Professional Documents
Culture Documents
Estudo de Caso2
Uploaded by
Siumara AlcântaraCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Estudo de Caso2
Uploaded by
Siumara AlcântaraCopyright:
Available Formats
Anlise das prticas de planejamento e controle da produo em fornecedores da cadeia automotiva brasileira
Marco Aurlio de Mesquita Roberto Lopes de Castro
Resumo
As empresas do segmento automotivo esto inseridas em um mercado bastante competitivo e sujeito s oscilaes da economia. As montadoras, agentes de maior poder na cadeia de suprimentos, aderiram s prticas just-in-time e, posteriormente, ao lean production, visando aumento da ecincia e reduo de estoques. Este trabalho apresenta uma anlise das prticas de planejamento e controle da produo dos fornecedores da cadeia automotiva brasileira. Neste propsito, realizou-se um survey junto aos fornecedores de primeira e segunda camada, utilizando-se como instrumento de coleta de dados um questionrio auto-aplicado. Dentre os resultados obtidos, destacam-se: (i) ausncia de diferenas signicativas entre fornecedores nvel um e dois; (ii) necessidade de aprimorar a coordenao cliente-fornecedor; (iii) busca de ferramentas mais ecientes para programao da produo (programao nita); (iv) grande lacuna entre teoria e prtica em programao da produo, atividade crtica para o desempenho dos fornecedores.
Palavras-chave: Planejamento e controle da produo. Controle de estoques. Cadeia automotiva.
1 Introduo
A cadeia automotiva brasileira tem sido objeto de vrias pesquisas em gesto de operaes devido ao seu rpido crescimento e sua grande importncia para a economia do pas. Segundo dados da Associao Nacional dos Fabricantes de Veculos Automotores ANFAVEA, a produo de veculos e as exportaes bateram recorde no Brasil em 2006, atingindo 2,61 milhes e 842,8mil unidades, respectivamente (ANFAVEA, 2007). Estesnmeros colocam o pas entre os grandes produtores mundiais de veculos, conforme apresentado na Tabela 1. Salerno et al. (2003) apontam que a abertura de mercado e a globalizao, que ocorreram nos anos 90, associadas promessa de crescimento de pases emergentes, como Brasil, Argentina, Mxico, China e ndia, possibilitaram a entrada de novas montadoras no Brasil. Aliado a isso, a busca pela adequao aos princpios do Sistema Toyota de produo nos anos 80 e 90, incluindo suprimento just-in-time (JIT), trabalho em grupo, programas de qualidade total e automao, resultou em intensa reestruturao das empresas, modicando as relaes entre as montadoras e seus fornecedores. A indstria brasileira de autopeas tambm passou por grandes transformaes nos anos 90, devido nova estratgia de operaes das montadoras em relao cadeia de suprimentos e s polticas governamentais para o setor automotivo. Conceio (2001) aponta que o setor passou por uma modernizao desarticulada, com reexos diferentes para montadoras e fabricantes de autopeas. As montadoras modernizaram as unidades industriais e expandiram a produo em resposta ao crescimento do mercado consumidor. Por outro lado, o setor de autopeas passou por uma profunda crise estrutural, com fechamento de fbricas e aumento da importao de produtos acabados. Com a retomada do crescimento da produo, aumentou a presso por fornecimento com prazos curtos, maior qualidade e menores custos. Estapresso estende-se tambm para os fornecedores de segunda e terceira camadas da cadeia de suprimentos, que atendem um nmero maior de clientes e com maior variedade de produtos. Posthuma (1995) realizou uma pesquisa para identicar os desdobramentos da adoo da lgica JIT pelas montadoras nas prticas de reposio de estoques e planejamento da produo dos fornecedores de autopeas. Vericou-se que a falta de uma programao rme de mdio prazo dicultava o planejamento da produo e das entregas, inviabilizando a adoo do JIT.
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
34
Mesquita e Castro
Tabela 1. Produo mundial de veculos. Fonte: Anfavea (2007). Ordem 1 2 3 4 5 6 7 8 9 10 11 12 Pas Japo Estados Unidos China Alemanha Coria do Sul Frana Espanha Brasil Canad Mxico ndia Reino Unido Produo (milhes) em 2006 11,484 11,264 7,189 5,820 3,936 3,169 2,777 2,611 2,572 2,046 1,944 1,648
m, a seo 5 encerra o artigo com as concluses da pesquisa.
2 Referencial terico
2.1 Gesto da cadeia de suprimentos A gesto da cadeia de suprimentos compreende o planejamento e o controle de todas as operaes includas nas atividades de suprimento e compras, transformao e todas as atividades logsticas de distribuio fsica dos produtos. A gesto da cadeia de suprimentos uma funo integradora com propsito principal de conectar as reas e processos comerciais das empresas da cadeia, buscando um modelo de negcios coeso e eciente (CSCMP, 2006). Chopra e Meindl (2001) destacam que a competio ocorrer cada vez mais entre cadeias produtivas, e no mais entre empresas isoladas. Como conseqncia, clientes e fornecedores precisam adotar estratgias voltadas para a formao de parcerias e troca de informaes, de modo a crescerem e se beneciarem mutuamente. Em outras palavras, quando a ponta da corrente puxa, todos os elos se beneciam e crescem, desde que estejam alinhados e tenham polticas e estratgias bem denidas de parceria e colaborao. Esta constatao emprica formalmente comprovada em Frohlich e Westbrook (2001) que, com base em dados de uma pesquisa internacional com 322 empresas do setor metal-mecnico, demonstram a existncia de uma correlao positiva entre o grau de integrao e o desempenho da cadeia de suprimentos. Um dos fenmenos mais discutidos em gesto da cadeia de suprimentos, tanto no meio acadmico quanto empresarial, tem sido o denominado efeito chicote (bullwhip effect), que consiste na amplicao da variao da demanda a montante das cadeias de suprimentos. Esta amplicao diculta a gesto de estoques e o gerenciamento de pedidos na cadeia (LEE et al., 2004). H diversos fatores que contribuem para a ocorrncia do efeito chicote em uma cadeia de suprimentos, com destaque para a poltica de reposio de estoques e formao de lotes, as diculdades de previso de demanda e as estratgias comerciais de vendas. Na indstria, vrias iniciativas como, por exemplo, Vendor Managed Inventory - VMI e Collaborative Planning, Forecasting and Replenishment - CPFR, abordam o problema, evidenciando a decorrncia nociva do efeito chicote sobre a ecincia das cadeias de suprimento. As empresas buscam reduzir as incertezas quanto demanda na cadeia para reduzir o efeito chicote, mudando o padro de reposio de estoques, alm de investir em ferramentas de tecnologia da informao (LEE et al., 2004). A importncia do compartilhamento de informaes na gesto eciente das cadeias de supri-
