezoelctrico producir un cambio mecnico en la dimensin cuando se excita con un pulso elctrico. De igual forma, este mismo material producir un pulso elctrico cuando se acta sobre l en forma mecnica. Un ejemplo de uso comn de los materiales piezoelctricos se encuentra en los encendedores electrnicos usados para encender balizas a gas, hornallas de gas, encendedores de cigarrillos, etc. En estos casos el cristal piezoelctrico es comprimido y liberado rpidamente, generando una chispa elctrica que salta en una abertura para encender el gas. Para realizar el ensayo por ultrasonido, se fija el transductor a una unidad base electrnica. Siguiendo una secuencia de arranque y procedimiento de calibracin, la unidad base acta como un dispositivo de medicin electrnico. Esta mquina generar pulsos electrnicos precisos que son transmitidos por un cable coaxial hasta el transductor que fue colocado en contacto acstico con el objeto de ensayo. Los pulsos son de muy breve duracin y alta frecuencia (tpicamente 1 a 10 millones de Hz, o ciclos por segundo). Este sonido de alta frecuencia tiene la capacidad de ser dirigido con precisin, similarmente a la luz de un flash. Cuando se excita por pulsos electrnicos, el transductor responde con una vibracin mecnica, y crea una onda sonora que se transmite a travs del objeto de ensayo a la velocidad que sea tpica del material. Se puede escuchar un fenmeno similar cuando un metal es
10-24
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
golpeado con un martillo para dar un sonido. Este sonido es una onda sonora (menor frecuencia) que viaja a travs del metal. Usted puede haber tenido experiencia de un caso donde se encuentra una pieza de metal defectuosa debido a un sonido sordo que se escucha cuando es golpeado. La onda sonora generada continuar viajando a travs del metal a una velocidad dada y retornar al transductor cuando encuentre algn reflector, tal como un cambio de densidad, y sea reflejado. Si este reflector est orientado apropiadamente, rebotar el sonido de retorno hacia el transductor a la misma velocidad y contactar al transductor. Cuando es impactado por dicha onda sonora que retorna, el cristal piezoelctrico convertir esta energa sonora nuevamente en pulsos electrnicos que son amplificados y pueden ser mostrados por el tubo de rayos catdicos [TCR (CRT)] como una indicacin visual a ser interpretada por el operador. Usando los bloques de calibracin que tienen una densidad, dimensiones, y perfil especificados, la unidad de ultrasonido puede ser calibrada para medir el tiempo que toma al sonido la trayectoria del viaje, y convertir dicho tiempo en dimensin de la pieza. Por esto el equipo de ultra sonido permite al operador medir cuanto lleva al sonido viajar a travs de un material hasta un reflector, y retornar hacia el transductor, del que puede generarse la informacin sobre la dimensin como la distancia del reflector debajo de la superficie, y su tamao. La Figura 10.32 ilustra la secuencia tpica de calibracin, en una cua de acero escalonada para un transductor de haz longitudinal usado para determinar espesores. El transductor se ubica en los distintos espesores conocidos del bloque de calibracin y se ajusta el instrumento para dar la representacin correspondiente en la pantalla. Una vez que se termina la operacin, el operador puede leer la dimensin de la pieza de ensayo directamente de la pantalla notando cuando la indicacin crece en forma vertical a lo largo del eje horizontal. Con transductores nicos pueden hacerse mediciones muy precisas usando el mtodo eco a eco ms que el crecimiento desde la lnea horizontal. Esta tcnica toma la dimensin entre distintos ecos, y promedia la informacin para una medicin de espesor.
Figura 10.32 Secuencia de Calibracin para Transductor de Haz Longitudinal. En general, la representacin en la pantalla provee al operador con dos tipos de informacin. Primero, las indicaciones aparecern en varias ubicaciones a lo largo del eje horizontal de la pantalla. (Siempre habr una indicacin, llamada indicacin del eco de la interfase eco inicial, que se ubicar cerca del lado izquierdo de la pantalla.) Cuando el sonido entra a una pieza y rebota desde un reflector volviendo al transductor, su retorno es indicado por una seal que crece verticalmente de la lnea horizontal. En segundo lugar la altura de la seal puede medirse y da una medida relativa de la cantidad de sonido reflejado. Una vez que se calibr el instrumento, la ubicacin de la indicacin del reflector en el eje horizontal puede ser relacionada con la distancia fsica que ha viajado el sonido en la pieza para llegar al reflector. La altura de esa seal en la pantalla es una indicacin relativa del tamao del reflector. Usando dicha informacin, el operador experimentado puede determinar frecuentemente La naturaleza y tamao del reflector y relacionarlo con un cdigo o especificacin para aceptabilidad o rechazo.
