You might also like
- Resumen de La Historia Del Tren BalaDocument3 pagesResumen de La Historia Del Tren BalaPaul Archila100% (1)
- Como Se Hace Un Proceso (Resumen)Document3 pagesComo Se Hace Un Proceso (Resumen)Diego Sandoval100% (7)
- Recurso de ApelacionDocument5 pagesRecurso de ApelacionPablo David Ruiz Xicara50% (2)
- Ecuaciones Del Movimiento en Tres DimensionesDocument4 pagesEcuaciones Del Movimiento en Tres DimensionesPaul ArchilaNo ratings yet
- Banco AbatibleDocument11 pagesBanco AbatiblePaul ArchilaNo ratings yet
- Trabajo Final Selec Materiales IIIDocument15 pagesTrabajo Final Selec Materiales IIIPaul ArchilaNo ratings yet
- DGNDocument3 pagesDGNPaul ArchilaNo ratings yet
- Tratamientos TermicosDocument7 pagesTratamientos TermicosPaul ArchilaNo ratings yet
- Torres FracccionadorasDocument14 pagesTorres FracccionadorasPaul ArchilaNo ratings yet
- Metodos EstadisticosDocument4 pagesMetodos EstadisticosPaul ArchilaNo ratings yet
- Unidad Iv Costo CapitalDocument13 pagesUnidad Iv Costo CapitalPaul ArchilaNo ratings yet
- Resumen Hombre y Su Contexto SocialDocument4 pagesResumen Hombre y Su Contexto SocialPaul ArchilaNo ratings yet
- VENTILADORESDocument11 pagesVENTILADORESPaul ArchilaNo ratings yet
- HUMANIDADES (La Persona)Document2 pagesHUMANIDADES (La Persona)Paul ArchilaNo ratings yet
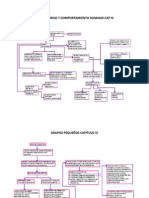
- Personalidad y Comportamiento Humano Cap IvDocument4 pagesPersonalidad y Comportamiento Humano Cap IvPaul ArchilaNo ratings yet
- Análisis de la pieza piston en Laboratorio de Mecánica de Materiales IIIDocument13 pagesAnálisis de la pieza piston en Laboratorio de Mecánica de Materiales IIIPaul Archila100% (1)
- Practca I Balance TermicoDocument4 pagesPractca I Balance TermicoPaul ArchilaNo ratings yet
- 4-Como Encontrar La Mejor Estrategia Procesal para Nuestro Caso IURIS 169 Marzo 2012 PDFDocument6 pages4-Como Encontrar La Mejor Estrategia Procesal para Nuestro Caso IURIS 169 Marzo 2012 PDFmaximiliano_med8060No ratings yet
- Certificado de Existencia y Representacion LegalDocument3 pagesCertificado de Existencia y Representacion LegalAngie CollazosNo ratings yet
- Solicitud autorización sala procedimientos móvilDocument4 pagesSolicitud autorización sala procedimientos móvilcarmenNo ratings yet
- Formato UnicoDocument2 pagesFormato Unicoiszsabellaa100% (2)
- Ubal Camacho, M. (Comp.) Aportes para La Educacion Media en El UruguayDocument224 pagesUbal Camacho, M. (Comp.) Aportes para La Educacion Media en El UruguayFavio VitancurtNo ratings yet
- Pedido Taxistas y Remiseros AutoconvocadosDocument2 pagesPedido Taxistas y Remiseros AutoconvocadosUno Santa FeNo ratings yet
- Conclusiones de La CatedraDocument2 pagesConclusiones de La CatedraYina MariaNo ratings yet
- Alegatos de Apertura DefensaDocument2 pagesAlegatos de Apertura DefensaValeria CorcueraNo ratings yet
- Mapa Conceptual PreguntasDocument3 pagesMapa Conceptual PreguntasYover IrigoinNo ratings yet
- Sangre Santa El EnsayoDocument13 pagesSangre Santa El EnsayoFelipe_Medina_No ratings yet
- Fundamentos Del Socialismo y El Pensamiento BolivarianoDocument12 pagesFundamentos Del Socialismo y El Pensamiento BolivarianoAlejandra Carrasquero62% (13)
- Esmaltes Industriales 3562 50xDocument2 pagesEsmaltes Industriales 3562 50xCarlo MartínezNo ratings yet
- Actividad de aprendizaje M3. Reconocimiento de los derechos humanosDocument4 pagesActividad de aprendizaje M3. Reconocimiento de los derechos humanosRicardo GarciaNo ratings yet
- Sophos Encryption: Sophos Central Device Encryption - Gestionar Fácilmente El Cifrado Completo de DiscoDocument2 pagesSophos Encryption: Sophos Central Device Encryption - Gestionar Fácilmente El Cifrado Completo de DiscoSyahrial FurqonNo ratings yet
- 2008 Ley de InquilinatoDocument18 pages2008 Ley de InquilinatoIvanovichNo ratings yet
- Bienes MueblesDocument8 pagesBienes MueblesJhoanSandroCardenasMendozaNo ratings yet
- Ejercicios P2.4, P2.5 y P2.6Document3 pagesEjercicios P2.4, P2.5 y P2.6Allan ElvirNo ratings yet
- La Sociedad de La Prevencion (Resumen)Document20 pagesLa Sociedad de La Prevencion (Resumen)Mariano GonzalesNo ratings yet
- Analisis Financiero Caso Practico U2 Jose Luis MontañoDocument9 pagesAnalisis Financiero Caso Practico U2 Jose Luis MontañoJose Luis MontañoNo ratings yet
- Acto jurídico y negocios jurídicosDocument16 pagesActo jurídico y negocios jurídicosJuan Carlos Castro EspinozaNo ratings yet
- Proyecto de Reglamento Disciplinario de Los Colegios de Abogados Del Peru LPDocument18 pagesProyecto de Reglamento Disciplinario de Los Colegios de Abogados Del Peru LPJohn Herbert IpanaquéNo ratings yet
- Historia y Literatura en El Siglo XIX ColombianoDocument2 pagesHistoria y Literatura en El Siglo XIX ColombianoNicolas Antolinez Parrado100% (1)
- Presidencia VitaliciaDocument20 pagesPresidencia VitaliciaFabiola Tobar100% (1)
- Res CM 2-2021 Reanudacion PlazosDocument13 pagesRes CM 2-2021 Reanudacion PlazosMacPepeNo ratings yet
- Ensayo 25 Años de Violencia en ColombiaDocument2 pagesEnsayo 25 Años de Violencia en Colombiablanca stella mendezNo ratings yet
- Comite de ArchivosDocument13 pagesComite de ArchivosAdriana Canonigo GalvisNo ratings yet
- Infografia Sobre El Derecho Tributario Actividad 2Document5 pagesInfografia Sobre El Derecho Tributario Actividad 2Leidy MonteroNo ratings yet
- Incautación de Las Emisoras de RadioDocument17 pagesIncautación de Las Emisoras de RadiotulpehockenpathNo ratings yet