You might also like
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MNo ratings yet
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocument48 pagesAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Tadano Multiplex Data Transmitter MDT 8 Service ManualDocument10 pagesTadano Multiplex Data Transmitter MDT 8 Service Manualsherman100% (48)
- Welder's Handbook (Air Products Co.)Document48 pagesWelder's Handbook (Air Products Co.)Patrick DominguezNo ratings yet
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDocument50 pagesGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNo ratings yet
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 pagesProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361No ratings yet
- Section 8 - Arc Equipment & Processes266 - 27344Document36 pagesSection 8 - Arc Equipment & Processes266 - 27344dbircs2010No ratings yet
- Silver Nano ParticleDocument70 pagesSilver Nano Particleasad ullah100% (1)
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuNo ratings yet
- Ignitability and Explosibility of Gases and VaporsDocument230 pagesIgnitability and Explosibility of Gases and VaporsKonstantinKot100% (3)
- Gmaw Fcaw Mcaw WeldingDocument4 pagesGmaw Fcaw Mcaw Weldingsajeed76743031No ratings yet
- Mig Gmaw Welding 1Document26 pagesMig Gmaw Welding 1HAZEL BELLONo ratings yet
- NORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceDocument33 pagesNORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceJose Antonio100% (1)
- BE Spec Flash EconomizerDocument4 pagesBE Spec Flash Economizeronkarrathee100% (1)
- SAP MM Module OverviewDocument15 pagesSAP MM Module OverviewAmit Kumar100% (1)
- Valspeq 3.80 User Manual EnglishDocument269 pagesValspeq 3.80 User Manual EnglishFaizan AhmedNo ratings yet
- Optimization of MIG Welding Parameters For Improving StrengthDocument5 pagesOptimization of MIG Welding Parameters For Improving StrengthMario Antonio Araya MorosoNo ratings yet
- Application of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelDocument6 pagesApplication of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelKaushik SenguptaNo ratings yet
- Aluminum 5083 With 5183Document9 pagesAluminum 5083 With 5183johnknight000No ratings yet
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 pagesA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianNo ratings yet
- Effect of Welding Current On The Mechanical and StructuralDocument8 pagesEffect of Welding Current On The Mechanical and StructuralBhramandhikaNalendraGhuptaNo ratings yet
- Experimental Investigation of SS 316 by Using TIG-MAG WeldingDocument3 pagesExperimental Investigation of SS 316 by Using TIG-MAG WeldingKaushik Sengupta100% (1)
- Comparative Study Between TIG and MIG Welding ProcDocument10 pagesComparative Study Between TIG and MIG Welding ProcMaksumul Morsaline DihanNo ratings yet
- Microstructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelDocument7 pagesMicrostructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelAENo ratings yet
- Liang 2015Document26 pagesLiang 2015Taguis VelascoNo ratings yet
- Observation of Microstructure and Mechanical Properties in Heat Affected Zone of AsWelded Carbon Steel by Using Plasma MIG Welding ProcessMetalsDocument9 pagesObservation of Microstructure and Mechanical Properties in Heat Affected Zone of AsWelded Carbon Steel by Using Plasma MIG Welding ProcessMetalsahmed aliNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessDocument11 pagesExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786No ratings yet
- Control of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysDocument14 pagesControl of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysKaushik SenguptaNo ratings yet
- Optimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeDocument11 pagesOptimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeVARUNBALAJI SELVAMNo ratings yet
- DCSP Tig Welding of Aa2219 Aluminum AlloyDocument14 pagesDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanNo ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- PDFDocument15 pagesPDFchethanNo ratings yet
- 25451-Article Text-60936-69834-10-20221220Document6 pages25451-Article Text-60936-69834-10-20221220YugoNo ratings yet
- Unit-3 Metal Joining Processes-1Document20 pagesUnit-3 Metal Joining Processes-1Himanshu TiwariNo ratings yet
- Mathematical Analysis & FEA Simulation For Effect of Throat Thickness On Mig Welded Joint StrengthDocument6 pagesMathematical Analysis & FEA Simulation For Effect of Throat Thickness On Mig Welded Joint StrengthARUN VNo ratings yet
- Optimization of Welding Parameters For Mig Welding of Al 6061-T6 Using Taguchi TechniqueDocument10 pagesOptimization of Welding Parameters For Mig Welding of Al 6061-T6 Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Analysis of Gas Metal Arc Welding Using Pulsed Current in Al5052Document17 pagesAnalysis of Gas Metal Arc Welding Using Pulsed Current in Al5052NaveenprakashNo ratings yet
- Wowlibrary Gmaw Fcaw Mcaw WeldingDocument6 pagesWowlibrary Gmaw Fcaw Mcaw WeldingPhuong HuynhNo ratings yet
- Analysis On Mechanical Integrity of Hybrid Tig MigDocument4 pagesAnalysis On Mechanical Integrity of Hybrid Tig MigKaushik SenguptaNo ratings yet
- WeldingDocument3 pagesWeldingRehan AmeenNo ratings yet
- Tandem MIG process-WAAM in Stainless Steel-2018Document12 pagesTandem MIG process-WAAM in Stainless Steel-2018fereidoon marefatNo ratings yet
- Literature PresentationDocument4 pagesLiterature PresentationBIBIN VARGHESENo ratings yet
- Section Design of Welded ConnectionsDocument5 pagesSection Design of Welded ConnectionsLương TrườngNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- Gmaw PDFDocument8 pagesGmaw PDFsekhar_ntpcNo ratings yet
- About Welding Process 19Document1 pageAbout Welding Process 19XerexNo ratings yet
- Manufacturing - WeldingDocument8 pagesManufacturing - WeldingKhalid EwigNo ratings yet
- High-Speed Arc Welding of Sheet MetalDocument14 pagesHigh-Speed Arc Welding of Sheet MetalJose JuanNo ratings yet
- Using Brass Foil Interlayer To Improve The ResistaDocument5 pagesUsing Brass Foil Interlayer To Improve The ResistaMiroslav RisticNo ratings yet
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocument11 pagesCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićNo ratings yet
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- MIG Welding GasesDocument5 pagesMIG Welding GaseswenigmaNo ratings yet
- Laser Welding of Cast Iron and Carburized Steel For Differential GearDocument7 pagesLaser Welding of Cast Iron and Carburized Steel For Differential GearJakub MaierNo ratings yet
- A Comparison of Mechanical Properties Between Plasma Arc Welding Paw and Four Popular Type of Welding Process Smaw Gmaw - Ilovepdf-CompressedDocument13 pagesA Comparison of Mechanical Properties Between Plasma Arc Welding Paw and Four Popular Type of Welding Process Smaw Gmaw - Ilovepdf-CompressedAlireza KhodabandehNo ratings yet
- Research Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysDocument10 pagesResearch Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysMohamad Marwan HamwiNo ratings yet
- Assignment: 3 Chapter: Metal Joining Process: Sr. No QuestionsDocument1 pageAssignment: 3 Chapter: Metal Joining Process: Sr. No QuestionsSp PatelNo ratings yet
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDocument7 pagesOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Chang 2011Document6 pagesChang 2011ggNo ratings yet