10-25
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.33 Reflexin del Sonido desde una Discontinuidad Hay dos tipos de transductores de ultrasonidos bsicos: (1) ondas longitudinales, o transductores de haz recto se usan para determinar la profundidad de una discontinuidad debajo de la superficie del material. Estos transductores transmiten el haz dentro de la pieza en forma perpendicular a la superficie de la pieza, como se muestra en la Figura 10.33. (2) Ondas Transversales {shear}, o transductores con haz en ngulo se usan en forma extensiva para la evaluacin de soldadura debido a que envan el haz dentro de la pieza en ngulo, permitiendo que el ensayo se realice sin remover el sobreespesor spero de la soldadura. Muy frecuentemente el transductor de haz longitudinal se fija a una cua de plstico que provee el ngulo necesario. La Figura 10.34 muestra como se propaga el sonido a travs del material cuando se usa un haz en ngulo.
Figura 10.34 Propagacin de Un Haz en Angulo Hay dos tipos de ensayos ultrasnicos, de contacto e inmersin. En el ensayo por
contacto, el transductor es ubicado contra la superficie de la pieza. Debido a que el sonido de alta frecuencia no se transmite fcilmente a travs del aire, se coloca un lquido entre la pieza a ensayar y el transductor para mejorar el contacto. El lquido se conoce como medio acoplante. En el ensayo por inmersin, la pieza a ser evaluada se ubica bajo el agua y se transmite el sonido desde el transductor y hacia la pieza a travs del agua. El ensayo de contacto tiene la ventaja de ser porttil, mientras que el de inmersin es ms conveniente para el ensayo de produccin de piezas pequeas o de formas irregulares. Las aplicaciones del ensayo por ultrasonido incluyen tanto la deteccin de discontinuidades superficiales o subsuperficiales. Este mtodo es ms sensible para discontinuidades planares, especialmente aquellas que estn orientadas en forma perpendicular al haz sonoro. Por este mtodo se pueden detectar laminaciones, fisuras, falta de fusin, inclusiones y agujeros. A la vez que determina si un metal es sano, pueden realizarse tambin mediciones de espesor. El equipo requerido para ensayo por ultrasonido incluye un instrumento electrnico tanto con un TRC o una display. Usando un instrumento con TCR, un operador de ultrasonido puede determinar ubicacin, tamao y tipo de muchas discontinuidades. Los instrumentos con displays normalmente estn limitados a mediciones dimensionales. Sin embargo, cuando se miden materiales corrodos para determinar espesor de pared, es mejor usar un instrumento con salida de scope osciloscopio para una mayor precisin. Para el ensayo por ultrasonido tambin es necesario que el transductor est bien acoplado. Se dispone de una amplia gama de tamaos y estilos de transductores. Muchos transductores estn montados en cuas de plexigls que permiten a la cua entrar en el objeto de ensayo con distintos ngulos para el ensayo con ondas transversales. Como medios acoplantes se usan muchos materiales diferentes; algunos de los medios acoplantes comnmente usados son aceite, grasa, glicerina, agua, y polvo de celulosa o soluciones salinas en agua. El ltimo requerimiento del equipamiento son los patrones. Para medicin de espesor de material, los patrones de calibracin
10-26
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
deben ser del mismo material que el objeto de ensayo y debe tener dimensiones conocidas y precisas. Para la deteccin de discontinuidades, los bloques de calibracin deben alcanzar los requerimientos anteriores adems de contener ciertas discontinuidades mecanizadas, tales como agujeros mecanizados, desde un lateral, un agujero con fondo plano, o una ranura. La ubicacin y tamao de esa discontinuidad debe ser conocida y precisa. Las seales de las discontinuidades en la pieza de ensayo son comparadas con las seales de la discontinuidad del bloque de calibracin para determinar su aceptabilidad. Para un haz en ngulo usado en el ensayo de soldadura el bloque de calibracin es el Bloque IIW que provee una verificacin del punto de salida del haz y el ngulo de la onda transversal. Como se not el bloque de calibracin debe ser del mismo material; cuando esto no sea posible, puede sustituirse con otro material y se desarrolla una curva de correccin, basada en la diferencia de la velocidad del sonido de los dos materiales para corregir la informacin real. Uno de los principales beneficios del ensayo por ultrasonido es que se considera como un ensayo verdaderamente volumtrico. Esto es, que es capaz de determinar no slo la ubicacin en longitud y lateral, sino que tambin provee al operador con una determinacin de la profundidad de la discontinuidad debajo de la superficie. Otra mayor ventaja de ensayo por ultrasonido es que slo requiere acceso de un solo lado del material a ser ensayado. Esta es una gran ventaja en la inspeccin de recipientes, tanques, y sistemas de caeras. Otra ventaja importante es que el ensayo por ultrasonido detecta de mejor manera aquellas discontinuidades planares crticas tales como fisuras y falta de fusin. El ensayo por ultrasonido es ms sensible a discontinuidades que estn perpendiculares al haz de sonido. Debido a que se pueden alcanzar distintos ngulos de haz con cuas de plexiglas, el ensayo por ultrasonido puede detectar laminaciones, falta de fusin y fisuras que estn orientadas de manera tal que no podra hacerse con ensayo radiogrfico. El ensayo por ultrasonido tiene capacidad de penetracin profunda, hasta 200 pulgadas en acero, y puede ser muy preciso. Los equipos de ensayo por ultrasonido modernos
