The Emerald Research Register for this journal is available at www.emeraldinsight.
com/researchregister
The current issue and full text archive of this journal is available at www.emeraldinsight.com/1741-038X.htm
JMTM 16,1
Design and control of a exible order-picking system (FOPS)
A new integrated approach to the implementation of an expert system
Riccardo Manzini, Mauro Gamberi and Alberto Regattieri
Department of Industrial Mechanical Plants, University of Bologna, Bologna, Italy
Abstract
Purpose To present an innovative approach to the design of a exible order-picking systems (OPS). The proposed conceptual framework is the rst step to the development of an expert system created in a rapid and innovative manner, i.e. based on the integration of simulation, genetic algorithms and factorial analysis. Design/methodology/approach The impact of alternative policies and congurations of both picker-to-part and part-to-picker OPS is quantied, with the aim of designing and optimising robust facilities capable of minimising global costs and maximising their performances in terms of efciency and customer service quality. Findings The importance of validation analysis and both virtual and on-eld data collection emerges. Originality/value Compared with the studies found in the literature, this article presents an innovative approach with original results that will be of use in the design and control of a exible OPS. Keywords Order systems, Storage management, Materials handling Paper type Research paper
18
Received 10 July 2003 Accepted 5 February 2004
Journal of Manufacturing Technology Management Vol. 16 No. 1, 2005 pp. 18-35 q Emerald Group Publishing Limited 1741-038X DOI 10.1108/17410380510574068
Introduction In the optimisation of complex manufacturing and logistic systems, such as warehousing facilities and material handling (MH) devices, articial intelligence (AI) approaches are more suitable than traditional analytical methods (Morimoto and Hashimoto, 2000). In general, it is difcult to achieve the optimisation of complex manufacturing and logistic systems because the interaction between the plant responses and the environmental factors may be difcult to identify and understand due to the complexity of the physical, managing and physiological processes involved. Consequently, modern companies ask manufacturing and logistics researchers to develop expert systems capable of efciently supporting the design and control of complex industrial systems in a rapid and robust manner. An example of this is a warehousing system, whose conguration is based on a very large set of parameters (Basu et al., 1988). At present, few knowledge-based expert systems for industrial equipment selection have been developed. Signicant examples are: . a prototype expert system for the selection of industrial truck types (Malmborg et al., 1987); . a prototype expert system for the selection of an automated guided vehicle (AGV) system (Luxhoj et al., 1992);
a knowledge-based expert system to support robot selection (Shashikumar and Kamrani, 1994); an intelligent consultant system for MH equipment selection and evaluation (Yang, 1996; Chan et al., 2001); and a MH selection expert system for electronics assembly (Kim and Eon, 1997).
Design and control of a FOPS 19
The literature does not present in-depth studies on expert systems for the selection and evaluation of warehousing facilities. Besides this, the traditional approach to the optimisation of warehousing systems is generally based on analytical modelling, involves few variables and orients research towards isolated sub problems (Ferrari et al., 2001). This is especially true for the order picking system (OPS) optimisation, whose computational complexity is particularly hard (Ferrari et al., 2003a) and where a great portfolio of parameters inuences the performance of a generic system. The importance of picking activities emerges in the management of strongly differentiated products with shorter life cycles, low volumes and reducing customer delivery times. This is clear especially in e-fullment and, in particular, in business to consumer (B2C) fullment, where internet consumers typically order one to two products in small quantities achieving a one-day cycle time for orders (Lederer et al., 2001). Allen Newell (Laird and Rosenbloom 1992) denes AI as the support to the decision and the action when they reect the situation. Moreover, genetic programming and dynamic simulation represent a recent development in AI based on simulation evolution. The aim of this study is to present an innovative and integrated approach to the development of an expert system based on AI techniques capable of supporting the design and management of a exible OPS (FOPS). The proposed knowledge-based approach could be extended to support the design of a generic complex manufacturing or logistic system. It simultaneously uses dynamic simulation, meta-heuristic techniques (e.g. genetic algorithms) and statistical analysis, e.g design of experiment (DOE) and analysis of variance (ANOVA). In particular, genetic algorithms are usually identied as AI applications by simulating the biological evolutionary process based on crossover and mutation in genetics (Goldberg, 1989). The traditional approach to the development and validation of an expert system is based on the use of data collected from similar case studies in the literature. As a consequence, AI system design is very effective as the literature studies present high-quality data, but this data collection and analysis process can be very expensive in terms of time and costs. Otherwise the use of simulation is an effective way to generate and virtually simulate different system instances automatically, according to different system congurations and operating conditions. What-if scenarios and run simulation results represent a reliable database (virtual data collection) for the education and ne-tuning of the expert decisional system. In particular, a large set of studies demonstrates the effectiveness of dynamic simulation in supporting the design of very complex logistic systems (Helo 2000, Riddalls et al., 2000, Ferrari et al., 2001, 2002, 2003a, b). For this reason simulation techniques have been applied as the rst step towards implementing an expert system in the management of OPSs. As demonstrated by research in the literature, the proposed integrated approach to the development of an expert system for the design and management of an OPS is
JMTM 16,1
