You might also like
- Boiler Tube Expansion ByvemaontoolDocument12 pagesBoiler Tube Expansion ByvemaontoolNath BoyapatiNo ratings yet
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011No ratings yet
- Tube To Tubesheet JointDocument10 pagesTube To Tubesheet Jointshakil ahmadNo ratings yet
- Tube Expander Process Manual - CompressedDocument419 pagesTube Expander Process Manual - CompressedAgni DuttaNo ratings yet
- Difference between Pipe and Tube MeasuredDocument3 pagesDifference between Pipe and Tube MeasuredahmedNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Expansion JointDocument1 pageExpansion JointRana Muhammad Abdullah WakeelNo ratings yet
- 3 PipesDocument77 pages3 Pipesabdullah 3mar abou reashaNo ratings yet
- Bending Spring LoadingDocument2 pagesBending Spring LoadingNisha NtaNo ratings yet
- Difference Between Pipe and TubeDocument3 pagesDifference Between Pipe and TubeAnonymous fQAeGFNo ratings yet
- Tube Expansion: A Seminar Report OnDocument27 pagesTube Expansion: A Seminar Report OnzalabiNo ratings yet
- Piping Flexibility - Thermal Expansion in PipingDocument6 pagesPiping Flexibility - Thermal Expansion in PipingMohamed Al-OdatNo ratings yet
- Gas Pipeline Transport SystemsDocument10 pagesGas Pipeline Transport SystemsAamir IqbalNo ratings yet
- Pipe vs Tube: Understanding the Key Differences in SizingDocument1 pagePipe vs Tube: Understanding the Key Differences in SizinglukeskwNo ratings yet
- Pipe Vs TubeDocument1 pagePipe Vs TubeahmedNo ratings yet
- Module 1 Intro Building Piping SystemsDocument47 pagesModule 1 Intro Building Piping SystemsMaynard Trinidad Mendoza0% (1)
- Piping Flexibility CheckingDocument5 pagesPiping Flexibility Checkingeko123No ratings yet
- Pipe Schedule: Welded and Seamless Wrought Steel PipeDocument10 pagesPipe Schedule: Welded and Seamless Wrought Steel PipePrasad BhosaleNo ratings yet
- Pipe Support Span For Aboveground PipingDocument5 pagesPipe Support Span For Aboveground PipingHandri YantoNo ratings yet
- Installing & Removing Condenser TubesDocument6 pagesInstalling & Removing Condenser Tubesdebu1985No ratings yet
- Interference JointsDocument4 pagesInterference JointsNARINDER GAUTAMNo ratings yet
- Acoustic Properties of Miter Bends: John W. ColtmanDocument4 pagesAcoustic Properties of Miter Bends: John W. ColtmansandbadbahriNo ratings yet
- 3..oil Field TubularsDocument32 pages3..oil Field TubularsDarshan SharmaNo ratings yet
- Lab Session PDFDocument101 pagesLab Session PDFMuhammad Toseef ChohanNo ratings yet
- Bank Tubes in BoilerDocument2 pagesBank Tubes in Boilerkalyanm203515100% (1)
- Pipe and Pipe JointsDocument11 pagesPipe and Pipe Jointsنور جمال عبدالحليمNo ratings yet
- Tritorc Catalog (SMI Exclusive Distributor) PDFDocument83 pagesTritorc Catalog (SMI Exclusive Distributor) PDFSun ChenNo ratings yet
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- Tube Roller ExpansionDocument12 pagesTube Roller ExpansionTejaswiNo ratings yet
- Pipes, Fittings, Valves DrwaingsDocument187 pagesPipes, Fittings, Valves DrwaingsSyed FarhanNo ratings yet
- Piping & Piping ComponentsDocument39 pagesPiping & Piping ComponentsRamesh mudunuri100% (1)
- Piping & Piping ComponentsDocument37 pagesPiping & Piping ComponentsRavindra S. JivaniNo ratings yet
- Methods of Measuring Tube Expansion: Measurements To Be DoneDocument3 pagesMethods of Measuring Tube Expansion: Measurements To Be DoneNARINDER GAUTAMNo ratings yet
- How To Select Shell and Tube HEDocument10 pagesHow To Select Shell and Tube HEgigihpradana100% (1)
- Figure 1: Schematic of A Shell-and-Tube Heat ExchangerDocument7 pagesFigure 1: Schematic of A Shell-and-Tube Heat ExchangerSarthak RautNo ratings yet
- Piping NotesDocument11 pagesPiping NotesRavindra S. JivaniNo ratings yet
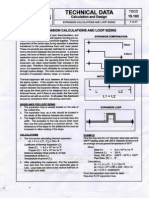