tienen un peso muy bajo y frecuentemente la batera como fuente lo hace muy porttil. Las mquinas ms nuevas tienen posibilidad de almacenar datos dentro de las unidades, que se pueden llevar con la mano y slo pesa uno o dos libras. La mayor limitacin de este mtodo de ensayo es que requiere operadores altamente capacitados y experimentados debido a que la interpretacin puede ser dificultosa. Tambin, la superficie del objeto de ensayo debe estar totalmente suave, y se requiere medio acoplante para el ensayo de contacto. Se requieren normas de referencia, y este mtodo de inspeccin de soldadura generalmente se limita a soldaduras a tope en materiales que tienen un espesor mayor a in. Ensayo de Corrientes de Inducidas de Foucault. (ET) Cuando una espira que lleva AC cerca de una probeta de metal, las corrientes de inducidas se inducen en el metal por induccin electromagntica. La magnitud de las corrientes parsitas inducidas depende de muchos factores, y la espira de ensayo es afectada por la magnitud y direccin de esas corrientes inducidas por las corrientes inducidas. Cuando se calibra la espira con patrones conocidos, el mtodo de corrientes de inducidas puede ser usado para caracterizar muchas condiciones de objetos de ensayo. La Figura 10.35 es una presentacin esquemtica de las corrientes de inducidas en el objeto de ensayo cuando se ubica la espira de ensayo cerca de la superficie.
10-27
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.35 Corrientes Parsitas Inducidas en el Objeto de Ensayo El ensayo de corrientes de inducidas es un mtodo de ensayo altamente verstil. Puede ser usado para medir espesores de secciones de poco espesor, conductividad elctrica, permeabilidad magntica, dureza y condicin de tratamiento trmico de los objetos de ensayo. Este mtodo de ensayo tambin puede ser usado para buscar metales no similares y medir espesor de revestimientos no conductivos en objetos de ensayo conductivos elctricamente. Adems, este mtodo puede ser usado para detectar fisuras, pliegues y grietas, agujeros e inclusiones cerca de la superficie del objeto de ensayo. El equipo requerido para ensayo de corrientes inducidas incluye un instrumento electrnico tanto con una pantalla mtrica o TRC, y una bobina de sonda que consiste en una o ms vueltas de arrollamiento. La bobina de ensayo
puede ser un tipo de sonda para evaluar una superficie, una bobina cilndrica que rodea una pieza circular o tubular, o una bobina de un dimetro interior que es pasada dentro del tubo o agujero. Los patrones de calibracin dependen de la informacin deseada. La medicin de espesor requiere patrones de calibracin del mismo material con historias de tratamientos trmicos conocidas. La Figura 10.36 ilustra algunas pantallas de TRC tpicas para distintos tipos de evaluaciones de corrientes inducidas, incluyendo bsqueda de metal por conductividad, prdida de espesor por corrosin, deteccin de discontinuidad, y determinacin del espesor del recubrimiento. Una de las mayores ventajas del ensayo de corrientes inducidas es que puede ser automatizado fcilmente. La sonda no necesita tocar el objeto de ensayo, no se requiere medio acoplante y el mtodo es conveniente, todo lo cual hace la inspeccin en la lnea de montaje relativamente fcil. Debido a que el ensayo no requiere que la sonda contacte la pieza, se facilita la inspeccin de piezas calientes. Finalmente, los ensayos de corrientes inducidas pueden ser usadas para la inspeccin de cualquier material conductivo para la corriente, sea magntico o no. La mayor limitacin del ensayo de corrientes inducidas es la alta habilidad requerida en los operadores para calibrar el equipo e interpretar los resultados. Est limitado al ensayo de materiales conductivos elctricamente y su mxima penetracin es baja (tpicamente 3/16 pulgadas o menos). Los patrones requeridos para los ensayos de corrientes inducidas pueden ser bastante elaborados y numerosos. La suciedad o contaminacin superficial que es magntica o elctricamente conductiva puede afectar el resultado del ensayo y deben ser quitados. Y, cualquier ensayo de materiales magnticos puede requerir sondas y tcnicas especiales.