20
innovative: in-depth and integrated studies on OPS optimisation capable of involving a large set of parameters, are not, as yet, developed on OPSs. This approach is further justied by the fact that the OPS optimisation problem, named order picking problem (OPP), belongs to the NP-hardness class of decision problems as dened by operations research (Lawler and Lenstra, 1993). The principal steps of the proposed decisional approach are: (1) Identication of the set of critical attributes affecting the response of the system. (2) Choice of values for system attributes. This activity is supported by the DOE and ANOVA analyses. (3) Dynamic modelling and simulation of different scenarios according to the combination of different values assigned to the attributes. The dynamic optimisation of this step is supported by the use of genetic algorithms. (4) Critical valuation of simulated results (what-if analysis) and training of the expert system. This training process is based on the updating of the expert system database. The following section describes the proposed conceptual framework for the design and control of an OPS. The next section presents the principal classications and results on warehousing system optimisation. The following section deals with costs and performances of an OPS. The next section describes the proposed OPS dynamic models. The penultimate section deals with the results offered by the proposed approach. Finally, the conclusions and directions of further research close the paper. Expert OPS: a conceptual framework Figure 1 presents the proposed innovative conceptual framework for the systematic design and control of an OP expert system according to the four previously described steps. This framework is the basis for the further development of a computer-aided picking system (CAPS), which is an automatic tool capable of supporting decision-making activities of logistics designers and managers, and in particular, of supporting the development of AI technologies and innovative procedures. Consequently, the importance of both dynamic modelling, which is capable of simulating thousands of what-if scenarios quickly, and feedback generated by the critical validation macro-activity, emerges. The proposed warehousing system is validated according to a large set of real operating system conditions (e.g. storage rack dimensions, arrival pattern of request, weight and sizes of items, dwell point policies and durations). This design framework is the basis for both a continuous and exible ne-tuning of warehousing activities, and for the introduction of modications as a result of rapidly changing environmental and operating conditions. Warehouse management and picking systems Signicant studies on the warehouse design process, and in particular on OPSs, are presented in the literature by Gray et al. (1992), Yoon and Sharp (1996), Larson et al. (1997), Van den Berg and Zijm (1999), Vaughan and Petersen (1999), Malmborg and Al-Tassan (2000), Rouwenhorst et al. (2000), Zerangue et al. (2001), Kim et al. (2002), Manzini et al. (2003) and by Wascher (2004). All these studies reveal that the stock
Design and control of a FOPS 21
Figure 1. Expert system of an OPS: a conceptual framework
JMTM 16,1
22
area design has crucial interrelationships with other design processes, which involve receiving docks, consolidation areas, packaging, shipping docks, etc., and that the design and control of a warehousing system involve a great deal of interdependent relationships among a variety of factors. In particular, warehousing operations generate value through customised consolidation and packaging of multiple items: van den Berg (1999) denes operation picking as a process of gathering stock keeping units (SKU) that have been requested an order at a time. An increasing trend towards the automation of warehousing operations is a result of increasing labour costs (Gray et al. 1992); consequently, many technological options are now available: automatic storage/retrieval systems (AS/RS), AGV, pick list generation software, bar coding, etc. Nevertheless, automation itself may not be a cost-effective answer for small and medium-sized rms or for larger companies with very heterogeneous operations: the importance of management and control of non-automated warehousing systems also emerges. These are the principal reasons this paper deals with techniques and procedures for the optimisation of both automated and not automated OPS. Automated and manual warehousing systems are widely found in several industrial concerns for stocks of raw materials, components, spare parts and nished goods. When considering the retrieval activity, there are two principal macro classes of OPSs: (1) Unit load systems. Materials are moved and stored by devices capable of moving and storing only a single-unit handling load (i.e. pallets, odette boxes). (2) Less than unit load systems with multiple stops per trip. Vehicles are capable of handling multiple unit loads simultaneously: orderpickers, who can be identied with operators-aboard retrieval vehicles or with S/R automated machines, retrieve sets of items or multiple handling units of the same item on a single OP cycle. They visit different slots in the warehouse before returning to the input/output (I/O) or depot areas. Each picker is responsible for picking a complete customer pool of orders during a mission (Caron et al. 2000). Principal management decisions concerning warehousing and OP systems are classied in two families: (1) Strategic management decisions. These are long-term decisions concerning the determination of a companys broad policies (such as fullment policy) and its plans for using its resources to best support its competitive strategy. (2) Control decisions. These affect the short term and operational decisions. They refer to routing, sequencing, scheduling and orderbatching problems (Wascher, 2004). This study is able to support both long-term management decisions (e.g. the choice of storage capacity, level of automation, MH technologies and equipment), and control decisions, e.g. the identication of best operating policies, item allocation within the storage area, etc. Malmborg and Al-Tassan (2000) describe four basic types of parameters inuencing the operating performance of an OPS and these are the basis for the parameterisation of the proposed dynamic models: (1) Item features. (2) Physical conguration of storage area and unit load size (height, depth, number of storage aisles).
