You might also like
- Member Stiffness and Contact Pressure Distribution of Bolted JointsDocument8 pagesMember Stiffness and Contact Pressure Distribution of Bolted JointsreaderScribd9100% (1)
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Course Name: CE 3130: Steel Structures DesignDocument25 pagesCourse Name: CE 3130: Steel Structures Designcarlomonsalve1No ratings yet
- Modulo 4 CM 19 09 2020Document25 pagesModulo 4 CM 19 09 2020carlomonsalve1No ratings yet
- Chapter Two, Tension Members PDFDocument10 pagesChapter Two, Tension Members PDFZeleke TaimuNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Unit 1Document30 pagesUnit 1balachandran143No ratings yet
- Intended Learning OutcomesDocument24 pagesIntended Learning OutcomesSteve BariaNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Design of Machine Elements (Fasteners)Document39 pagesDesign of Machine Elements (Fasteners)Nauman KhanNo ratings yet
- Bryan : England. Printed in Great BritainDocument24 pagesBryan : England. Printed in Great BritainSohini MishraNo ratings yet
- Bolted ConnectionsDocument23 pagesBolted ConnectionsNaresh ReddyNo ratings yet
- Chapter 3 Strength Calculation of JointsDocument76 pagesChapter 3 Strength Calculation of Jointsrobel metiku100% (1)
- Design of Bolted JointsDocument63 pagesDesign of Bolted Joints208W1A1027Sec-A LINGAMANENI KOWSHIKNo ratings yet
- 6 Spring Back in Bending of Sheets and PlatesDocument5 pages6 Spring Back in Bending of Sheets and Platespkumar_824016No ratings yet
- Structural Properties of Bolted JointsDocument5 pagesStructural Properties of Bolted JointsL095244No ratings yet
- Designing of Connecting RodDocument6 pagesDesigning of Connecting RodAdams John0% (2)
- Chap 4 Bolted JointsDocument25 pagesChap 4 Bolted JointsMelese AschalewNo ratings yet
- Analysis of Compression of Hollow Circular Elastomeric Bearings 1992Document9 pagesAnalysis of Compression of Hollow Circular Elastomeric Bearings 1992ciscoNo ratings yet
- Gusset PlatesDocument12 pagesGusset PlatesJason GarnerNo ratings yet
- Advanced Design of Box GirdersDocument12 pagesAdvanced Design of Box Girderssujups100% (1)
- Effective Length Factors For Gusset Plate BucklingDocument12 pagesEffective Length Factors For Gusset Plate Bucklingkaranderohan100% (2)
- Fasteners (Threaded and Non-Threaded) PDFDocument41 pagesFasteners (Threaded and Non-Threaded) PDFGcwalisile DlaminiNo ratings yet
- 5 Strength AnalysisDocument63 pages5 Strength Analysisdan20000No ratings yet
- Lecture 3 Tension MembersDocument28 pagesLecture 3 Tension MembersLhee Ann GarboNo ratings yet
- Hollow Sections ConnectionsDocument4 pagesHollow Sections Connectionsאחמד סלאח כאמלNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- Bolt Torquing AnalysisDocument7 pagesBolt Torquing AnalysisEleonor MaderazoNo ratings yet
- Air Vee BendingDocument4 pagesAir Vee BendingMohak Patel100% (1)
- Connections-I Bolted ConnectionsDocument21 pagesConnections-I Bolted ConnectionsA.k.MandalNo ratings yet
- Composite Structures Full Notes Part 3 PDFDocument23 pagesComposite Structures Full Notes Part 3 PDFsvnNo ratings yet
- Tension Members DesignDocument42 pagesTension Members DesignVermuch CasioNo ratings yet
- Me331-Design of Machine Elements Unit Iii Design of Fasteners and JointsDocument21 pagesMe331-Design of Machine Elements Unit Iii Design of Fasteners and JointsMuthuvel MNo ratings yet
- Snap Fit DesignDocument4 pagesSnap Fit DesignJagadish_kNo ratings yet
- A Fresh Look at Bolted End - Plate Behavior and DesignDocument11 pagesA Fresh Look at Bolted End - Plate Behavior and DesignBilly BobNo ratings yet