10-28
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Figura 10.36 Pantallas de TRC Tpicas para Ensayo de Corrientes Inducidas SIMBOLOS DE NDE De la misma manera que los smbolos de soldadura sirven para especificar exactamente como deben realizarse las soldaduras, los smbolos de NDE proveen informacin similar para nuestro trabajo de inspeccin y trabajo de ensayo. Una vez unido, normalmente ser necesario inspeccionar dichas soldaduras para determinar si fueron satisfechos los requerimientos de calidad aplicables. Cuando se requiere, pueden especificarse los ensayos a travs de smbolos de ensayos no destructivos que se construyen de manera muy similar a los smbolos de soldadura descritos antes. La Figura 10.37 muestra la disposicin general de los elementos bsicos de los ensayos no destructivos.
Figura 10.37 Ubicacin Estndar de los Elementos La principal aplicacin del ensayo de corrientes inducidas es la evaluacin de caeras tales como las encontradas en intercambiadores de calor. Pasando una bobina para el ensayo por un dimetro interno a travs del interior del tubo, se puede obtener gran cantidad de informacin sobre corrosin, fisuras, picaduras, etc.
10-29
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Como el caso de la simbologa de soldadura, la informacin debajo de la lnea de referencia se refiere a la operacin de ensayo realizada en la junta del lado de la flecha, y la informacin arriba de la lnea describe el tratamiento al otro lado. En vez de la simbologa de soldadura, hay smbolos bsicos de ensayos NDE que son designaciones con letras para los distintos procesos de ensayo. Estos se muestran abajo: Tipo de Ensayo Smbolo Emisin Acstica AET Corrientes Inducidas ET Prdida LT Partculas Magnetizables MT Radiografa Neutrnica NRT Lquidos Penetrantes PT Prueba de Servicio PRT Radiografa RT Ultrasonido UT Visual VT Las Figuras 10.38, 10.39, y 10.40 muestran los smbolos de ensayo aplicados al lado de la flecha, al otro lado, y ambos lados, respectivamente. Si no es significativo que lado debe ser ensayado, el smbolo de ensayo puede estar centrado en la lnea de referencia, como se muestra en la Figura 10.41. Tambin hay una convencin para describir el alcance de los ensayos requeridos. Un nmero a la derecha del smbolo de ensayo se refiere a la longitud de la soldadura a ser ensayada, como se muestra en la Figura 10.42.
Figura 10.40 Ensayo No Destructivo de Ambos Lados
Figura 10.41 Ensayo No Destructivo donde el Lado no es Significativo
A. Se muestra la Longitud
B. Se muestra la Ubicacin Figura 10.42 Denominaciones para la Longitud y Ubicacin de la Soldadura a ser Ensayada. Si no existe una dimensin a la derecha del simbologa de ensayo, esto implica que debe ensayarse la longitud total de la junta, lo que es similar a la convencin de smbolos de soldadura. Otras formas de describir la extensin del alcance son especificar el porcentaje de la longitud de soldadura, o el nmero de piezas a ensayar. La Figura 10.43 ilustra la aplicacin del porcentaje para describir un ensayo parcial, y la Figura 10.44 muestra como especificar el nmero de ensayos a realizar, entre parntesis. Si se realizar el ensayo ser realizado todo alrededor de la junta, puede aplicarse el smbolo de ensayo todo alrededor como se muestra en la Figura 10.45. En el caso de ensayo radiogrfico o radiogrfico neutrnico, puede ser til describir la ubicacin de la fuente de radiacin para optimizar la informacin recibida de estos ensayos. Si se desea, puede simbolizarse la
Figura 10.38 Ensayo No Destructivo del Lado de la Flecha
Figura 10.39 Ensayo No Destructivo del Otro Lado
10-30
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
orientacin de la fuente de radiacin como se ilustra en la Figura 10.46.
Figura 10.43 Denominaciones para el porcentaje de la Soldadura a ser Ensayado.
Figura 10.44 Denominacin del Nmero de Ensayos a ser Realizados Figura 10.47 Combinacin de Smbologa de Soldadura y de Ensayo. Esta simbologa de ensayo tambin puede combinarse con la simbologa de soldadura como se muestra en la Figura 10.47. RESUMEN Hay numerosos mtodos de ensayos no destructivos disponibles, debido a que no se considera que ningn ensayo por si solo suministrar una evaluacin completa de las propiedades del material, ni podr determinar si un material es sano. Como inspector de soldadura, puede que necesite determinar que ensayo es ms adecuado para una aplicacin particular. En consecuencia, el inspector debe entender como se realizan los distintos ensayos, pero es ms importante, que sea capaz de decidir que ensayo puede ser ms adecuado para proveer la informacin necesaria para complementar la inspeccin visual. Como inspector de soldadura certificado por AWS, es posible que su trabajo sea observar las inspecciones realizadas por el personal calificado y que se preparen y mantengan los registros apropiados. Mientras que se pueden especificar otros ensayos no destructivos, el requerimiento de inspeccin visual debe ser automtico, y se debe completar antes que cualquier mtodo de ensayo.