(3) Storage equipment. (4) System operating rules main operating policies are: . Storage location assignment and fullment policies. The adopted storage location assignment policy is known as class-based storage. It divides all products between a number of different classes, and for each class reserves a physical warehouse portion, where items are located randomly. This policy is generally managed according to a famous dispatching rule based on the Cube per Order Index (COI) introduced by Haskett (1963). Studies on class-based storage assignment policy by Kallina and Lynn (1976), Dallari et al. (2000), van den Berg and Gademann (2000), all show that better results are achievable with three classes (A, B, C). . Batching and clustering policies for the determination of pools of orders to be picked simultaneously during an OPS. . Routing and sequencing for the determination of the sequence in which storage and retrieval requests are executed. Ferrari et al. (2003a), Manzini et al. (2003) and Wascher (2004) present in-depth surveys on the principal references concerning each class of OPS parameters to be found in the literature. OPSs can be classied as picker to part (or product) systems when the picker is travelling to picking locations, and part (or product) to picker if materials are automatically brought to the picker. Picker to part OPS The rst picker to part situation is generally identied by manual OP label: pickers ride in vehicles picking along physical slots. The adopted and most diffused system layout conguration, which is based on the orientation of picking aisle, is lengthwise (or longitudinal): stocking parallel aisles run perpendicular to the warehouse front-end with a central depot, as shown in Figure 2. Roodbergen and de Koster (2001) call this conguration basic warehouse layout; moving pickers are able to change aisles at the front and rear of the warehouse (two cross aisles). The storage area system known as forward-reserve or low-level picker to part (Caron et al., 2000) is adopted: lower levels of the storage racks are used for manual OP (the forward area), while higher levels contain bulk storage (the reserve area). Part to picker OPS Known examples of part to picker systems are AS/RSs, miniloads and carousels. In particular, AS/RSs, which are the object of this study, are computer-directed storage and transporting facilities for large capacity and high volume of handled materials. An AS/RS consists of storage racks erected along aisles with unique or un-unique cells conveyors, I/O stations for receiving and sending items, and storage/retrieval (S/R) machines for providing transport between I/O stations and storage cells. The automated stacker crane travels within the aisle performing storage and retrieval operations.
Design and control of a FOPS 23
JMTM 16,1
24
Figure 2. Routing policies (return vs traversal) and item locations (classes A, B, C)
Costs and performances of an OPS There are a lot of different criteria for the evaluation of an OPS performance, but in the literature travel time (picking cycle time) is commonly used i.e. the expected amount of time for the manual picker in picker to part OPS (or the S/R machine in part to picker OPS) to perform a list of storage or retrieval operations. In fact, the throughput of an OPS is normally the inverse of the travel time. The literature demonstrates that the OP travel time accounts for about 50 per cent of all OP activities (Brynzer and Johansson 1996), while system cost accounts for over 65 per cent of total operating costs for a typical warehouse (Tompkins et al. 1996, van den Berg and Zijm 1999, Vaughan and Petersen 1999). Caron et al. (2000) list the principal contributors to the total picking cycle time: . administrative time at the I/O point, at the start and end of a tour; . processing time: the time spent extracting items and documenting the picking activity; and . travel time between pick locations. The importance of reducing picking variable travelling cycle time emerges: it is a monotone increasing function of the travelled distance. For this reason the measure of the mean distance travelled in a picking cycle is a signicant indicator of performance of the generic OPS. This distance is adopted as the response (i.e. the performance) of a generic OPS in order to compare different congurations and optimise the management of the whole system.