- Optimization of Welding Parameters of Submerged Arc Welding Process: A ReviewDocument6 pagesOptimization of Welding Parameters of Submerged Arc Welding Process: A ReviewsettaNo ratings yet
- Toto@akprind - Ac.id: Jurnal Teknologi, Volume. 1 Nomor 1, Juni 2008, 30-34 30Document5 pagesToto@akprind - Ac.id: Jurnal Teknologi, Volume. 1 Nomor 1, Juni 2008, 30-34 30Bahtiar Nur FaiziNo ratings yet
- The Fatigue Crack Propagation Resistance of Ti-6Al-4V Under Aqueous Saline EnvironmentsDocument5 pagesThe Fatigue Crack Propagation Resistance of Ti-6Al-4V Under Aqueous Saline Environmentskaliappan45490No ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Optics & Laser TechnologyDocument9 pagesOptics & Laser Technologykaliappan45490No ratings yet
- Weldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWDocument6 pagesWeldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWmaro151No ratings yet
- Welding Methods For Joining Thermoplastic Polymers For The Hermetic Enclosure of Medical DevicesDocument10 pagesWelding Methods For Joining Thermoplastic Polymers For The Hermetic Enclosure of Medical Deviceskaliappan45490No ratings yet
- LAB3Document5 pagesLAB3Kaishavi UmrethwalaNo ratings yet
- Ronalyn AramboloDocument3 pagesRonalyn AramboloRonalyn AramboloNo ratings yet
- Contamination ControlDocument5 pagesContamination ControlPadmanabhan DhanasekaranNo ratings yet
- SFP Module PDFDocument2 pagesSFP Module PDFMario PatarroyoNo ratings yet
- HPB Install Manual ABB - Distribution BUS BarsDocument11 pagesHPB Install Manual ABB - Distribution BUS BarsArunallNo ratings yet
- Pump Primer 1 AssDocument34 pagesPump Primer 1 AssGkou DojkuNo ratings yet
- 2.0 Intro To Small Basic GraphicsDocument18 pages2.0 Intro To Small Basic GraphicspatoturboNo ratings yet
- 12.turbulent Flow Jan 2015 PDFDocument12 pages12.turbulent Flow Jan 2015 PDFburhanuddinNo ratings yet
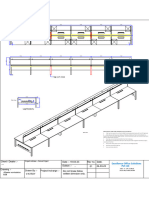
- 6seater Workstation B2BDocument1 page6seater Workstation B2BDid ProjectsNo ratings yet
- Your Profile 16personalitiesDocument3 pagesYour Profile 16personalitiesapi-583293897No ratings yet
- Syllabus New PDFDocument107 pagesSyllabus New PDFmassNo ratings yet
- Series: 25 TON (222 KN)Document2 pagesSeries: 25 TON (222 KN)Marius IlcaNo ratings yet
- Cfe Exam Review Course - December 2020 - VirtualDocument4 pagesCfe Exam Review Course - December 2020 - VirtualSeck OusseynouAliouneNo ratings yet
- Shell Gadus S3 T100 PDFDocument1 pageShell Gadus S3 T100 PDFAgung BaskaraNo ratings yet
- Na Edifact Desadv SpecificationsDocument17 pagesNa Edifact Desadv Specificationsrajendra2505No ratings yet
- ASME B16.47 Series A FlangeDocument5 pagesASME B16.47 Series A FlangePhạm Trung HiếuNo ratings yet
- Online Assignment - Aritificial LiftDocument10 pagesOnline Assignment - Aritificial LiftfatenamiraNo ratings yet
- Indian Standard: Stationary Valve Regulated Lead Acid Batteries - SpecificationDocument12 pagesIndian Standard: Stationary Valve Regulated Lead Acid Batteries - Specificationmukesh_kht1No ratings yet
- Case Study of Improving Productivity in Warehouse WorkDocument5 pagesCase Study of Improving Productivity in Warehouse WorkRohan SharmaNo ratings yet
- Chapter 19 Malicious LogicDocument16 pagesChapter 19 Malicious LogicAnita Sofia KeyserNo ratings yet
- DepEd Learner Information System (LIS) PDFDocument36 pagesDepEd Learner Information System (LIS) PDFshasagailNo ratings yet
- Nivel Liquido Dodge 62teDocument4 pagesNivel Liquido Dodge 62teMario Do' HirchsNo ratings yet
- Mca Voice Morphing ReportDocument4 pagesMca Voice Morphing Reportmango sravanreddyNo ratings yet