Figura 10.45 Uso del Smbolo de Ensayo Todo Alrededor
Figura 10.46 Smbolos que Muestran la Orientacin de la Radiacin.
10-31
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
Tambin, el inspector de soldadura emplea gran cantidad de tiempo comunicndose con otras personas involucradas en la fabricacin de las distintas estructuras y componentes soldados. El uso de los smbologa de ensayos y soldadura adecuados es una parte importante de ese proceso de comunicacin, porque esa es la
taquigrafa usada para llevar la informacin desde el diseador hasta aquellos involucrados con la inspeccin de aquel producto. Entonces, se puede esperar del inspector de soldadura que entienda las distintas caractersticas de esos smbolos de manera que se puedan determinar los requerimientos de soldadura e inspeccin.
10-32
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
PALABRAS CLAVE Y DEFINICIONES paso peregrino?????? en soldadura, una tcnica donde la direccin de la trayectoria para pasadas individuales es opuesta a aquellas de la direccin general de la progresin de la soldadura a lo largo del eje de la soldadura. bleedout???? en el ensayo de lquidos penetrantes, la accin de wicking del revelador para llevar a la tinta penetrante fuera de la discontinuidad a la superficie de la pieza que se est ensayando; la indicacin causada por la tinta penetrante luego de la aplicacin del revelador. accin capilar el efecto de la tensin superficial de los lquidos que causa que sean llevados dentro de separaciones pequeas. medio acoplante en ensayo por ultrasonido, el lquido aplicado al objeto de ensayo para mejorar el contacto del transductor CRT (TRC) Tubo de Rayos Catdicos; un osciloscopio usado para mostrar las seales elctricas. densidad en los metales, la densidad se refiere al peso por unidad de volumen, tales como gramos por centmetro cbico o libras por pie cuadrado. En el ensayo radiogrfico, la densidad se refiere a la oscuridad de la pelcula; una pelcula de baja densidad es clara y una pelcula de alta densidad es oscura. revelador en el ensayo de lquidos penetrantes, el polvo seco o solucin de partculas absorbentes finas que sern aplicadas a la superficie, normalmente por rociado, para absorber la tinta penetrante contenida dentro de una discontinuidad y magnifican su presencia. tiempo de condensacin ???? en el ensayo de lquidos penetrantes. el tiempo que se le permite a la tinta penetrante
permanecer en las superficies de ensayo para permitir que comiencen a fluir dentro de las discontinuidades superficiales. corrientes inducidas de Faucault corrientes pequeas inducidas en los materiales conductivos causadas por la proximidad de una bobina que transporta corriente. exceso de tinta penetrante - en el ensayo de lquidos penetrantes, la tinta penetrante que permanece en la superficie luego que una parte de esta fluy dentro de las discontinuidades por la accin capilar. ferromagntico se refiere a los metales ferrosos, con base de hierro, que pueden ser magnetizados. falla en END (NDT), un sinnimo de discontinuidad. Una falla puede ser evaluada por un cdigo para determinar su aceptacin o rechazo. fluorescencia una propiedad de una sustancia de producir luz cuando sobre ella acta una energa radiante, tal como luz ultravioleta. fundente en magnetismo, el trmino que se refiere al campo o fuerza magntica. galvanizado agregado de un revestimiento fino de zinc a las superficies de aceros al carbono o de baja aleacin para proteccin contra la corrosin. rayos gamma la radiacin emitida de un istopo radioactivo tal como el Iridio 192. hertz en ingeniera, el trmino que expresa los ciclos por segundo. puntos de espera pasos preseleccionados en el proceso de fabricacin donde se debe detener el trabajo para permitir la inspeccin. ICI (IQI) Indicadores de Calidad de Imagen, dispositivos usados para determine la sensibilidad de resolucin del ensayo de RT; llamado tambin penetrmetro.