Arkader (2001) revela uma evoluo no relacionamento cliente-fornecedor, concentrada em seus aspectos mais operacionais. No entanto, da perspectiva dos fornecedores, h ainda uma grande distncia a ser percorrida para a implantao efetiva do suprimento enxuto. Neste sentido, o estudo revela que um avano mais signicativo esbarra na falta de viso estratgica das montadoras com relao gesto de suas cadeias de suprimentos. Salerno et al. (2003) apontam a existncia de um maior distanciamento das melhores prticas montante da cadeia automotiva brasileira. Estes fornecedores sofrem dupla presso: por um lado, a presso dos clientes (nvel um na cadeia) por prazo, custo e qualidade e, por outro lado, a presso dos fornecedores oligopolistas de matriaprima, que impem condies comerciais de fornecimento, como prazo de entrega, lotes mnimos e preos. O problema desta pesquisa origina-se no aparente desempenho insatisfatrio das reas de planejamento e controle da produo dos fornecedores de nvel dois da indstria automotiva brasileira, caracterizado por atrasos freqentes nas entregas e altos custos de estoques. Estetrabalho apresenta uma anlise das prticas de planejamento e controle da produo dos fornecedores da cadeia automotiva brasileira. Para isto, realizou-se um levantamento bibliogrco dos principais modelos de PCP e, a seguir, uma pesquisa do tipo survey junto aos fornecedores de primeira e segunda camada, utilizando-se como instrumento de coleta de dados um questionrio auto-aplicado. Este artigo est dividido em cinco sees. A seo2 apresenta uma reviso dos conceitos de gesto da cadeia de suprimentos e de planejamento e controle da produo. Estes conceitos, bastante difundidos no meio acadmico, sero confrontados com as prticas levantadas na pesquisa de campo. As questes e o mtodo de pesquisa utilizados so detalhados na seo3. A seo4 apresenta e discute os resultados obtidos na coleta de dados. Por
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
Anlise das prticas de planejamento e controle da produo em fornecedores da cadeia automotiva brasileira
35
mentos pode ser atestada pela grande quantidade de trabalhos sobre o tema (HUANG et al., 2003). Na indstria automotiva, so as empresas montadoras que puxam os outros elos da cadeia. De acordo com Womack et al. (1992), as montadoras podem ser submetidas a mudanas repentinas no mix de produtos demandados pelos consumidores, conforme utuaes do mercado automobilstico. Estas mudanas seriam inevitveis e imprevisveis, provocando cancelamento repentino de pedidos ou insero de pedidos urgentes junto aos fornecedores. Estas prticas contrariam os preceitos de Gesto da Cadeia de Suprimentos e provocam a ocorrncia do efeito chicote na cadeia. Atualmente, as empresas da cadeia automotiva buscam superar as diculdades de gesto da cadeia pela adoo do modelo Lean Manufacturing (WOMACK; JONES, 1996). Este modelo, que tem origem no Sistema Toyota de Produo - STP, consolidou as prticas de produo just-in-time (produo puxada e pequenos lotes) com a reduo do nmero de fornecedores e exigncia de cumprimento de prazos e qualidade assegurada. Hines et al. (2004) apresentam a evoluo do conceito de produo enxuta, cuja abrangncia estendeu-se do cho de fbrica para a cadeia de suprimentos, e o foco em reduo de custos deu lugar nfase no valor agregado ao cliente. Cagliano et al. (2006) demonstram, a partir de um survey com 297 empresas europias de manufatura, que a adoo do modelo de produo enxuta contribui signicativamente para a integrao dos uxos de materiais (fsico) e informao, com impacto positivo no resultado operacional das empresas. Quayle (2003), Wu(2003), Olhager e Selldin (2004), Fynes et al. (2005) e Szwejczewskiet al. (2005) tambm abordam as prticas de gesto da cadeia de suprimentos e manufatura em pases europeus e nos Estados Unidos. Lambert e Cooper (2000) destacam a importncia da melhoria e integrao dos processos internos para a efetiva integrao cadeia de suprimentos. Estes processos incluem: (i) gesto de relacionamentos e atendimento ao cliente, (ii) gesto da demanda, (iii) gerenciamento de pedidos, (iv) gerncia da produo e suprimentos; (v) desenvolvimento de produtos e (vi) logstica reversa. Neste contexto, destaca-se a importncia da adequao do sistema de planejamento e controle da produo e da estrutura organizacional da empresa de manufatura para a sua efetiva integrao na cadeia de suprimentos. Aseo 2.2, a seguir, aborda os modelos de planejamento e controle da produo, que so o foco desta pesquisa. 2.2 Planejamento e controle da produo Devido complexidade do setor automotivo e necessidade imperativa de integrao dos fornecedores na cadeia de suprimentos, torna-se imprescindvel a disponibilidade de um sistema de planejamento e controle
da produo ecaz, que permita empresa gerenciar a demanda, os materiais, a capacidade produtiva e a produo. A eccia do PCP pode ser avaliada pelo alcance dos objetivos de reduo dos lead times de produo, dos custos de estoque (matria-prima, materiais em processo e produtos acabados) e de produo (ociosidade, horas extras, etc), cumprimento de prazos e agilidade de resposta diante de alteraes de demanda. Nesta seo, apresentam-se alguns dos modelos mais importantes de PCP, incluindo: planejamento hierrquico da Produo (PHP), manufacturing resources planning (MRPII), just-in-time - kanban (JIT), teoria das restries (TOC - theory of constrains) e constant work-in process (CONWIP). Para uma reviso mais completa, recomenda-se consultar Stevenson et al. (2005) e Vollmann et al. (1997). 2.2.1 Planejamento hierrquico da produo (PHP) No modelo planejamento hierrquico da produo, originalmente proposto por Hax e Meal (1975) e Bitranetal. (1981, 1982), o problema de planejamento da produo dividido em subproblemas, conforme o nvel hierrquico de deciso. Estes subproblemas so formulados matematicamente a partir de modelos de otimizao e devem ser resolvidos seqencialmente, do nvel estratgico ao nvel operacional. As solues de nvel superior na hierarquia constituem restries para as decises dos nveis abaixo, enquanto os resultados dos nveis inferiores realimentam os nveis superiores de deciso (HAX; CANDEA, 1984). Tipicamente, os modelos PHP apresentam dois nveis hierrquicos: planejamento agregado e planejamento detalhado. Inicia-se pela soluo do modelo de planejamento agregado, onde os dados de demanda e recursos so considerados de forma agregada (famlias de produtos, centros de produo e perodo mensal). Este plano agregado detalhado a partir de um modelo de desagregao, resultando no programa mestre de produo. A execuo do programa mestre de produo requer ainda um nvel de deciso mais operacional, que usualmente no est includo no modelo PHP e que consiste na programao detalhada da produo (STOOP; WIERS, 1996; GUPTA, 2002; STEVENSON et al., 2005). Apesar de sua estrutura lgica, o modelo PHP raramente encontrado nas empresas. Dentre as razes que explicam este fato, destaca-se, por um lado a necessidade de grandes simplicaes na modelagem e, por outro, a elevada complexidade dos mtodos de soluo, o que torna estes modelos de difcil compreenso e baixa aceitao pelos prossionais de PCP (MESQUITA; SANTORO, 2004). Buxey (2005) destaca que o problema de planejamento agregado torna-se relevante apenas para empresas