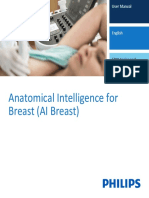
OPS dynamic modelling The following two sub-sections of this paper describe the adopted dynamic models capable of supporting the analysis and of comparing thousands of what-if scenarios in picker to product and product to picker OPS. This multi-parametric modelling is supported by a multi-factorial analysis based on the use of simulation tools and factorial statistical techniques (the so-called virtual data collection), according to the proposed conceptual framework (Figure 1). Finally, the contribution of meta-heuristic techniques and, in particular, of genetic algorithms for the optimisation of the routing activity is quantied. Picker to product dynamic model The rst warehousing facility subjected to the proposed integrated optimisation process is represented by a two-cross, forward-reserve and less than unit load picker to product OPS. The generic multi-parametric picker to product system has been modelled by the use of an object-oriented visual interactive simulation (VIS) tool: Figure 3 shows a portion of the developed simulation model. It involves more than 2,000 functional entities and 50 dynamic processes (Brooks Automation, 2001). The following comprises the set of factors that have been modelled according to the proposed conceptual framework: (1) Area. This is the plant area of the system, and corresponds to its storage capacity in accordance with the forward-reserve picking strategy. (2) Shape (ratio p and q). The plant layout of the inventory area is rectangular. Different values of ratio between the two dimensions (respectively frontal p and longitudinal q) are associated with this factor. (3) Curve (y). The class-based storage location assignment policy is adopted and is based on three classes (A, B and C). The generic class is identied by different values of the COI, according to a COI Pareto ABC curve related to physical stocks and movement frequencies. The notation x/y, attributed to this factor,
Design and control of a FOPS 25
Figure 3. Visual interactive simulation model of the picker to product OPS
JMTM 16,1
26
indicates that x per cent of cumulated storage commits y per cent of material movements; x is assumed to be equal to 20. (4) Class (a_b_c). This factor deals with the physical dimension of each class of storage items. The notation a/b/c and a, b, c values indicate the portion of total volume (in percentage) associated with classes A, B and C respectively. If a; b; c 0:05; 0:25; 0:70, 5 per cent of the most requested items belong to the rst class of movement and has to be located in the most accessible (by the I/O) storage area. Figure 2 exemplies the distribution of items within the three classes according to different values of class factor. (5) Policy. Different values are either traversal or return according to Figure 2 and in agreement with the following meanings: . Traversal policy (TR). the picker enters at one end of an aisle containing at least one pick and exits at the other end of the aisle. . Return policy (RN). The picker enters and exits at the same end of the aisle. (6) DimList. This is the number of lines on a picking list and it is associated with a mission carried out by a retrieval vehicle. The generic picker begins and nishes his or her mission at the I/O zone when he or she reaches the end of the list. The generic picking mission is composed of several routes (trips) which begin and nish at the I/O. (7) Ratio. This factor relates to the capacity of picking machine and to the average number of items that are picked at each stop during a vehicle trip. In particular, it represents the average number of stops per route (trip). Each of these factors affects the response of the generic picker to product OPS, i.e. the travel time and the system throughput. The number of times the I/O zone is visited during a picking cycle (equal to the number of routes for a picking list) depends on the values associated with DimList and Ratio parameters: every time a vehicle is saturated or completes its mission, it reaches this point. The adopted order batching procedure is rst-come-rst-served (FCFS): orders, and related requests and locations, are generated randomly, according to a COI-curve and class factor value. The orders are grouped in pools of DimList, i.e. the parametric size of the picking list. The adopted order routing policy is associated to the FCFS sequencing of retrieval requests and to the calculation and choice of the shortest path (SP) (Papadimitriou and Steiglitz 1982) between two generic and consecutive slots to be visited. There are no studies in the literature on the design and management of picker to product OPS which involve such a large number of multi-level factors. Product to picker dynamic model An AS/RS is a product to picker storage system composed of one or multiple parallel aisles with two high bay pallet racks alongside each aisle. In a typical conguration the generic S/R machine carries one pallet at most. It enables multiple S/R requests to be performed per cycle. An OP work cycle is considered to be a single command cycle if only a retrieval order or only a replenishment is serviced; it is a dual command if retrieval and replenishment orders are executed during the same work cycle. In the latter case transactions may involve placement or removal of multiple units of an item in storage system: the S/R machine has to visit multiple storage addresses within the
aisle. Pallets arrive at the input station and wait until a crane transports them to their dedicated locations; retrieved loads are deposited at the output station. S/R machines have three independent drives for horizontal, vertical and fork movements. AS/RSs could be used to serve picking operations both with unit load or less than unit load. A large number of studies have been developed on the design and management of the rst class of picking systems only (Rosenblatt et al., 1993; van den Berg and Zijm, 1999; Dallari et al., 2000; Malmborg, 2000; Malmborg and Al-Tassan, 2000; Van Den Berg and Gademann, 2000). The aim of this sub-section is to present the proposed innovative approach applied to the optimisation of product to picker less than unit load system. The following is a list of factors which have been considered by the dynamic analysis: . area; . curve; . DimList; . class; and . ratio. This rst set of factors is the same as the picker to product OPS model previously described. . Shape (p and q). This factor is correlated with the shape parameter introduced for picker to product OPS, but is the ratio between the length and the height of the generic rack. . K. This is the ratio between the length and the height of the area dedicated to Class A in accordance with its rectangular shape. This value can differ from the ratio p/q (shape factor). The other two classes (B and C) respect the same rectangular shape (i.e. K value) in agreement with the value of the class factor. The performance of the system is strongly related to the performance of the S/R machine: the ratio between the horizontal and vertical speed values is a free parameter, generally assumed to be equal to 1.7, according to the average value collected by the analysis of real applications. A multi-parametric dynamic model based on this pool of factors has been properly validated and has been the object of a multi-factorial and multi-level analysis according to the proposed conceptual framework (Figure 1). This model is based on a single aisle because an S/R machine is assumed to serve only one aisle, which is equal to serving two high bay pallet racks alongside it. Different order batching procedures are adopted and compared: in particular, a genetic algorithm has been developed for the resolution of the travelling salesman problem (TSP) with Chebyshev distances in order to arrange the retrieval requests within a single mission (picking list). Literature on Chebyshev TSP is presented by Heragu and Mazacioglu (1992), and Makris and Giakoumakis (2003). The proposed genetic algorithm is based on the original use of cellular automation according to its application in the analysis of chemical systems (Gerhardt and Schuster, 1989) and is very effective in quickly supporting the choice and the sequence of storage slots to be visited during a picking mission.