10-33
Tecnologa de Inspeccin de Soldadura Mdulo 10 Inspeccin Visual y Otros Mtodos de NDE y Smbolos
10-34
You might also like
- 1.2.3 Filosofia de Joseph M JuranDocument9 pages1.2.3 Filosofia de Joseph M JuranNMTZJRZNo ratings yet
- Joseph Juran, padre de la calidadDocument4 pagesJoseph Juran, padre de la calidadKatty Ayo100% (1)
- Manufactura Avanzada PDFDocument8 pagesManufactura Avanzada PDFAarón Hernández SalinasNo ratings yet
- Filosofia de Joseph JuranDocument7 pagesFilosofia de Joseph JuranALEDELIANo ratings yet
- Ejemplos de QFD Despliegue Funcional de CalidadDocument15 pagesEjemplos de QFD Despliegue Funcional de CalidadPamee Rmz VelaNo ratings yet
- Filosofía de Taguchi, Calidad Online, Graficas de Control y SPCDocument12 pagesFilosofía de Taguchi, Calidad Online, Graficas de Control y SPCÍlse Polendo'No ratings yet
- Hoja de VidaDocument4 pagesHoja de VidaAlex QuillerisimoNo ratings yet
- Manufactura AvanzadaDocument34 pagesManufactura AvanzadaToNny Ñ Ñ LopNo ratings yet
- Que Es Ingeniería ConcurrenteDocument5 pagesQue Es Ingeniería ConcurrenteDulce Alegria0% (1)
- Indice Normas de Referencia PemexDocument19 pagesIndice Normas de Referencia PemexFigo FigoNo ratings yet
- RIP v2Document8 pagesRIP v2Fabio Lacio VidalNo ratings yet
- Requisitos de La Norma ISO 9000Document45 pagesRequisitos de La Norma ISO 9000Alberto Espinoza RenteriaNo ratings yet
- Tipo de Lectores de Código PDFDocument22 pagesTipo de Lectores de Código PDFFrank StevenNo ratings yet
- Trafico y Seleccion de Rutas de TransporteDocument4 pagesTrafico y Seleccion de Rutas de TransporteElieser Morales CruzNo ratings yet
- TALLER 7. Equipos para Manejo de MaterialesDocument3 pagesTALLER 7. Equipos para Manejo de MaterialesMilena CastrillonNo ratings yet
- Anteproyecto RT Automotriz (Reparado)Document9 pagesAnteproyecto RT Automotriz (Reparado)Diego OmarNo ratings yet
- 555 circuito temporizadorDocument4 pages555 circuito temporizadorGym Centro Masaje EsperanzaNo ratings yet
- Corte Por Chorro de AguaDocument3 pagesCorte Por Chorro de AguaALVARONo ratings yet
- Actividad 2 SenaDocument9 pagesActividad 2 SenaCRISTIAN DAVID CAGUA GONZALEZNo ratings yet
- 1.1 Evolución Histórica Del Concepto de CalidadDocument2 pages1.1 Evolución Histórica Del Concepto de CalidadAdan Santiago OrtizNo ratings yet
- Soldadura en FrioDocument6 pagesSoldadura en FrioDavid CajicaNo ratings yet
- Evolución Historica Del Control de CalidadDocument25 pagesEvolución Historica Del Control de CalidadPatricio Yañez Carrasco0% (1)
- Porcentaje de ParticipaciónDocument1 pagePorcentaje de ParticipaciónMelissa RamosNo ratings yet
- Edward DemingDocument6 pagesEdward DemingAnni SoveranezNo ratings yet
- Evidencia 4 Presentacion Importancia y Transcendencia de Los Valores Eticos EmpresarialesDocument2 pagesEvidencia 4 Presentacion Importancia y Transcendencia de Los Valores Eticos EmpresarialesEdgar CarpinteroNo ratings yet
- Transformada de HoughDocument8 pagesTransformada de HoughDanny PáezNo ratings yet
- Unidad 1 Manufactura AvanzadaDocument16 pagesUnidad 1 Manufactura AvanzadaCrihstian Emilio Hernandez CabeceraNo ratings yet
- Control numérico y automatización en manufacturaDocument5 pagesControl numérico y automatización en manufacturaJesus SanchezNo ratings yet
- Normas de CalidadDocument10 pagesNormas de CalidadAngel Del AngelNo ratings yet
- Unidad 4 Cuadro ComparativoDocument8 pagesUnidad 4 Cuadro ComparativoJaqueline MejiaNo ratings yet
- Procesos de Soldadura IndustrialDocument5 pagesProcesos de Soldadura IndustrialItzae Hernandez LugoNo ratings yet
- IntDoblesDocument23 pagesIntDoblesVicente ChinchillaNo ratings yet
- Evaluacion de La Capacitacion PDFDocument2 pagesEvaluacion de La Capacitacion PDFJim0% (1)
- Corte Por Hilo InformacionDocument6 pagesCorte Por Hilo InformacionHector MolinaNo ratings yet