- Expansion Calculation and Loop Sizing001Document2 pagesExpansion Calculation and Loop Sizing001Joseph R. F. DavidNo ratings yet
- Loss of Head in BendsDocument6 pagesLoss of Head in BendsaikareiNo ratings yet
- Bending Copper Pipe TechniquesDocument6 pagesBending Copper Pipe TechniquesPresidaNo ratings yet
- Reinforced Branch Connection in A Piping System - Set-On TypeDocument2 pagesReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNo ratings yet
- Buckling of Free Pipe Under External PressureDocument38 pagesBuckling of Free Pipe Under External Pressurevictortownshend100% (1)
- Stressed Steel Liner Yields Stronger Casing Repairs: Petroleum EquipmentDocument5 pagesStressed Steel Liner Yields Stronger Casing Repairs: Petroleum Equipmentmsm.ele2009No ratings yet
- Pipes HandbookDocument13 pagesPipes HandbooksauroNo ratings yet
- Tubing Length Change Due To BallooningDocument9 pagesTubing Length Change Due To BallooningHamid M SedighiNo ratings yet
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash PatelNo ratings yet
- 05 External PressureDocument6 pages05 External PressureNitesh SardarNo ratings yet
- Fluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2Document12 pagesFluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2cataiceNo ratings yet
- Tube Pullout Testing Experience - Final PaperDocument9 pagesTube Pullout Testing Experience - Final PaperRavi AbuwalaNo ratings yet
- Diferencias Entre Un Pipe y Un TubeDocument4 pagesDiferencias Entre Un Pipe y Un TubeÀngel RodriguezNo ratings yet
- Basic of Drillpipe Tensile Capacity and Its CalculationDocument23 pagesBasic of Drillpipe Tensile Capacity and Its CalculationAshutosh RaiNo ratings yet
- Bourdon Tube DESIGNDocument6 pagesBourdon Tube DESIGNMourougapragash SubramanianNo ratings yet
- Piping Flexiblility CalculationDocument8 pagesPiping Flexiblility CalculationAntoshalNo ratings yet
- Piping and plumbing fittings guide: elbows, tees, couplings & moreDocument28 pagesPiping and plumbing fittings guide: elbows, tees, couplings & moreSidra LiaquatNo ratings yet
- Pipe Support SpanDocument3 pagesPipe Support Spanabhishek gorkarNo ratings yet
- Unit 6 NotesDocument12 pagesUnit 6 NotesPonnada MarkandeyarajuNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Fiction PipeDocument1 pageFiction PipebamarppNo ratings yet
- Fluid ChartDocument1 pageFluid ChartbamarppNo ratings yet
- Predictive maintenance introductionDocument3 pagesPredictive maintenance introductionbamarppNo ratings yet
- Approximate Values of Overall Heat-Transfer Coefficients.: Table 10-1Document1 pageApproximate Values of Overall Heat-Transfer Coefficients.: Table 10-1bamarppNo ratings yet
- Fan TermsDocument2 pagesFan TermsbamarppNo ratings yet
- Hyd DiametersDocument1 pageHyd DiametersbamarppNo ratings yet
- Figure 12.1: Scheme of Counter Flow and Cross Flow Cooling TowersDocument1 pageFigure 12.1: Scheme of Counter Flow and Cross Flow Cooling TowersbamarppNo ratings yet
- Fan Alignment ReadingDocument1 pageFan Alignment ReadingbamarppNo ratings yet
- Approximate Values of Overall Heat-Transfer Coefficients.: Table 10-1Document1 pageApproximate Values of Overall Heat-Transfer Coefficients.: Table 10-1bamarppNo ratings yet
- Hyd DiametersDocument1 pageHyd DiametersbamarppNo ratings yet
- HMT FormulaDocument1 pageHMT FormulabamarppNo ratings yet
- Friction Factors and PipesDocument1 pageFriction Factors and PipesbamarppNo ratings yet
- Insulation Types and Applications TableDocument1 pageInsulation Types and Applications TablebamarppNo ratings yet
- Steady-State Conduction and Contact ConductanceDocument1 pageSteady-State Conduction and Contact ConductancebamarppNo ratings yet
- Step 4: Meteorological Data: These Values Appear Annually Approximately 1752 (20 %) Hours (For Pressure 1.013 Bar)Document1 pageStep 4: Meteorological Data: These Values Appear Annually Approximately 1752 (20 %) Hours (For Pressure 1.013 Bar)bamarppNo ratings yet