Design and control of a FOPS 27
JMTM 16,1
28
Results This study represents the very rst steps in the development of an expert system: . The design and validation of dynamic models for the OPP. . The what-if analysis and virtual data collection. A set of more than 200,000 simulation runs have been executed in order to study the impact of physical and management parameters on the optimisation of the generic OPS (both picker to product and product to picker) performance, i.e. the maximisation of throughput. Consequently, a set of gures showing the principal what-if analysis results are presented below. Picker to product performance analysis The name of the graph in Figure 4 is plot of main effects: it presents the data averages of T_Normal (normalised cycle time), which is a measure of the system performance and offers the opportunity to compare different operating scenarios. The average response of the system is presented when each of the free-parameter (e.g. area, shape, policy) changes its value. The dashed line identies the average value of the total number of simulation runs. In particular, in order to quantify the effect of the storage capacity (e.g. its doubling) on the system response, the values of the parameter Area are A and A2 (i.e. A/2 which is the half value of A). This analysis demonstrates the absence of storage capacity inuence in the T_Normal response: all results are general for all OPS storage capacities. T_Normal is dened as the ratio between the average picking cycle time and the worst cycle time: the former is the picking cycle time average value of several simulations runs (replications) associated with a single system conguration, while the worst cycle time is common to all system congurations based on the same value of factor A (storage capacity). T_Normal is introduced to compare the OPS congurations of different storage capacities. Analysis of these results reveals the worst cycle time corresponds to the conguration in which the class-based storage assignment policy is not adopted and the allocation of items is random. Figure 5 presents an exemplifying 3D t plane mesh: the response T_Normal is correlated to different values of shape, curve and policy. This kind of analysis can support the determination of multi-parametric analytical models to quantify and
Figure 4. Picker to part OPS plot of main effects of system parameters on T_Normal. A2 A=2
Design and control of a FOPS 29
Figure 5. 3D t plane mesh effects of shape, class and policy (return and traversal) on the response time
predict the response time in new scenarios even if they are not directly simulated: a linear plane dependence of T_Normal on shape and curve factors is identied. Figure 6 illustrates the output of a two-level factorial analysis: the effect of each factor and combinations of factors on the response of the system is measured. In particular, the distance of the generic point from the regression line is a measure of the inuence of factors or combinations of factors on the system performance. The most critical parameters clearly emerge from this analysis: in particular, policy (return or traversal) and shape are the most crucial factors affecting the picking cycle time. Figure 7 presents the plot of interaction between all levels of values assumed by the parameters involved when area is assumed to be equal to A: each combination of levels of factors produces a different system response according to different OPS scenarios.
Figure 6. Picker to part OPS DOE two-factorial analysis normal probability plot of the standardised effects
JMTM 16,1
30
Figure 7. Picker to part OPS interaction plot: data means for T_Normal
As previously demonstrated, all these trends can be generalised for each storage capacity (e.g. A, A/2). Finally Figure 8 presents the average effect of the class-based storage allocation compared with the random allocation policy. The effectiveness of the class-based strategy emerges: the average response time reduction ranges between 12 per cent and 20 per cent when it is possible to separate products into classes of different COI value. All these graph types support the management decision-making process very effectively. Product to picker performance analysis A large set of results have been collected thanks to the generation of analyses and graphs such as those previously described for the picker to product OPS. Similarly, the response N_Time has been introduced: according to the denition of T_Normal for the picker to product OPS, N_Time is the ratio between the average picking cycle time and the worst cycle time in absence of class-based storage policy. Figure 9 is the plot of main effects on the response of the generic picking AS/RS: data average of N_Time is collected. Ratio, area and curve are the most critical factors affecting the response time of the modelled AS/RS. These results do not depend on the value of storage capacity.
Design and control of a FOPS 31
Figure 8. Picker to part OPS random vs class-based storage allocation
Figure 9. AS/RS picking system plot of main effects of system parameters on N_Time
JMTM 16,1
32
Finally, the effect of introducing the previously described order batching procedure (based on genetic algorithms) is quantied in terms of strongly reduced picking cycle time (more than 20 per cent). Figure 10 presents an illustrative set of these interesting results: random and class-based storage assignment policies are compared with and without the application of the batching procedure based on the optimisation of the TSP. This procedure is particularly effectiveness when the class-based policy is applied. Conclusions and further research An innovative approach to the design of an expert and adaptive system for the optimisation of both picker to product and product to picker OPSs has been presented; its application to other complex logistic and manufacturing systems, which involve many strongly interrelated entities and processes, has been achieved. This new approach combines the use of dynamic simulation, genetic programming and statistical analyses: it could interactively support the design of an OPS and in particular the redesign and the ne-tuning activity in cases undergoing a rapid change of the operative boundary conditions. The literature does not present in-depth studies on the optimisation of real OPS which involve a great many variables. The integration of simulation, statistical analyses and meta-heuristic techniques is an effective and efcient way of optimising a very complex logistic system such as the OPS. The validation of the solution suggested by the application of this approach is a very important activity: the responses of both the virtual and real system must be synchronously collected in order to educate the OPS and its management and control activities. When considering a generic OPS, the class-based storage assignment is the best way to minimise the mean picking cycle time; the average saving, compared to a random allocation of products within the warehouse, could be over 20 per cent without the application of improving order batching procedure. A genetic algorithm, based on
Figure 10. Exemplication of the order batching TSP application
the use of cellular automation, for the solution of the TSP has been developed; it could guarantee a further saving of 30 per cent when combined with a class-based storage policy. A generalisation of the proposed framework and the application of new AI techniques have been achieved: the needs of exible logistic system, capable of adapting to changing operating conditions, become increasingly harder and harder. An adaptive system is effective when it continuously controls the operative conditions and automatically reacts to all their changes: further research is required for rapid and automated optimisation of such an expert and adaptive system. This study is the rst step in this direction.