- Con 1302Document12 pagesCon 1302Sanket Arun More100% (1)
- 2 Tension MembersDocument13 pages2 Tension MembersAbel MulugetaNo ratings yet
- 02Document8 pages02Nghiem QuocNo ratings yet
- CHAPTER 2 Riveted, Bolted and Welded ConnectionsDocument9 pagesCHAPTER 2 Riveted, Bolted and Welded ConnectionsAeron Xavier PimentelNo ratings yet
- Chen Noda Wahab Akaishi Sano Takase Fekete 64 PDFDocument19 pagesChen Noda Wahab Akaishi Sano Takase Fekete 64 PDFGusztav FeketeNo ratings yet
- 2 - Tension MemberDocument72 pages2 - Tension MemberYetty OktavianitaNo ratings yet
- Chapter 6 ConnectionDocument30 pagesChapter 6 ConnectionIvy SeahNo ratings yet
- Pressure and Force MeasurementDocument8 pagesPressure and Force Measurementpranjal priyeNo ratings yet
- Failure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BDocument13 pagesFailure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BShoaib QaziNo ratings yet
- Block ShearDocument28 pagesBlock ShearMelchizedek Ell0% (1)
- Topic Reading 7 - Catalog ComponentsDocument28 pagesTopic Reading 7 - Catalog ComponentsDan StrutheNo ratings yet
- Material Limits For Shape EfficiencyDocument68 pagesMaterial Limits For Shape Efficiencybraulio.dantasNo ratings yet
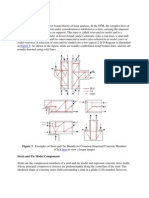
- Nodal Regions) - A Selection of Strut-And-Tie Models For A Few Typical 2-D D-Regions Is IllustratedDocument9 pagesNodal Regions) - A Selection of Strut-And-Tie Models For A Few Typical 2-D D-Regions Is IllustratedPrasanth NairNo ratings yet
- Denavit Et Al. 2021 - Final Report - Tearout - 2021 07 03Document104 pagesDenavit Et Al. 2021 - Final Report - Tearout - 2021 07 03Chahreddine KOUMENJINo ratings yet
- Calculation of Section Modulus PDFDocument4 pagesCalculation of Section Modulus PDFAnthony Gravagne40% (5)
- Characteristic Withdrawal Capacity and Stiffness of Threaded RodsDocument13 pagesCharacteristic Withdrawal Capacity and Stiffness of Threaded RodsAndrej SørensenNo ratings yet
- ANSYS BOLT Proceedings-63-00010-V4Document9 pagesANSYS BOLT Proceedings-63-00010-V4ricardovomNo ratings yet
- Section ModulusDocument5 pagesSection ModulusKam LauNo ratings yet
- Optimum Shapes On Torsion Behaviour of I-Beam W OpeningDocument8 pagesOptimum Shapes On Torsion Behaviour of I-Beam W Openingangelo_caroneNo ratings yet
- Chapter 3 Design of Compression Member...Document14 pagesChapter 3 Design of Compression Member...Mesfin Derbew80% (5)
- Lecture 15A.7: Tubular Joints in Offshore StructuresDocument20 pagesLecture 15A.7: Tubular Joints in Offshore StructuresitiseasyNo ratings yet
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 pagesParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- Database Testing: Prepared by Sujaritha MDocument21 pagesDatabase Testing: Prepared by Sujaritha Mavumaa22No ratings yet
- TSPrintDocument9 pagesTSPrintapi-3734769No ratings yet
- Philips HeartStart MRX EMS BrochureDocument12 pagesPhilips HeartStart MRX EMS BrochureEnerspect Medical Solutions100% (1)
- DIN 3900 1984 04 Compression CouplingsDocument3 pagesDIN 3900 1984 04 Compression Couplingsjangaswathi0% (1)
- UnLock Root Pro 4.1.1Document9 pagesUnLock Root Pro 4.1.1jackcarver11No ratings yet
- Programming in C++ For BCA BIT BE PDFDocument129 pagesProgramming in C++ For BCA BIT BE PDFRajan BagaleNo ratings yet
- ALV List and ALV GridDocument6 pagesALV List and ALV Gridlavi2No ratings yet
- Security Issues in Modern Automotive Systems: Patrick NischDocument6 pagesSecurity Issues in Modern Automotive Systems: Patrick NischEdson PatrícioNo ratings yet