- Fig. 11.2 Centrifugal Fan Components (From Black and Veatch)Document1 pageFig. 11.2 Centrifugal Fan Components (From Black and Veatch)bamarppNo ratings yet
- Screw TypeDocument1 pageScrew TypebamarppNo ratings yet
- Redler Lube ChartDocument1 pageRedler Lube ChartbamarppNo ratings yet
- RVLEAKDocument9 pagesRVLEAKHari Krishna.MNo ratings yet
- RVLEAKDocument9 pagesRVLEAKHari Krishna.MNo ratings yet
- Equipment For CompoudersDocument13 pagesEquipment For CompoudersNguyen Xuan GiangNo ratings yet
- 13-09 ExtrusionEquipmentCable TroesterDocument28 pages13-09 ExtrusionEquipmentCable Troesterquycoctu100% (1)
- Investigation of Wet Ceramic Extrusion PDFDocument16 pagesInvestigation of Wet Ceramic Extrusion PDFHector RamírezNo ratings yet
- Poly (Lactic Acid) Fiber: An Overview: Bhuvanesh Gupta, Nilesh Revagade, Jo Ns HilbornDocument28 pagesPoly (Lactic Acid) Fiber: An Overview: Bhuvanesh Gupta, Nilesh Revagade, Jo Ns HilbornSandeep MeenaNo ratings yet
- Parts of Extruder PDFDocument6 pagesParts of Extruder PDFgovindarun5No ratings yet
- 11 - 22kV - XLPECABLEDocument18 pages11 - 22kV - XLPECABLESanthosh V RaajendiranNo ratings yet
- Setting Block Epdm Rev.1Document37 pagesSetting Block Epdm Rev.1Ravi Shankar KolluruNo ratings yet
- Elecon Extruder Gear CatalogueDocument22 pagesElecon Extruder Gear CatalogueEnquiry Sg33% (3)
- Series 1: User ManualDocument56 pagesSeries 1: User ManualCamarada RojoNo ratings yet
- Astm e 1870 - 98Document11 pagesAstm e 1870 - 98Francisco GuerraNo ratings yet
- 3D and 4D Printing in Dentistry and Maxillofacial Surgery Printing Techniques, Materials, and ApplicationsDocument24 pages3D and 4D Printing in Dentistry and Maxillofacial Surgery Printing Techniques, Materials, and ApplicationsBalavigneshwaran bt18ipf04No ratings yet
- Geo InstallationDocument33 pagesGeo Installationmauricio PEREZNo ratings yet
- Vikrant Tyres Plant History and MilestonesDocument51 pagesVikrant Tyres Plant History and MilestonesUdayveerSinghNo ratings yet
- Einwood CatalogDocument40 pagesEinwood Cataloghiep237No ratings yet
- Solutions For Icu & Emergency Care: SurgibeamDocument12 pagesSolutions For Icu & Emergency Care: Surgibeamemilio9245No ratings yet
- Thermosets & ThermoplasticsDocument7 pagesThermosets & ThermoplasticsManjunath Keshav D MNo ratings yet
- BS en 15348-2014Document24 pagesBS en 15348-2014Ali Ansi100% (1)
- Super Duplex Con PADocument8 pagesSuper Duplex Con PAanon_447449056No ratings yet
- Catalogue: Facing BricksDocument82 pagesCatalogue: Facing BricksBipu1978No ratings yet
- Beta LouverDocument16 pagesBeta Louverசண்முக சுந்தரம் குருசாமி100% (1)
- The Benchmark in Plastics ProcessingDocument8 pagesThe Benchmark in Plastics ProcessingvenkithankamNo ratings yet
- Atlox Metasperse™ 550S: Polymeric DispersantDocument5 pagesAtlox Metasperse™ 550S: Polymeric DispersantDavid Ruiz100% (1)
- Parker TechSeal Packer Elements TSD 5430Document4 pagesParker TechSeal Packer Elements TSD 5430vivek dokeNo ratings yet
- Nordson XALOY - Extrusion - Catalogue - PC - Rev0Document20 pagesNordson XALOY - Extrusion - Catalogue - PC - Rev0berryeletricaNo ratings yet
- Solution Report For: Home My Test My ProfileDocument17 pagesSolution Report For: Home My Test My ProfileSafeeruddin KhanNo ratings yet
- Automobile ProjectDocument21 pagesAutomobile ProjectAmit Yadav100% (1)
- 1 Effect of MicrospheresDocument8 pages1 Effect of MicrospheresRehan SharmaNo ratings yet
- Pro-E Wildfire 5.0Document10 pagesPro-E Wildfire 5.0rolwin0% (1)
- Sizing Medium VoltageDocument13 pagesSizing Medium VoltageNicolás MirandaNo ratings yet
- Experience and leadership in extrusion technologyDocument2 pagesExperience and leadership in extrusion technologyBane NikolicNo ratings yet