Design and control of a FOPS 33
References Basu, A., Mayumdar, A. and Sihna, S. (1988), An expert system approach to control system design and analysis, IEEE Transactions, Vol. 18 No. 5, pp. 685-93. Brooks Automation (2001), AutoMod Users Manual v 10.0, Brooks Automation, Chelmsford, MA. Brynzer, H. and Johansson, M.I. (1996), Storage location assignment: using the product structure to reduce order picking times, International Journal of Production Economics, Vol. 46-47, December, pp. 595-603. Caron, F., Marchet, G. and Perego, A. (2000), Optimal layout in low-level picker-to-part systems, International Journal of Production Research, Vol. 38 No. 1, pp. 101-17. Chan, F., Ip, R. and Lau, H. (2001), Integration of expert system with analytic hierarchy process for the design of material handling equipment selection system, Journal of Materials Processing Technology, Vol. 116, December, pp. 137-45. Dallari, F., Marchet, G. and Ruggeri, R. (2000), Optimisation of a man-on-board automated storage/retrieval system, Integrated Manufacturing Systems, Vol. 11 No. 2, pp. 87-93. Ferrari, E., Manzini, R., Regattieri, A. and Persona, A. (2001), Application of operations research topics and techniques for problem solving in industrial plants, 6th International Symposium on Operational Research in Slovenia, Preddvor, pp. 37-43. Ferrari, E., Gamberi, M., Manzini, R., Pareschi, A., Persona, A. and Regattieri, A. (2002), Effectiveness of dynamic simulation supporting and optimizing design and management of warehouse facilities, Proceedings of the Business and Industry Symposium, Advanced Simulation Technologies Conference, San Diego, CA, April, Vol. 34, pp. 76-81. Ferrari, E., Gamberi, M., Manzini, R., Pareschi, A., Persona, A. and Regattieri, A. (2003a), The optimization of a picker-to-product order picking system: a supporting decision tool based on a multi-parametric simulation approach, paper presented at the System Dynamics Conference, New York, NY, July. Ferrari, E., Gamberi, M., Manzini, R., Pareschi, A., Persona, A. and Regattieri, A. (2003b), An integrated optimization process for the production planning and control of a exible manufacturing system, Proceedings of the Business and Industry Symposium, Advanced Simulation Technologies Conference, Orlando, FL, 30 March-3 April, pp. 79-84. Gerhardt, M. and Schuster, H. (1989), Cellular automation describing the formation of spatially ordered structures in chemical systems, Physica D: Nonlinear Phenomena, Vol. 36 No. 3, pp. 209-21. Goldberg, D. (1989), Genetic Algorithms in Search, Optimisation and Machine Learning, Addison-Wesley, Reading, MA.
JMTM 16,1
Gray, A.E., Karmarkar, U.S. and Seidmann, A. (1992), Design and operation of an order-consolidation warehouse: models and application, European Journal of Operational Research, Vol. 58, pp. 14-36. Haskett, J.L. (1963), Cube-per-order index a key to warehouse stock location, Transportation and Distribution Management, Vol. 3, pp. 27-31.