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
36
Mesquita e Castro
com produo para estoque (MTS make to stock) e demanda altamente sazonal. Ainda assim, as empresas deste segmento optam por estratgias de produo predeterminadas, em detrimento do uso de modelos para tomada de deciso. Nos fornecedores da cadeia automotiva, com produo contra pedido (MTO make to order), as decises operacionais de programao e controle da produo (scheduling) assumem maior importncia em relao s decises de nvel ttico, tratadas nos modelos de planejamento agregado da produo (STEVENSONetal., 2005). 2.2.2 Manufacturing resources planning MRPII O modelo MRPII surgiu nos EUA, na dcada de 70, com a denominao inicial de material requirements planning MRP. Antes do surgimento do MRP, a maioria dos sistemas de controle de materiais e estoques na produo baseava-se em alguma variao do modelo de reposio de estoques pelo ponto de pedido (PLOSSL, 1994). O MRP quebra este paradigma, quando prope que as demandas de matrias-primas e componentes sejam tratadas como demandas dependentes, ou seja, a administrao de materiais deve considerar a correlao direta entre a demanda destes materiais e a demanda de produtos acabados. O modelo MRP caracterizado como um sistema de produo empurrada, que gera as ordens de produo e compras de materiais conforme o programa mestre de produo, as listas de materiais dos produtos e os nveis de estoques. A partir dos tempos de resposta (lead times) dos processos, determinam-se os instantes em que as ordens devem ser liberadas, aplicando uma lgica de programao para trs. Um maior detalhamento sobre o mtodo de clculo das necessidades de materiais pode ser obtido em Hopp e Spearman (2000). Para vericar a viabilidade do programa gerado pelo MRP, deve-se proceder ao carregamento dos centros de produo, isto , calcular as cargas de trabalho (normalmente em minutos ou horas) em cada centro, referentes ao conjunto de ordens de produo gerado, e confrontar estas cargas com as respectivas capacidades. Havendo divergncias, deve-se tentar expandir a capacidade (por exemplo, usando-se horas extras) ou alterar a programao. Este procedimento iterativo de ajuste foi denominado MRP de ciclo fechado (closedloop MRP). Na dcada de 80, o modelo MRP evolui para o MRPII (manufacturing resource planning), incorporando novas funcionalidades. No incio da dcada de 90, surgiram os sistemas integrados de gesto empresarial denominados ERP (enterprise resource planning). Esta nova gerao, alm de incluir o mdulo industrial baseado na lgica MRPII, inclui vrios outros aspectos da gesto
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
empresarial como, por exemplo, os mdulos contbil, nanceiro, comercial, recursos humanos, engenharia, etc (LAURINDO; MESQUITA, 2000). O modelo MRPII apresenta uma estrutura hierrquica similar ao PHP e tornou-se um padro importante de Sistema de PCP (VOLLMANN et al., 1997). Hopp e Spearman (2000) relacionam algumas das limitaes deste modelo, dentre as quais se destacam: (i) a hiptese implcita de capacidade innita, que usualmente gera programas de produo imperfeitos e diculdades de estimao dos tempos de resposta (lead times), (ii) a ausncia de um mecanismo ecaz de controle da produo (produo empurrada). Stevenson et al. (2005) concluem que apesar da grande difuso do modelo MRPII, este no adequado s necessidades de fornecedores em produo MTO, devido s diculdades de congurao e operao do sistema. Poroutro lado, a popularizao dos ERPs como sistemas de informao corporativos pode proporcionar aos pequenos fornecedores a desejada integrao interna e externa na cadeia de suprimentos. 2.2.3 Just-in-time - kanban O mecanismo kanban de produo puxada, com o nivelamento da produo, constitui um dos fundamentos do sistema just-in-time (JIT). Para implant-lo no cho de fbrica, Ohno recorreu analogia com o funcionamento de um supermercado. Segundo o autor:
From the supermarket we got the idea of viewing the earlier process in a production line as a kind of store. The later process (customer) goes to earlier process (supermarket) to acquire the needed parts (commodities) at the time and in the quantity needed. The earlier process immediately produces the quantity just taken (re-stocking the shelves). (OHNO, 1988, p.26)
A sinalizao do consumo e a autorizao para reposio do estoque so feitas pelo uso de cartes (kanbans), que so destacados dos containers retirados e xados no painel do operador responsvel pela reposio. H duas formas principais de implantao da lgica kanban, com um carto (produo) ou dois cartes (produo e transporte). Incluindo outras iniciativas de melhoria (reduo de setups, zero defeitos, arranjo celular, etc), o modelo JIT produziu aumentos signicativos de produtividade na indstria automobilstica japonesa, tornando-se padro de produo de automveis em diferentes pases (produo puxada). Descries mais detalhadas do tradicional modelo JIT-kanban so encontradas em Schonberger (1983) e Karmarkar (1989). Os conceitos do modelo just-in-time foram incorporados pelos fabricantes norte-americanos, europeus e de
Anlise das prticas de planejamento e controle da produo em fornecedores da cadeia automotiva brasileira
37
pases emergentes como o Brasil. Este modelo evoluiu, dando origem ao sistema de produo enxuta ou lean manufacturing (WOMACK et al., 1992; WOMACK; JONES, 1996). Stevenson et al. (2005) e Hopp e Spearman (2000) questionam a adequao do modelo JIT-kanban em sistemas de produo MTO. Neste trabalho, pretende-se analisar os desdobramentos da adoo deste modelo, concebido para sistemas de produo em massa pelas montadoras sobre os fornecedores com produo intermitente. 2.2.4 Constant work-in-process - CONWIP Spearman et al. (1989) apresentam o modelo CONWIP como parte de um sistema hierrquico de planejamento e controle da produo. Determinadas as metas de produo, a liberao das ordens deve ser feita, mantendo constante a carga de trabalho (estoque em processo) na fbrica. NoCONWIP, conforme representado na Figura 1, o controle de estoque em processo feito na linha como um todo; os cartes no especicam o produto, mas sim a carga de trabalho. Estas diferenas permitem a implantao do modelo em sistema MTO, preservando a caracterstica de produo puxada (HOPP; SPEARMAN, 2004). Hopp e Spearman (2000) desenvolvem, a partir do clssico PHP, uma estrutura de sistema de planejamento e controle da produo, cuja base operacional (programao detalhada e controle da produo) apia-se no modelo CONWIP. Framinan et al. (2003) apresentam uma completa reviso bibliogrca sobre o modelo CONWIP.
Empurrado puro (MRP) MP ... Puxado puro (kanban) MP ... ... MP Hbrido (CONWIP) ... PA PA
PA
Sinal de liberao
Fluxo de containers
Figura 1. Mecanismos de produo empurrada e puxada. Adaptado de Hopp e Spearman (2000).
