You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 20 Innovative Approach To Solve CCR Regenerator Pinning ProblemDocument7 pages20 Innovative Approach To Solve CCR Regenerator Pinning ProblemxinghustNo ratings yet
- Simulation Co2 Removal Unit of Natural Gas by Aspen-HysysDocument5 pagesSimulation Co2 Removal Unit of Natural Gas by Aspen-HysysxinghustNo ratings yet
- 16 Options For Gasoline Pool Benzene ManagementDocument14 pages16 Options For Gasoline Pool Benzene Managementxinghust100% (1)
- 13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsDocument29 pages13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsxinghustNo ratings yet
- 14 Exploiting The Use of Compact Heat Exchangers On Preheating TrainsDocument28 pages14 Exploiting The Use of Compact Heat Exchangers On Preheating TrainsxinghustNo ratings yet
- IsomerizationDocument10 pagesIsomerizationRizwan Shehzad100% (2)
- 10 A Modified Extended Recursive Least-Squares Method For Identification of FIR Type Models From Closed-Loop DataDocument4 pages10 A Modified Extended Recursive Least-Squares Method For Identification of FIR Type Models From Closed-Loop DataxinghustNo ratings yet
- 6 Turbo-Expander Case History - EmersonDocument11 pages6 Turbo-Expander Case History - EmersonxinghustNo ratings yet
- 9 Chemical Tracers Find Elusive Leak in Hydrotreater Feed Effluent ExchangersDocument5 pages9 Chemical Tracers Find Elusive Leak in Hydrotreater Feed Effluent ExchangersxinghustNo ratings yet
- 7 High Quality Base Oil Production Via The HyLube TM Process - UOPDocument13 pages7 High Quality Base Oil Production Via The HyLube TM Process - UOPxinghustNo ratings yet
- 3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipDocument39 pages3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipxinghustNo ratings yet
- 4 Integrated Refinery-Cracker The New Paradigm - FluorDocument24 pages4 Integrated Refinery-Cracker The New Paradigm - FluorxinghustNo ratings yet
- A Fresh Look at LNG Process EfficiencyDocument0 pagesA Fresh Look at LNG Process EfficiencyxinghustNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pipe Friction CalculationDocument22 pagesPipe Friction CalculationHosamMohamedNo ratings yet
- Unit Dimensions and Measurement Practice Problem by Anurag Tyagi Classes For Iit Aieee PMT NtseDocument5 pagesUnit Dimensions and Measurement Practice Problem by Anurag Tyagi Classes For Iit Aieee PMT NtseE pandit100% (1)
- Danfoss TP4:TP5 Thermostat PDFDocument84 pagesDanfoss TP4:TP5 Thermostat PDFABW35No ratings yet
- Control Valves For Ahu Chilled WaterDocument4 pagesControl Valves For Ahu Chilled WaterHussein Akil100% (1)
- ASTM C 149 Standard Test Method For Thermal Shock Resistance of Glass ContainersDocument2 pagesASTM C 149 Standard Test Method For Thermal Shock Resistance of Glass ContainersRyan LasacaNo ratings yet
- AE 51 Thermodynamics and Heat Transfer For Agricultural Engineering Basic ConceptsDocument43 pagesAE 51 Thermodynamics and Heat Transfer For Agricultural Engineering Basic ConceptsYsmael Alongan B. MangorsiNo ratings yet
- SPE 39320 New Generation Drill String Safety ValveDocument12 pagesSPE 39320 New Generation Drill String Safety ValveBruceNo ratings yet
- Eexi - MEPC 1 Circ901Document16 pagesEexi - MEPC 1 Circ901Canberk KarahanNo ratings yet
- Sample Question Paper ME 604ADocument11 pagesSample Question Paper ME 604Amumtaz alamNo ratings yet
- Mec351 - Chapter 3Document35 pagesMec351 - Chapter 3Azib Azamuddin JuriNo ratings yet
- Ep103 Foundation in Chemistry Ii Laboratory Report: Experiment 1 Boyle'S LawDocument7 pagesEp103 Foundation in Chemistry Ii Laboratory Report: Experiment 1 Boyle'S LawKuneswaran RengasamyNo ratings yet
- SPM 4551 2005 Biology k3Document10 pagesSPM 4551 2005 Biology k3pss smk selandarNo ratings yet
- The HVAC and Its Relation To The Ethical Codes of Mechanical ServicesDocument2 pagesThe HVAC and Its Relation To The Ethical Codes of Mechanical ServicesMa Kyla SamuldeNo ratings yet
- Copper Rod For Electrical PurposesDocument8 pagesCopper Rod For Electrical PurposesAhmed BilalNo ratings yet
- Reaction OperationsDocument240 pagesReaction OperationsAndré Guimarães GomesNo ratings yet
- Kenneth Boulding, General Systems Theory (1956)Document9 pagesKenneth Boulding, General Systems Theory (1956)stellargirl123No ratings yet
- Dicti of Phy and ElectronicsDocument1,357 pagesDicti of Phy and Electronicsrahul106No ratings yet
- Serpentines Guntner GCO PDFDocument8 pagesSerpentines Guntner GCO PDFEduardo Cueva ZamoraNo ratings yet
- Data Sheet Caudalimetro CoriolisDocument198 pagesData Sheet Caudalimetro CoriolisMarco CetiNo ratings yet
- 1.2 Energetics and Enthalpy Changes RescuedDocument18 pages1.2 Energetics and Enthalpy Changes RescuedIsamElAminNo ratings yet
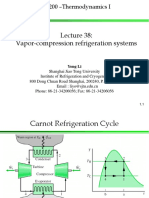
- Vapor-Compression Refrigeration SystemsDocument28 pagesVapor-Compression Refrigeration Systemsm_alodat6144No ratings yet
- Equilibrium Temperature DistributionsDocument14 pagesEquilibrium Temperature DistributionsAlejo PirakokNo ratings yet
- RAC Lab ManualDocument27 pagesRAC Lab ManualKewal SinghNo ratings yet
- Heat Transfer Dynamics Inside The Drop-on-Demand Inkjet Printhead With A Hybrid Thermal Lattice Boltzmann Model - ScienceDirectDocument2 pagesHeat Transfer Dynamics Inside The Drop-on-Demand Inkjet Printhead With A Hybrid Thermal Lattice Boltzmann Model - ScienceDirectEwerson MatiaNo ratings yet
- Oiml R6 (1989) PDFDocument33 pagesOiml R6 (1989) PDFCoordinadorIngNo ratings yet
- Experiment 3: Temperature Measurement MethodDocument12 pagesExperiment 3: Temperature Measurement Methodmohamad munzirNo ratings yet
- Lats RS. Sardjito (R0)Document18 pagesLats RS. Sardjito (R0)agus abonNo ratings yet
- 2nd Law of ThermodynamicsDocument31 pages2nd Law of ThermodynamicsKazu YoshinagaNo ratings yet
- Carbon-Fiber-Documents - ImportantDocument12 pagesCarbon-Fiber-Documents - ImportantSunil ThakkerNo ratings yet
- Daikin VAV With Reheat Systems AppGuide AG31-021 LRDocument36 pagesDaikin VAV With Reheat Systems AppGuide AG31-021 LRMIGUELNo ratings yet