34
Helo, P.T. (2000), Dynamic modelling of surge effect and capacity limitation in supply chains, International Journal of Production Research, Vol. 38 No. 17, pp. 4521-33. Heragu, S.S. and Mazacioglu, B. (1992), Solving order picking problem using simulated annealing based algorithm, Proceedings of the 3rd International Conference on Computer Integrated Manufacturing, 20-22 May, pp. 323-30. Kallina, C. and Lynn, J. (1976), Application of the cube-per-order index rule for stock location in distribution warehouse, Interfaces, Vol. 7 No. 1, pp. 37-46. Kim, B.I., Graves, R.J., Heragu, S.S. and St Onge, A. (2002), Intelligent agent modeling of an industrial warehousing problem, IIE Transaction, Vol. 34 No. 7, pp. 601-12. Kim, S. and Eon, J.K. (1997), An expert system for selection of material handling and storage systems, International Journal of Industrial Engineering, Vol. 4 No. 2, pp. 81-9. Laird, J.E. and Rosenbloom, P.S. (1992), Research of Allen Newell, AI Magazine, Vol. 13 No. 4, Winter, pp. 19-46. Larson, T.N., March, H. and Kusiak, A. (1997), A heuristic approach to warehouse layout with class based storage, IIE Transactions, Vol. 29 No. 4, pp. 337-48. Lawler, E.L., Lenstra, J.K., Rinnooy Kan, A.H.G. and Shmoys, D.B. (1993), Sequencing and scheduling: algorithms and complexity, in Graves, S.C., Rinnooy Kan, A.H.G. and Zipkin, P.H. (Eds), Handbooks in OR and MS, Vol. 4, Elsevier Science Publishers, Amsterdam, Ch. 9, pp. 445-522. Lederer, A.L., Mirchandani, D.A. and Sims, K. (2001), The search for strategic advantage from the world wide web, International Journal of Electronic Commerce, Vol. 5 No. 4, pp. 117-33. Luxhoj, J., Hellman, S., Lee, S. and Perdek, J. (1992), Using prototype expert systems for AGV selection, Industrial Engineering, Vol. 9, pp. 44-8. Makris, P.A. and Giakoumakis, I.G. (2003), K-interchange heuristic as an optimization procedure for material handling applications, Applied Mathematical Modelling, Vol. 27 No. 5, pp. 345-58. Malmborg, C.J. (2000), Interleaving models for the analysis of twin shuttle automated storage and retrieval systems, International Journal of Production Research, Vol. 38 No. 18, pp. 4599-610. Malmborg, C.J. and Al-Tassan, K. (2000), An integrated performance model for order-picking systems with randomized storage, Applied Mathematical Modelling, Vol. 24, pp. 95-111. Malmborg, C., Agee, M., Simons, G. and Choudhry, A. (1987), A prototype expert system for industrial truck type selection, Industrial Engineering, Vol. 19 No. 3, pp. 58-64. Manzini, R., Pareschi, A., Regattieri, A. and Basso, A. (2003), La progettazione e il controllo di sistemi essibili di order picking (OPS), Proceedings of the 30th National Conference ANIMP, Rapallo. Morimoto, T. and Hashimoto, Y. (2000), AI approaches to identication and control of total plant production systems, Control Engineering Practice, Vol. 8 No. 5, pp. 555-67. Papadimitriou, C. and Steiglitz, K. (1982), Combinatorial Optimization, Prentice-Hall, Englewood Cliffs, NJ.
Riddalls, C.E., Bennett, S. and Tipi, N.S. (2000), Modelling the dynamics of supply chains, International Journal of Systems Science, Vol. 31 No. 8, pp. 969-76. Roodbergen, K.J. and de Koster, R. (2001), Routing order pickers in a warehouse with middle aisle, European Journal of Operational Research, Vol. 133 No. 1, pp. 32-43. Rosenblatt, M.J., Roll, Y. and Zyser, V. (1993), A combined optimization and simulation approach for designing automated storage/retrieval systems, IIE Transactions, Vol. 25 No. 1, pp. 40-50. Rouwenhorst, B., Reuter, B., Stockrahm, V., Van Houtum, G.J., Mantel, R.J. and Zijm, W.H.M. (2000), Warehouse design and control: framework and literature review, European Journal of Operational Research, Vol. 122 No. 3, pp. 515-33. Shashikumar, S. and Kamrani, K. (1994), A knowledge-based expert system for selection of industrial robots, Design Implementation of Intelligent Manufacturing Systems, pp. 187-210. Tompkins, J.A., White, J.A., Bozer, Y.A., Frazelle, E.H., Tanchoco, J.M.A. and Trevino, J. (1996), Facilities Planning, Wiley, New York, NY. Van den Berg, J.P. (1999), A literature survey on planning and control of warehousing systems, IIE Transactions, Vol. 31 No. 8, pp. 751-62. Van den Berg, J.P. and Gademann, A.J.R.M. (2000), Simulation study of an automated storage/retrieval system, International Journal of Production Research, Vol. 38 No. 6, pp. 1339-56. Van den Berg, J.P. and Zijm, W.H.M. (1999), Models for warehouse management: classication and examples, International Journal of Production Economics, Vol. 59, pp. 519-28. Vaughan, T.S. and Petersen, C.G. (1999), The effect of warehouse cross aisles on order picking efciency, International Journal of Production Research, Vol. 37 No. 4, pp. 881-97. Wascher, G. (2004), Order Picking: A Survey of Planning Problems and Methods, Springer-Verlag, Berlin, pp. 323-47. Yang, B.P. (1996), ICMESE: intelligent consultant system for material handling equipment selection and evaluation, Journal of Manufacturing Systems, Vol. 15 No. 5, pp. 325-33. Yoon, C.S. and Sharp, G.P. (1996), A structured procedure for analysis and design of order pick systems, IIE Transactions, Vol. 28 No. 5, pp. 379-89. Zerangue, N.F., Bodner, D.A., Govindaraj, T., Karathur, K.N., McGinnis, L.F., Goetschalckx, M. and Sharp, G.P. (2001), A process model of expertise in the design of warehousing and distribution systems, 2001 IEEE International Conference on Systems, Man, and Cybernetics, Vol. 5, pp. 3403-8. Further reading Hashimoto, Y. (2000), Applications of articial neural networks and genetic algorithms to agricultural systems, Computers and Electronics in Agriculture, Vol. 18, pp. 71-4. Heragu, S.S., Mazacioglu, B. and Fuerst, K.D. (1994), Meta-heuristic algorithms for the order picking problem, International Journal of Industrial Engineering Applications and Practice, Vol. 1 No. 2, pp. 67-76. Malmborg, C.J. and Altassan, K.M. (1998), Analysis of storage assignment policies in less than unit load warehousing systems, International Journal of Production Research, Vol. 36 No. 12, pp. 3459-75.