2.2.5. Teoria das restries (theory of constraints TOC) Esta abordagem tem origem no modelo optimized production technology (OPT), proposto por Eliyahu M. Goldratt e que consiste em um algoritmo de programao nita da produo orientado para a maximizao do uxo no recurso crtico ou gargalo. Este conceito foi expandido, dando origem Teoria das Restries, que inclui uma losoa de melhoria contnua, uma proposta de sistema de avaliao de desempenho e um mdulo de programao e controle da produo baseado no recurso gargalo (SPENCER; COX, 1995). A teoria das restries aponta trs indicadores fundamentais de desempenho: vazo, estoques e despesas operacionais. A vazo do sistema de produo est diretamente associada velocidade dos ganhos para a empresa (lucro e retorno sobre investimentos). Os estoques devem ser gerenciados de forma a garantir o uxo mximo (ganhos), funcionando como pulmes para incertezas do mercado e dos processos de produo nos recursos crticos. As despesas operacionais so todos os desembolsos necessrios para transformar os estoques em vazo (ganhos). Na TOC, o processo de melhoria contnua constitudo por cinco passos, a saber: a) identicar o recurso crtico do sistema; b) explorar o potencial deste recurso; c) subordinar os demais recursos ao recurso crtico; d) relaxar a restrio que limita o potencial do recurso crtico; e e) retornar ao passo a, identicando novas oportunidades de melhoria. No ambiente da produo, os passos b, c e d esto diretamente associados programao e controle da produo, evitando que o recurso crtico que ocioso por falta de material, por tempos longos de preparao (setup), por problemas de qualidade e manuteno, etc. O mtodo de programao e controle, denominado drumbuffer-rope (DBR), consiste basicamente em: (i)programar o recurso crtico ou gargalo - tambor; (ii) dimensionar estoque intermedirio para proteo do recurso crtico pulmo; (iii) puxar a produo a partir do recurso gargalo - corda. Desta forma, o modelo DBR caracteriza-se pelo uso de tcnicas de programao nita e um mecanismo de produo puxada. Em Blackstone (2001), o leitor interessado encontrar um detalhamento do mtodo DBR. Uma comparao entre os modelos DBR e MRP apresentada por Steele et al. (2005). Jodlbauer e Huber (2007) apresentam resultados de um estudo de simulao em que so comparados os mtodos de PCP apresentados nesta seo (MRP, kanban, CONWIP e DBR). Por m, destaca-se tambm que os modelos acima apresentados podem ser combinados na prtica, dando origem aos sistemas hbridos e proporcionando s empresas sistemas de PCP mais adaptados s suas necessidades.
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
38
Mesquita e Castro
3 Delineamento da pesquisa
Esta pesquisa tem como objeto de estudo os fornecedores de autopeas da indstria automotiva brasileira. Oobjetivo avaliar o desempenho das reas de planejamento e controle da produo dos fornecedores de nvel dois, confrontando suas prticas e seus resultados com os de fornecedores da primeira camada. Uma justicativa para este estudo que poucas pesquisas so voltadas para os fornecedores de segunda e terceira camadas, como salientam Miranda (2000) e Salerno et al. (2003). Em adio, no foram encontrados na literatura estudos especcos a respeito da integrao interna e das prticas de PCP nos fornecedores, que conforme discutido na seo anterior, so dois aspectos crticos para a efetiva integrao destes na cadeia de suprimentos (LAMBERT; COOPER, 2000). Assim, para orientar a conduo deste estudo, so formuladas duas questes de pesquisa: Questo 1: Os fornecedores do nvel 2 esto integrados na cadeia de suprimentos? Questo 2: Os modelos e prticas de PCP no nvel 2 so adequados? O mtodo de pesquisa adotado neste trabalho o survey, que tem por objetivo a descrio de fenmenos atravs da coleta de estruturada de dados, com a utilizao de questionrios ou entrevistas (BRYMAN, 1989). um mtodo que permite a participao de um nmero grande de entidades, sem a interveno direta do pesquisador na coleta de dados. Forza (2002) descreve trs tipos bsicos de pesquisas baseadas em survey: exploratria, descritiva e comprobatria ou theory testing. Nesta diviso, a presente pesquisa pode ser classicada como descritiva-exploratria, tendo como objetivo o levantamento e anlise das
8 7 6 Freqncia 5 4 3 2 1 0 4 5 7 1 2 6 18 21 10 13 20 22
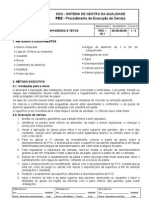
prticas e desempenho do PCP nas empresas consideradas. Para efeito deste survey, as empresas que compem o universo amostral so aquelas associadas ao Sindipeas (461 empresas, em 2004). Devido limitao de recursos e tempo, optou-se pela reduo desta populao s empresas que participaram do censo automotivo brasileiro, realizado por Salerno et al. (2003). Nesta pesquisa, foram excludos os grandes fornecedores de matria-prima na base da cadeia (fabricantes de vidro, pneus, tintas, ao e plsticos em geral), fabricantes de materiais auxiliares (borracha, combustveis e lubricantes) e empresas de servios, pois apresentam caractersticas muito diversas das demais empresas da cadeia automotiva. O questionrio utilizado dividido em cinco partes: (i) identicao da empresa; (ii) previso de demanda; (iii)programao da produo; (iv) estoques e (v)avaliao do PCP. Uma primeira verso deste questionrio foi enviada a trs fornecedores para avaliar a compreenso das questes e eliminar dvidas de interpretao. A partir deste pr-teste, procedeu-se uma reviso do questionrio, cuja verso nal encontra-se em Castro (2005). Elaborado e testado o questionrio, iniciaram-se os contatos telefnicos e via e-mail, buscando alcanar os prossionais das empresas mais indicados para participao na pesquisa. Foram enviados 220 questionrios, tendo sido obtido um retorno de 21% (46 respostas). Segundo dados divulgados pelo Sindipeas (2005), o tamanho da amostra representa cerca de 10% das empresas liadas entidade. A Figura 2 destaca a variedade de produtos do segmento automobilstico produzidos pelas empresas participantes da amostra, conforme classicao do Sindipeas.
9 14 15 23
11 12 16 17 19 24 25 21. Transmisso/Engr. 22. Escapamentos 23. Embreagem 24. Instrumentao 25. Outros
1. Estampados 2. Motores e suas partes 3. Material eltrico 4. Usinados 5. Fundidos e forjados
6. Peas plsticas 7. Artefatos de borracha 8. Molas mecnicas 9. Cabos de comando 10. Rodas
11. Carburao e injeo 12. Rolamentos 13. Ferragens 14. Peas sinterizadas 15. Parafusos e porcas
16. Eletromecnicos 17. Material de frico 18. Suspenso e direo 19. Assentos e revest 20. Peas de acabamento
Figura 2. Distribuio por famlia de produtos.
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
Anlise das prticas de planejamento e controle da produo em fornecedores da cadeia automotiva brasileira
39
A Figura 3 fornece a distribuio das empresas respondentes no que se refere posio predominante declarada na cadeia de suprimentos. Para efeito especco da comparao entre os nveis de fornecimento na cadeia automotiva, os fornecedores nveis 2 e 3 (que juntos somam 28% da amostra) foram agrupados, e as empresas montadoras e voltadas principalmente para exportao e mercado de reposio foram desconsideradas.