- Tesis Diseno de Un Sistema de Gestion de MantenimientoDocument168 pagesTesis Diseno de Un Sistema de Gestion de MantenimientoFlorencio CaripaNo ratings yet
- SEIS Sigma y DFSSDocument12 pagesSEIS Sigma y DFSSSergio Bravo FloresNo ratings yet
- Analisis de Sistemas de Medicion PDFDocument40 pagesAnalisis de Sistemas de Medicion PDFEdna MataNo ratings yet
- Evidencia 1 Cuadro Comparativo Medios y Modos de TransporteDocument8 pagesEvidencia 1 Cuadro Comparativo Medios y Modos de TransporteAna SuarezNo ratings yet
- Seleccion de ProveedoresDocument14 pagesSeleccion de ProveedoresOmar silver Choqque condoriNo ratings yet
- AL-03 Control y Manejo de Materiales de SoldaduraDocument5 pagesAL-03 Control y Manejo de Materiales de SoldaduraJoan Carlos100% (1)
- Ingenieria ConcurrenteDocument13 pagesIngenieria ConcurrenteGashly GashlyNo ratings yet
- Manual Calidad ITLA Versión 6Document38 pagesManual Calidad ITLA Versión 6Alex HdzNo ratings yet
- Manufactura AvanzadaDocument17 pagesManufactura AvanzadaLau BelloNo ratings yet
- 1.2 Metodología para La Manufactura de Una Pieza DeterminadaDocument164 pages1.2 Metodología para La Manufactura de Una Pieza DeterminadaEDGAR EMILIO MORENO GALLEGOSNo ratings yet
- Taller Iso 28000Document5 pagesTaller Iso 28000Erika SantosNo ratings yet
- Presentacion Costos de CalidadDocument27 pagesPresentacion Costos de CalidadCarlos DuqueNo ratings yet
- Exposicion Cadena de ValorDocument36 pagesExposicion Cadena de Valorsoniabzc100% (2)
- Evidencia 2Document5 pagesEvidencia 2DavidAlvarezVianaNo ratings yet
- Taller IndicadoresDocument13 pagesTaller IndicadoresAdrianaNo ratings yet
- Interpretación de Las Normas de CalidadDocument8 pagesInterpretación de Las Normas de CalidadEsteban Quezada SotoNo ratings yet
- Diagramas Flujos de ProcesosDocument18 pagesDiagramas Flujos de ProcesosLuis MartinezNo ratings yet
- Antecedentes de La AuditoriaDocument4 pagesAntecedentes de La Auditoriakarito201No ratings yet
- Control de costos principios claveDocument3 pagesControl de costos principios claveAngel Ortiz0% (1)
- AA16 E2 Matriz de RiesgosDocument23 pagesAA16 E2 Matriz de RiesgosCami CaicedoNo ratings yet
- Programa de Entrenamiento AvanzadoDocument3 pagesPrograma de Entrenamiento AvanzadoReinaldo OrejuelaNo ratings yet
- Capitulo 11 Inspeccion Visual y Otros Metodos NdeDocument43 pagesCapitulo 11 Inspeccion Visual y Otros Metodos NdeJUAN PEREZNo ratings yet
- Resumen Del Modulo de Inspeccion VisualDocument11 pagesResumen Del Modulo de Inspeccion VisualJaime GiraldoNo ratings yet
- Manual para La Inspección Visual deDocument39 pagesManual para La Inspección Visual deAlejandroDionisioNo ratings yet
- Inspeccion Visual de Soldaduras (Generalidades)Document5 pagesInspeccion Visual de Soldaduras (Generalidades)Alejandro Cruz MayaNo ratings yet
- Guia para La Inspeccion Visual de Soldaduras AWS B1.11Document19 pagesGuia para La Inspeccion Visual de Soldaduras AWS B1.11Antonio Juantok100% (1)
- Reglamento de InspectoresDocument74 pagesReglamento de InspectoresArnold Miguel Escorcia CabarcasNo ratings yet
- Modulo04.2 - Geometria de Las Juntas y SimbologiaDocument8 pagesModulo04.2 - Geometria de Las Juntas y SimbologiaMargarita Yalico BustillosNo ratings yet
- Nextweld El Futuro de La Soldadura Está AcáDocument88 pagesNextweld El Futuro de La Soldadura Está AcáArnold Miguel Escorcia Cabarcas100% (1)
- Proyeccion Termica Alternativa para Mejorar Resistencia Al DesgasteDocument21 pagesProyeccion Termica Alternativa para Mejorar Resistencia Al DesgasteArnold Miguel Escorcia CabarcasNo ratings yet
- Procesos de Union y CorteDocument47 pagesProcesos de Union y CorteFernando Luís Ventura RojasNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocument12 pagesProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaNo ratings yet
- Calificacion Procedimientos en Tuberia PipetroDocument35 pagesCalificacion Procedimientos en Tuberia PipetroArnold Miguel Escorcia CabarcasNo ratings yet