Design and control of a FOPS 35
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Deloitte - Artificial Intelligence Credit Risk PDFDocument9 pagesDeloitte - Artificial Intelligence Credit Risk PDFManu KouadjoNo ratings yet
- Human Vs Artificial IntelligenceDocument2 pagesHuman Vs Artificial IntelligenceENG19ME1006- Harshavardhan RNo ratings yet
- India InsurTech Primer - O3 Capital - 22 November - 2022Document58 pagesIndia InsurTech Primer - O3 Capital - 22 November - 2022SupriyaMurdiaNo ratings yet
- B TechDocument1 pageB Techshubhivarshney1405No ratings yet
- Be Vii Cse MesraDocument14 pagesBe Vii Cse MesranirajcjNo ratings yet
- EIE4105 IntroductionDocument38 pagesEIE4105 IntroductiontchxiNo ratings yet
- Gradient Descent AlgorithmDocument5 pagesGradient Descent AlgorithmravinyseNo ratings yet
- SSRN Id4207171Document39 pagesSSRN Id4207171Nhat LinhNo ratings yet
- Artificial Intelligence in Today's Hotel Revenue Management: Opportunities and RisksDocument4 pagesArtificial Intelligence in Today's Hotel Revenue Management: Opportunities and RisksSimranjeet SinghNo ratings yet
- Sherwood Innovbrief FinalDocument13 pagesSherwood Innovbrief Finalapi-568848981No ratings yet
- Unit I-AI-KCS071Document32 pagesUnit I-AI-KCS071Sv tuberNo ratings yet
- NeuroSolutions Infinity PDFDocument92 pagesNeuroSolutions Infinity PDFAmmarGhazaliNo ratings yet
- Ai WP 267Document20 pagesAi WP 267Nicu MoiseNo ratings yet
- Artificial IntelligenceDocument15 pagesArtificial Intelligencekakki1088No ratings yet
- An Integrated Machine Learning and Finite Element Analysis Framework, Applied To Composite Substructures Including DamageDocument120 pagesAn Integrated Machine Learning and Finite Element Analysis Framework, Applied To Composite Substructures Including DamageSreedhar RaoNo ratings yet
- Artificial IntelligenceDocument1 pageArtificial IntelligenceVeerayya JavvajiNo ratings yet
- Rosenblatt's Perceptron: Neural Networks and Learning Machines, Third EditionDocument12 pagesRosenblatt's Perceptron: Neural Networks and Learning Machines, Third Editionkaushik73No ratings yet
- Getting Started With Generative Ai and Foundation ModelsDocument16 pagesGetting Started With Generative Ai and Foundation ModelspersephonemalenaNo ratings yet
- Chapter FiveDocument28 pagesChapter FiveĒrmias Álemayehu100% (2)
- UntitledDocument928 pagesUntitledRafael Leal MartinsNo ratings yet
- Asimov Frankenstein ComplexDocument6 pagesAsimov Frankenstein Complexkatgirl999No ratings yet
- UtotoAI, Inc Pitch Deck v1.9Document19 pagesUtotoAI, Inc Pitch Deck v1.9Yusuf ShunanNo ratings yet
- AI for IT & Non-IT ProfessionalsDocument12 pagesAI for IT & Non-IT ProfessionalsTariqMalikNo ratings yet
- Form Sys Time LimitDocument7 pagesForm Sys Time LimitPhạm Minh KhôiNo ratings yet
- CS402 Data Mining and WarehousingDocument3 pagesCS402 Data Mining and WarehousingGeorge VoresNo ratings yet
- Dept of ME Seminar TemplateDocument17 pagesDept of ME Seminar TemplateKeerthana ENo ratings yet
- EazyDiner SD - Job DescriptionDocument2 pagesEazyDiner SD - Job DescriptionZaqwNo ratings yet
- AI - User Manual - 453562035461a - en-US PDFDocument94 pagesAI - User Manual - 453562035461a - en-US PDFIvan CvasniucNo ratings yet
- Thesis Lu DaiDocument85 pagesThesis Lu DaiAnurag BansalNo ratings yet
- Tileworld SimulationDocument3 pagesTileworld SimulationjoseangeliniNo ratings yet