Tabela 2. Sntese dos resultados. Tpico Faz previso de demanda sistematicamente? Modelo de planejamento da produo MRPII OPT JIT Modo de produo MTO (make to order) MTS (make to stock) MTO e MTS ATO (assembly to order) Produo contnua Grau de colaborao (escala de 0 a 5) Com clientes Com fornecedores Cobertura de estoque Matria-prima Produto acabado Acurcia dos registros de estoques (acima de 98%) Matria-prima Produto acabado Nvel de estoque (respostas alto): Entregas no prazo ( mediana) (%) 95 Avaliao do PCP (escala de 0a5) Atividades de PCP mais importantes Atividades de PCP menos importantes Principais diculdades do PCP 3,8 95 3,5 Nvel 1 96% Nvel 2 54%
68% 26% 4% 26% 9% 39% 13% 13%
60% 30% 10% 77% 0% 23% 0% 0%
4 Anlise dos resultados
Nesta seo, so apresentados e discutidos os principais resultados do survey, com nfase na comparao entre fornecedores de primeira e de segunda camada (Tabela2). Uma anlise completa dos resultados da presente pesquisa est disponvel em Castro (2005). O uso sistemtico de previso de demanda mais comum no elo mais prximo montadora, mas, em geral, os motivos para sua adoo esto direcionados ao planejamento da capacidade de produo e s decises de aquisio antecipada de materiais junto aos fornecedores. As tcnicas usadas para previso de demanda so caracterizadas pela simplicidade (mdia mvel e opinio de especialistas), produzindo resultados satisfatrios para as aplicaes a que se destinam, conforme avaliao dos participantes. Quanto utilizao de tcnicas de planejamento da produo, vericou-se que no h uniformidade entre as empresas pesquisadas, prevalecendo o MRP II como a lgica mais citada, seguido do OPT. Vale ressaltar, que apesar da grande difuso dos modelos lean manufacturing e JIT na cadeia automotiva, poucos fornecedores citaram a adoo do kanban, o que refora o argumento de Stevenson et al. (2005) sobre a inadequao deste modelo para fornecedores MTO. O MRP II tem forte presena nas empresas, mas sua aplicao ca restrita administrao de materiais (MRP I). Os entrevistados no citaram o uso de modelos de programao nita (scheduling), o que pode constituir-se numa oportunidade de melhoria, uma vez que a programao da produo foi o item reportado como mais importante dentre as atividades de PCP.
3,7 3,7 15 dias 5 dias
4,0 3,8 15 dias 8 dias
26% 35% 17%
23% 31% 23%
- Programao da produo;e - Previso de demanda. - Controle da produo;e - Controle de estoques. - Alterao freqente de pedidos; - Baixa conabilidade de entrega de MP; - Sistema de informao deciente; e - Baixa preciso dos registros de estoques.
Nvel 3
Nvel 2
Nvel 1
Montadora
ou
Mercado de reposio ou exportao
2 (4,3%)
11 (23,9%)
23 (50%)
2 (4,3%)
8 (17,4%)
Figura 3. Distribuio da posio predominante na cadeia.
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
40
Mesquita e Castro
Estes modelos podem ser desenvolvidos sob medida ou ento pela aquisio de softwares de mercado, garantindo a integrao do mdulo de programao detalhada com o Sistema ERP da empresa. O controle da produo tambm pode ser melhorado, a partir da adoo da produo puxada (CONWIP ou OPT), aspecto tambm pouco mencionado nas respostas. A maioria dos respondentes julga ter um bom nvel de informao para o PCP e nveis de estoque adequados, ainda que tenham declarado carregar cerca de quinze dias de estoque de matria-prima e cinco dias de estoque de produto acabado (valores medianos). Os nmeros so elevados para os padres da produo enxuta e conrmam resultados de outras pesquisas na rea automobilstica, ou seja, que o JIT se traduz na transferncia de estoque para montante da cadeia (MIRANDA, 2000) e que justamente este estoque que proporciona ao fornecedor exibilidade no atendimento da demanda (ROLDAN, 2003). Vericou-se, nesta pesquisa, que o estoque de produto acabado ligeiramente maior no nvel 2 do que no nvel 1. Cerca de 70% dos respondentes armaram que o maior problema enfrentado pelo PCP a alterao freqente da programao pelo cliente e a alta incidncia de pedidos urgentes. A falta de coordenao nos elos da cadeia contornada com o aumento dos estoques de segurana e reservas de capacidade. Confrontando-se os resultados desta pesquisa com Miranda (2000), pode-se concluir que houve um aumento signicativo na troca eletrnica de dados na cadeia, pela utilizao de recursos como a Internet e o EDI. No entanto, esta prtica est mais difundida no nvel 1 da cadeia de suprimentos. No que diz respeito ao planejamento colaborativo, as barreiras na sua difuso parecem estar mais relacionadas aos aspectos culturais e no tecnolgicos, sendo este um aspecto que pode ser aprofundado em pesquisas futuras. H uma ampla variedade de softwares utilizados pelas empresas respondentes na programao da produo, tendo sido identicados 20 tipos diferentes de softwares em 46 respostas. Esta diversidade diculta a avaliao da adequao das prticas de programao nos fornecedores e sugere a necessidade de investigar os impactos desta multiplicidade de solues na integrao dos sistemas operacionais entre empresas clientes e fornecedoras. Corra e Gianesi (1996) salientam que, para o bom desempenho de um sistema de PCP, a acurcia deve ser superior a 98%. A maioria dos fornecedores pesquisados no alcanou este ndice, sugerindo uma baixa preciso dos registros de estoque. Na prtica, este problema atenuado pela reviso freqente dos inventrios.
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
5 Concluses
A partir dos resultados apresentados na seo anterior, procedeu-se anlise das questes de pesquisa formuladas, as quais dizem respeito integrao dos fornecedores do nvel 2 na cadeia automotiva e adequao das prticas de PCP destes fornecedores. O desempenho do PCP dos fornecedores foi avaliado conforme as respostas s perguntas sobre pontualidade de entrega e nvel de estoque. Em ambos os quesitos (pontualidade de entrega e nveis de estoque), os dados no permitem armar que h diferenas signicativas entre as camadas, ou seja, o desempenho declarado pelos prossionais de PCP muito similar nos dois nveis. Constatou-se tambm que o grau de colaborao entre clientes e fornecedores praticamente igual e abaixo do desejado nos dois nveis. Tanto fornecedores do nvel 1 quanto do nvel 2 declararam que o principal problema para o PCP a alterao constante e repentina dos pedidos, o que permite concluir que a integrao entre clientes e fornecedores na cadeia ainda insuciente. Destaca-se que, no questionrio, foi sugerida a classicao por nvel de fornecimento. Assumiu-se implicitamente que seria possvel classicar os fornecedores exclusivamente por nvel e que as respostas seriam uniformes em cada nvel. No entanto, o levantamento de dados mostrou que as empresas de uma mesma camada apresentam certa heterogeneidade quanto s prticas de PCP. Esta constatao indica que a estraticao dos fornecedores apenas pela posio na cadeia (nvel 1 ou 2) no permite qualicar o grau de coordenao e desempenho, sendo que outros fatores devem ser considerados. Quanto adequao das prticas de PCP nos fornecedores, pode-se inferir que h espao para melhoria signicativa destas atividades, conforme os resultados encontrados. Alm disso, observou-se que as ferramentas utilizadas so semelhantes em ambos os nveis e que, portanto, os pontos de melhoria aplicam-se tambm ao nvel 1. Conforme apresentadas na Tabela 2, as aes de melhoria devem concentrar-se nas atividades de programao da produo e previso de demanda. Quanto programao da produo, a adoo de modelos de programao com capacidade nita e mecanismos de produo puxada deve proporcionar melhor desempenho aos fornecedores no cumprimento de prazos e na reduo de estoques, conforme apontado na literatura (STEVENSON et al., 2005). Um aprimoramento das tcnicas de previso empregadas contribuiria para melhorar a administrao de materiais e o planejamento da capacidade de produo.