- For Calibration List - OrginalDocument62 pagesFor Calibration List - Orginaluttam khatriNo ratings yet
- Shell Gadus S3 T100 PDFDocument1 pageShell Gadus S3 T100 PDFAgung BaskaraNo ratings yet
- 1 1 6 A-VariableRolesIIDocument5 pages1 1 6 A-VariableRolesIIRocket FireNo ratings yet
- Faqs: Instant Credit Card Approval and IssuanceDocument1 pageFaqs: Instant Credit Card Approval and Issuancedaong_84No ratings yet
- Laboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasDocument5 pagesLaboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasacajahuaringaNo ratings yet
- Eaturing: To Smaller Recording Performance Speakers: - The GuideDocument76 pagesEaturing: To Smaller Recording Performance Speakers: - The GuideMatthew WalkerNo ratings yet
- Eamcet2010 Notification Part2Document1 pageEamcet2010 Notification Part2Lokesh KumarNo ratings yet
- TQM Model ExamDocument5 pagesTQM Model ExamsaswarajNo ratings yet
- Period Based Accounting Versus Cost of Sales AccountingDocument13 pagesPeriod Based Accounting Versus Cost of Sales AccountingAnil Kumar100% (1)
- Electronic Circuits - II Lab ManualDocument26 pagesElectronic Circuits - II Lab Manualbalabasker100% (1)
- 23 Electromagnetic Waves: SolutionsDocument16 pages23 Electromagnetic Waves: SolutionsAnil AggaarwalNo ratings yet
- Top 100 Networking Interview Questions & Answers - PDFDocument26 pagesTop 100 Networking Interview Questions & Answers - PDFVeera PandiNo ratings yet
- Pds Maestro Alkyd Primer 12070 En-GbDocument2 pagesPds Maestro Alkyd Primer 12070 En-GbKhyle Laurenz DuroNo ratings yet
- Technical Proposal: Genale Dawa-6 Hydroelectric Power ProjectDocument336 pagesTechnical Proposal: Genale Dawa-6 Hydroelectric Power ProjectEyob AdNo ratings yet
- JFo 2 1 PDFDocument45 pagesJFo 2 1 PDFAkbar WisnuNo ratings yet
- Scania TruckAndBus 2023Document403 pagesScania TruckAndBus 2023Piotr ZiąbkowskiNo ratings yet
- Studyguide PDFDocument97 pagesStudyguide PDFraqibappNo ratings yet
- Know The Escalation Matrix To ReportDocument1 pageKnow The Escalation Matrix To ReportHemal GandhiNo ratings yet
- CBB Exam Preparation CourseDocument2 pagesCBB Exam Preparation CourseaadmaadmNo ratings yet
- 3600 2 TX All Rounder Rotary Brochure India enDocument2 pages3600 2 TX All Rounder Rotary Brochure India ensaravananknpcNo ratings yet
- 22KW Hydraulic Power Unit GADocument1 page22KW Hydraulic Power Unit GAGabi GabrielNo ratings yet
- Electric Motor Control: DC, AC, and BLDC MotorsFrom EverandElectric Motor Control: DC, AC, and BLDC MotorsRating: 4.5 out of 5 stars4.5/5 (19)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceFrom EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNo ratings yet
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingFrom EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNo ratings yet
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningFrom EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningRating: 5 out of 5 stars5/5 (4)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Global Landscape of Renewable Energy FinanceFrom EverandGlobal Landscape of Renewable Energy FinanceNo ratings yet
- The Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadFrom EverandThe Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadRating: 4.5 out of 5 stars4.5/5 (10)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsFrom EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Thermal Power Plant: Design and OperationFrom EverandThermal Power Plant: Design and OperationRating: 4.5 out of 5 stars4.5/5 (23)