- Modulo04.1 - Geometria de Las Juntas y SimbologiaDocument28 pagesModulo04.1 - Geometria de Las Juntas y SimbologiawsoriachNo ratings yet
- Modulo01 - Inspeccion de Soldaduras y CertificacionDocument11 pagesModulo01 - Inspeccion de Soldaduras y Certificacionedu_xto29514No ratings yet
- Modulo02 - Practicas de SeguridadDocument21 pagesModulo02 - Practicas de SeguridadRoberto LobatoNo ratings yet
- Actualizacion Codigo B1.1Document61 pagesActualizacion Codigo B1.1Arnold Miguel Escorcia CabarcasNo ratings yet
- El Rol Del InspectorDocument77 pagesEl Rol Del InspectorMau Atenas PerezNo ratings yet
- 1.0-Geometría de La Unión Soldada-07Document81 pages1.0-Geometría de La Unión Soldada-07Arnold Miguel Escorcia CabarcasNo ratings yet
- Taller 1 Calor y Ondas 2014-1Document3 pagesTaller 1 Calor y Ondas 2014-1Tavo MontesNo ratings yet
- Practica EspejosDocument11 pagesPractica EspejosKirian TorresNo ratings yet
- Gutierrez Ramirez - Juan Luis - Tipos de Investigación.Document1 pageGutierrez Ramirez - Juan Luis - Tipos de Investigación.jarolin toribio encarnacionNo ratings yet
- 10 Principios de La EconomíaDocument3 pages10 Principios de La EconomíaValentina Romero0% (1)
- Biologia y IngenieriaDocument4 pagesBiologia y IngenieriaYenilfe Adriana Ramirez Meneses50% (2)
- SybaseDocument30 pagesSybaseCesar Sanabria LpNo ratings yet
- Guia 1Document4 pagesGuia 1prisabarzuaNo ratings yet
- SeramDocument30 pagesSeramGustavoNo ratings yet
- Pensamiento ComputacionalDocument15 pagesPensamiento ComputacionalZoee ReinosooNo ratings yet
- Resistencia A La Tracción Del ConcretoDocument245 pagesResistencia A La Tracción Del ConcretoWilmer Ninahuanca EspinozaNo ratings yet
- Decalogo Sobre La Importancia de La InvestigaciónDocument5 pagesDecalogo Sobre La Importancia de La InvestigaciónLuis De Lavalle50% (2)
- Problemas Resueltos de Movimiento Armónico SimpleDocument9 pagesProblemas Resueltos de Movimiento Armónico SimpleGabo_Sch0% (1)
- Practica N7 - ES831 G-2021-2Document2 pagesPractica N7 - ES831 G-2021-2Jesus AbregúNo ratings yet
- Taller de ElectronicaDocument59 pagesTaller de ElectronicaMarcos PopaNo ratings yet
- AntologiaDocument50 pagesAntologiaIsmael PachecoNo ratings yet
- Ministerio Del Poder Popular Comunas y Movimientos Sociales VenezuelaDocument26 pagesMinisterio Del Poder Popular Comunas y Movimientos Sociales VenezuelaFederico TitoNo ratings yet
- Manual para Elaboración de Trabajo de Integración CurricularDocument50 pagesManual para Elaboración de Trabajo de Integración CurricularAngieAldazNo ratings yet
- 3°actDocument3 pages3°actislena gallegoNo ratings yet
- Mecanismos de Influencia EducativaDocument5 pagesMecanismos de Influencia EducativaJavier Martinez0% (1)
- Cuaderno de Posgrado Salud Social ComunitariaDocument206 pagesCuaderno de Posgrado Salud Social ComunitariaRubén Dario ArrúaNo ratings yet
- El Citoesqueleto CelularDocument89 pagesEl Citoesqueleto CelularFranz SarmientoNo ratings yet
- 02.experimento AleatorioDocument4 pages02.experimento AleatorioAnonymous 61pb2JmqNo ratings yet
- El Fenómeno de La Mística CristianaDocument3 pagesEl Fenómeno de La Mística CristianajoshuaNo ratings yet
- Cuadro de MetodologíaDocument6 pagesCuadro de MetodologíaErika Cr CrrNo ratings yet
- Experiencia de Aprendizaje #1Document5 pagesExperiencia de Aprendizaje #1Olinda RomeroNo ratings yet
- Resumen sobre plagio y aprendizajeDocument3 pagesResumen sobre plagio y aprendizajeStarlyn El DistinguidoNo ratings yet
- Problemas Actuales de Derechos HumanosDocument8 pagesProblemas Actuales de Derechos HumanoscarinadocNo ratings yet
- Linea Del TiempoDocument6 pagesLinea Del TiempoIKER NERINo ratings yet
- Planificación 3Document4 pagesPlanificación 3Fabian CaliNo ratings yet
- Zonas Geograficas de BoliviaDocument6 pagesZonas Geograficas de Boliviaadhemarrojas100% (2)