Anlise das prticas de planejamento e controle da produo em fornecedores da cadeia automotiva brasileira
41
Manufacturing planning and control practices: a survey research on the Brazilian automotivesupplychain
Abstract
Automotive suppliers are part of a constantly changing business environment that is subject to oscillations in the economy. Automobile assemblers, the major inuence over the rest of the supply chain, have adopted some Japanese management practices (JIT, lean production etc) in order to achieve higher efciency and lower inventories. This work aims to identify how suppliers along the chain have adjusted to this new situation concerning, mainly, production and inventory planning as well as control. A research was conducted showing that, nonuniformly, suppliers fulll demand requests satisfactorily in spite of the poor coordination of their nearest clients, low inventory accuracy, and high stock level of raw materials and nished goods. It was also detected that there are no signicant performance differences between rst and second tier suppliers. It is particularly noteworthy to highlight a special need for production scheduling tools and the huge gap between theory and practice.
Keywords: Automotive supply chain. Manufacturing planning and control. Inventory management.
Referncias bibliogrcas
ANFAVEA Associao Nacional dos Fabricantes de Veculos Automotores. Anurio Estatstico. Disponvel em: <http:// www.anfavea.com.br>. Acesso em: 30 ago 2007. ARKADER, R. The perspective of suppliers on lean supply in a developing country context. Integrated Manufacturing Systems, v.12, n.2, p.87-93, 2001. BITRAN, G.R.; HAAS, E.A.; HAX, A.C. Hierarchical Production Planning: a single stage systems. Operations Research, v.29, n. 4, p.717-743, 1981. __________. Hierarchical Production Planning: a two stage systems. Operations Research, v.30, n.2, p.232-251, 1982. BLACKSTONE, J.H. Theory of constraints: a status report. International Journal of Production Research, v.39, n.6, p.1053-1080, 2001. BRYMAN, A. Research Methods and Organization Studies. Londres: Unwin Hyman, 1989. BUXEY, G. Aggregate planning for seasonal demand: reconciling theory with practice. International Journal of Operations & Production Management, v.25, n.11, p.1083-1100, 2006. CAGLIANO, R.; CANIATO, F.; SPINA, G. The Linkage between supply chain and manufacturing improvement programmes. International Journal of Operations & Production Management, v.26, n.3, p.282-299, 2006. CASTRO, R.L. Planejamento e Controle da Produo e Estoques: um survey com fornecedores da cadeia automotiva brasileira. 2005. 109 f. Dissertao (Mestrado em Engenharia de Produo) Escola Politcnica, Universidade de So Paulo. So Paulo, 2005. (Disponvel em: http://www.teses.usp.br). CONCEIO, J.J. As Fbricas do ABC no Olho do Furaco: a indstria de autopeas e a reestruturao da cadeia automotiva nos anos 90. 2001. 224 f. Dissertao (Mestrado) - Centro Universitrio Municipal de So Caetano do Sul, So Caetano do Sul, 2001. CORRA, H.L.; GIANESI, I.G.N. Just in Time, MRP II e OPT: um enfoque estratgico. 2.ed., So Paulo: Editora Atlas, 1996. CHOPRA, S.; MEINDEL, P. Supply Chain Management: strategy, planning and operation. New Jersey: Prentice Hall, 2001. CSCMP - COUNCIL OF SUPPLY CHAIN MANAGEMENT PROFESSIONALS. Apresenta denies e conceitos sobre gesto de operaes e logstica. Disponvel em: <http://www. cscmp.org>. Acesso em: 01 de junho de 2006. FORZA, C. Survey research in operations management: a processbased perspective. International Journal of Operations & Production Management, v.22, n.2, p.152-194, 2002. FRAMINAN, J.M.; GONZLEZ, P.L.; RUIZ-USANO, R. The CONWIP production control system: review and research issues. Production Planning & Control, v.14, n.3, p.255-265, 2003. FROHLICH, M.T.; WESTBROOK, R. Arcs of integration: an international study of supply chain strategies. Journal of Operations Management, v.19, n.2, p.185-200, 2001. FYNES, B.; VOSS, C.; de BRCA, S. The impact of supply chain relationship dynamics on manufacturing performance. International Journal of Operations & Production Management, v.25, n.1, p.6-19, 2005. GUPTA, J.N.D. An Excursion in Scheduling Theory: an overview of scheduling research in the twentieth century. Production Planning & Control, v.13, n.2, p.105-116, 2002. HAX, A.C.; CANDEA, D. Production and Inventory Management, Englewood Cliffs: Prentice-Hall, 1984. HAX, A.C.; MEAL, H.C. Hierarchical integration of production planning and scheduling. In: M.A. GEISLER (ed.), Studies in Management Science, Amsterdam: North Holland, v.1, p.53-69, 1975. HINES, P.; HOLWEG, M.; RICH, N. Learning to evolve: a review of contemporary lean thinking. International Journal of
Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
42
Mesquita e Castro
Operations & Production Management, v.24, n.10, p.9941011, 2004. HOPP,W.J.; SPEARMAN, M.L Factory Physics: foundations of manufacturing management. 2.ed., Chicago: Irwin/McGraw Hill, 2000. HOPP,W.J.; SPEARMAN, M.L. To pull or not to pull: what is the question? Manufacturing and Service Operations Management, v.6, n.2, p.133-148, 2004. HUANG, G.Q.; LAU, J.S.K.; MAK, K.L. The impacts of sharing production information on supply chain dynamics: a review of the literature. International Journal of Production Research, v.41, n.7, p.1483-1517, 2003. KARMARKAR, U. Getting control of just-in-time. Harvard Business Review, v. 67, p.122-131, 1989. LAMBERT, D.M.; COOPER, M.C. Issues in Supply Chain Management. Industrial Marketing Management, v.29, p.65-83, 2000. LAURINDO, F.J.B.; MESQUITA, M.A. Material Requirements Planning. Gesto & Produo, v.7, n.3, p.320-337, 2000. LEE, H.C.; PADMANABHAN, V.; WHANG, S. Comments on Information Distortion in a Supply Chain: the bullwhip effect. Management Science, v.50, n.12, p.1887-1893, 2004. MESQUITA, M.A.; SANTORO, M.C. Anlise de Modelos e Prticas de Planejamento e Controle da Produo na Indstria Farmacutica. Revista Produo, v.14, n.1, p.64-77, 2004. MIRANDA, N.G.M. O Sistema de Avaliao de Desempenho na Cadeia de Suprimentos da Indstria Automobilstica Brasileira. 2000, 196 f. Tese (Doutorado) - Escola Politcnica, Universidade de So Paulo. So Paulo, 2000. OHNO, T. Toyota Production System: beyond large-scale production. Portland: Productivity Press, 1988. OLHAGER, J.; SELLDIN, E. Supply chain management survey of Swedish manufacturing rms. International Journal of Production Economics, v.89, n.3, p.353-361, 2004. PLOSSL, G. Orlickys Material Requirements Planning. 2.ed., Nova York: McGraw Hill, 1994. POSTHUMA, A.C. Tcnicas japonesas de organizao nas empresas de autopeas no Brasil. In: CASTRO, N.A. A Mquina e o Equilibrista: inovaes na indstria automobilstica brasileira. So Paulo: Paz e Terra, p.301-332, 1995. QUAYLE, M. A study of supply chain management practice in UK industrial SMEs. Supply Chain Management, v.8, n.1, p.7-86, 2003. ROLDAN, F.; MIYAKE, D. A Cadeia de Suprimentos Enxuta: explorando indcios na indstria automobilstica brasileira. In: SIMPSIO DE ENGENHARIA DE PRODUO, 10. Bauru, 2003. Anais.... Bauru: Faculdade de Engenharia de Bauru UNESP, 2003.
SALERNO, M.S.; MARX, R.; ZILBOVICIUS,M. A Nova Congurao da Cadeia de Fornecimento na Indstria Automobilstica no Brasil. Revista de Administrao da USP, v.38. n.3, p.192-204, 2003. SCHONBERGER, R.J. Applications of single-card and dual-card kanban. Interfaces, v.13, p.56-67, 1983. SINDIPEAS - Sindicato da Indstria de Componentes para Veculos Automotores. Desempenho do Setor de Autopeas. Anurio. So Paulo: Sindipeas, 2005. SPEARMAN, M.L.; WOODRUFF, D.L.; HOPP, W.J. CONWIP: a pull alternative to kanbam. International Journal of Production Research, v.28, n.5, p.879-894, 1989. SPENCER, M.S.; COX, J.F. Optimum production technology (OPT) and the Theory of constraints (TOC): analysis and genealogy. International Journal of Production Research, v.33, n.6, p.1495-1504, 1995. STEELE, D.C.; PHILIPOOM, P.R.; MALHOTRA, M.K.; FRY, T.D. Comparisons between drum-buffer-rope and material requirements planning: a case study. International Journal of Production Research, v.43, n.15, p.3181-3208, 2005. STEVENSON, M.; HENDRY, L.C.; KINGSMAN, B.G. A review of production planning and control: the applicability of key concepts to the make-to-order industry. International Journal of Production Research, v.43, n.5, p.869-898, 2005. STOOP, P.P.M.; WIERS, V.C.S. The complexity of scheduling in practice. International Journal of Operations & Production Management, v.16, n.10, p.37-53, 1996. SZWEJCZEWSKI, M.; LEMKE, F.; GOFFIN, K. Manufacturersupplier relationships: an empirical study of German manufacturing companies. International Journal of Operations & Production Management, v.25, n.9, p.875-897, 2005. VOLLMANN, T.E. BERRY, W.L.; WHYBARK, D.C. Manufacturing Planning and Control Systems. 4.ed. Nova York: McGraw-Hill, 1997. WOMACK, J.P.; JONES, D.T. Lean Thinking: banish waste and create wealth in your corporation. Nova York: Simon & Schuster, 1996. WOMACK, J.P.; JONES, D.T.; ROOS, D. A Mquina que Mudou o Mundo. Rio de Janeiro: Campus, 1992. WU, Y.C. Lean manufacturing: a perspective of lean suppliers. International Journal of Operations & Production Management, v.23, n.11, p.1349-1376, 2003.
Sobre os autores
Marco Aurlio de Mesquita Roberto Lopes de Castro
Departamento de Engenharia de Produo, Escola Politcnica, Universidade de So Paulo, Av. Prof. Almeida Prado, n 531, CEP 05508-070, So Paulo, SP, Brasil, e-mails: marco.mesquita@poli.usp.br; rldecastro@bol.com.br Recebido em 22/12/2006 Aceito em 15/11/2007 Gest. Prod., So Carlos, v. 15, n. 1, p. 33-42, jan.-abr. 2008
You might also like
- Otimização de produção em fábrica de papel toalhaDocument11 pagesOtimização de produção em fábrica de papel toalhaRodrigo Farias0% (1)
- Neurofisiologia PDFDocument186 pagesNeurofisiologia PDFThais100% (2)
- Livro - CognitivismoDocument129 pagesLivro - CognitivismoGustavo Santos FernandesNo ratings yet
- Introdução À PsicologiaDocument121 pagesIntrodução À PsicologiaRenee Borges100% (7)
- Psicologia Social IDocument153 pagesPsicologia Social ILuiz S.100% (3)
- Análise Estruturada Moderna - EDWARD YOURDONDocument613 pagesAnálise Estruturada Moderna - EDWARD YOURDONfablati100% (3)
- SGQ - Procedimento Gesso LisoDocument3 pagesSGQ - Procedimento Gesso LisoElias OzzyNo ratings yet
- NBR 7583 - Execução de Pavimentos de Concreto Simples Por Meio MecânicoDocument22 pagesNBR 7583 - Execução de Pavimentos de Concreto Simples Por Meio MecânicoLuanaMSNo ratings yet
- Couto Et Al 2016Document1 pageCouto Et Al 2016Siumara AlcântaraNo ratings yet
- FUNDAMENT0S SOCIOANTROPOLÓGICOS DA SAÚDE - SDE3887 (138 P.) PDFDocument138 pagesFUNDAMENT0S SOCIOANTROPOLÓGICOS DA SAÚDE - SDE3887 (138 P.) PDFRosangela G. C. Barroso100% (2)
- Alcântara 2016Document1 pageAlcântara 2016Siumara AlcântaraNo ratings yet
- Produção de pectinases a partir de bagaço de laranjaDocument6 pagesProdução de pectinases a partir de bagaço de laranjaSiumara AlcântaraNo ratings yet
- Gestão Ambiental e Desenvolvimento SustentavelDocument118 pagesGestão Ambiental e Desenvolvimento SustentavelSiumara AlcântaraNo ratings yet
- Alcântara Et Al. 2019Document1 pageAlcântara Et Al. 2019Siumara AlcântaraNo ratings yet
- Caetano e Alcântara, 2017Document2 pagesCaetano e Alcântara, 2017Siumara AlcântaraNo ratings yet
- A Tecnologia Social No Sertão Do Pajeú: Um Ganho Na Qualidade de Vida Com A Utilização de BiodigestoresDocument224 pagesA Tecnologia Social No Sertão Do Pajeú: Um Ganho Na Qualidade de Vida Com A Utilização de BiodigestoresavecardosoNo ratings yet
- Apostila de Psicologia Da Percepção e SensaçaoDocument122 pagesApostila de Psicologia Da Percepção e SensaçaoCayo Ferreira67% (6)
- Lingua PortuguesaDocument178 pagesLingua PortuguesaMauro Almeida LoureiroNo ratings yet
- Livro - Existencialismo e Humanismo PDFDocument114 pagesLivro - Existencialismo e Humanismo PDFGustavo Santos Fernandes100% (1)
- Miranda Et Al 2017Document1 pageMiranda Et Al 2017Siumara AlcântaraNo ratings yet
- Etica Na SaudeDocument122 pagesEtica Na SaudeAmanda Santana50% (2)
- Metodologia PDFDocument128 pagesMetodologia PDFfabiano_billNo ratings yet
- Psicologia Sócio Histórica América Latina Texto 6 PDFDocument3 pagesPsicologia Sócio Histórica América Latina Texto 6 PDFSamuel HolmesNo ratings yet
- Conhecimento e aprendizagem segundo Paulo FreireDocument18 pagesConhecimento e aprendizagem segundo Paulo FreireSiumara AlcântaraNo ratings yet
- Mancebo 2002Document13 pagesMancebo 2002Siumara AlcântaraNo ratings yet
- TEORIAS E SISTEMAS PSICOLOGICOS II - PsicanáliseDocument129 pagesTEORIAS E SISTEMAS PSICOLOGICOS II - PsicanáliseSiumara Alcântara100% (2)
- A importância dos grupos na saúde e culturaDocument8 pagesA importância dos grupos na saúde e culturaana paula .officialNo ratings yet
- Paulo Freire 1Document14 pagesPaulo Freire 1Siumara AlcântaraNo ratings yet
- Conhecimento e aprendizagem segundo Paulo FreireDocument18 pagesConhecimento e aprendizagem segundo Paulo FreireSiumara AlcântaraNo ratings yet
- Teorias de Aprendizagem FisicaDocument40 pagesTeorias de Aprendizagem FisicaRicardo VieiraNo ratings yet
- 06182015RT PDFDocument17 pages06182015RT PDFas7cordasNo ratings yet
- Paulo Freire 1Document14 pagesPaulo Freire 1Siumara AlcântaraNo ratings yet
- FPF PTPF 01 0366 PDFDocument11 pagesFPF PTPF 01 0366 PDFLucia ValleNo ratings yet
- Carta de Paulo Freire Aos Professores-1993Document10 pagesCarta de Paulo Freire Aos Professores-1993api-3725426No ratings yet
- CB 600 Hornet 2007Document139 pagesCB 600 Hornet 2007Maurício ZanellaNo ratings yet
- Manual Autoclave Vitale 12-21 (Analogic) Rev.10Document42 pagesManual Autoclave Vitale 12-21 (Analogic) Rev.10Jean Carlos Floriano100% (1)
- 3 Passos para Fazer Uma Análise de Risco e Atender A NR12 - NR12Sem SegredosDocument9 pages3 Passos para Fazer Uma Análise de Risco e Atender A NR12 - NR12Sem SegredosSinesio SilgueiroNo ratings yet
- Diretrizes para A Elaboração de Indicadores de Custos No Governo FederalDocument20 pagesDiretrizes para A Elaboração de Indicadores de Custos No Governo Federalfrancisco_albuquer_2No ratings yet
- Cap44 - Sistemas de ImpermeabilizaçãoDocument116 pagesCap44 - Sistemas de ImpermeabilizaçãoKimberley HollandNo ratings yet
- NBR 7170 - 1983 - Tijolo Maciço Ceramico para Alvenaria.Document4 pagesNBR 7170 - 1983 - Tijolo Maciço Ceramico para Alvenaria.Vane LcNo ratings yet
- DER - SP - Especificações CCRDocument23 pagesDER - SP - Especificações CCRricopedrosoNo ratings yet
- Dimensionamento e Quantificação Dos Materiais Do SPDADocument7 pagesDimensionamento e Quantificação Dos Materiais Do SPDAmapasoalNo ratings yet
- Trem Intercidades ligará cidades de SPDocument3 pagesTrem Intercidades ligará cidades de SPAnonymous KCES2oNo ratings yet
- Eng Economica AULAS 2015 Maio PDFDocument297 pagesEng Economica AULAS 2015 Maio PDFhelm_nhNo ratings yet
- Segurança e saúde no trabalhoDocument7 pagesSegurança e saúde no trabalhoWagner De Oliveira SantosNo ratings yet
- Breve História Do CimentoDocument5 pagesBreve História Do CimentoplaygamesijuiNo ratings yet
- Manual BB de Utilização de Template Revit PDFDocument21 pagesManual BB de Utilização de Template Revit PDFJean MarcelNo ratings yet
- Fabricação de andaime tubularDocument7 pagesFabricação de andaime tubularDelo DamiaoNo ratings yet
- Caso de EstudoDocument2 pagesCaso de EstudoLucas Villela SabinoNo ratings yet
- Manual de manutenção de componentesDocument25 pagesManual de manutenção de componentesTábata AssisNo ratings yet
- Catálogo Ledax 2018 - Digital - V3Document115 pagesCatálogo Ledax 2018 - Digital - V3EderMartins0% (2)
- Ex Sep MisturasDocument1 pageEx Sep MisturasAline Ribeiro de MenezesNo ratings yet
- ATE aplicações freios cilindros pinças kitsDocument2 pagesATE aplicações freios cilindros pinças kitsPaulo Sergio UtinettiNo ratings yet
- Proposta de TrabalhoDocument11 pagesProposta de TrabalhoJoão Roberto GonçalvesNo ratings yet
- CARTILHA MPSAC Manaus AmbientalDocument48 pagesCARTILHA MPSAC Manaus Ambientalcris^^)No ratings yet
- Queima de Estoque - Catálogo de PeçasDocument8 pagesQueima de Estoque - Catálogo de PeçasAutoviva Concessionária100% (1)
- Asme Ix - TraduzidaDocument12 pagesAsme Ix - TraduzidaLúcio SantosNo ratings yet
- Gestão de custos na empresa modernaDocument47 pagesGestão de custos na empresa modernaGabriela LopesNo ratings yet
- New Fiesta Ficha Tecnica MY18Document3 pagesNew Fiesta Ficha Tecnica MY18Jeremias MatadorNo ratings yet
- Glpi Guia Do Usuario RevisadoDocument10 pagesGlpi Guia Do Usuario RevisadoTiago FerreiraNo ratings yet