You might also like
- Abbreviations and SymbolsDocument1 pageAbbreviations and SymbolsJeseedLifestyleNo ratings yet
- O and M CostsDocument4 pagesO and M CostsJeseedLifestyleNo ratings yet
- Coventry University Harvard Reference Style GuideDocument0 pagesCoventry University Harvard Reference Style GuidebookehO.oNo ratings yet
- Top 50 Gifts For Christmas Red HotDocument102 pagesTop 50 Gifts For Christmas Red HotJeseedLifestyleNo ratings yet
- Stroke Frequently Asked Questions FAQDocument8 pagesStroke Frequently Asked Questions FAQJeseedLifestyleNo ratings yet
- Formative AssignmentDocument1 pageFormative AssignmentJeseedLifestyleNo ratings yet
- Engineering LogbooksDocument9 pagesEngineering LogbooksJeseedLifestyleNo ratings yet
- Life After A Stroke Ebook FullDocument51 pagesLife After A Stroke Ebook FullJeseedLifestyleNo ratings yet
- Engineering LogbooksDocument9 pagesEngineering LogbooksJeseedLifestyleNo ratings yet
- Achieve Prosperous Living Through Spiritual EmpowermentDocument49 pagesAchieve Prosperous Living Through Spiritual EmpowermentJeseedLifestyle100% (1)
- 100 Career StrategiesDocument21 pages100 Career StrategiesJeseedLifestyleNo ratings yet
- Turbulence Ttraining 10 Minute WorkoutDocument20 pagesTurbulence Ttraining 10 Minute WorkoutJeseedLifestyleNo ratings yet
- Football Field WorkoutDocument45 pagesFootball Field WorkoutthaliasalomoneydNo ratings yet
- Sample Fat Burning WorkoutDocument19 pagesSample Fat Burning Workoutifoxmedia100% (8)
- Hot Zone Turbulence WorkoutDocument22 pagesHot Zone Turbulence WorkoutallfreebooksNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Adax Brochure 2012 PDFDocument8 pagesAdax Brochure 2012 PDFESUSTENTALNo ratings yet
- CH 6 - Diaphragm - Analysis - Fundamentals and Design ExampleDocument164 pagesCH 6 - Diaphragm - Analysis - Fundamentals and Design ExampleCarson Baker100% (1)
- BuildingMaterialsPropertiesPerformanceandApplications 1 PDFDocument422 pagesBuildingMaterialsPropertiesPerformanceandApplications 1 PDFminkhangNo ratings yet
- FischerPANEEL 06 2012 Engl IDocument12 pagesFischerPANEEL 06 2012 Engl IviviNo ratings yet
- Tolerances To EN 10029 For Hot Rolled Plate 3mm and Above: GeneralDocument5 pagesTolerances To EN 10029 For Hot Rolled Plate 3mm and Above: GeneralKumar NawneetNo ratings yet
- Refresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Document10 pagesRefresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Kelvin LimNo ratings yet
- Product Guide Atul LTDDocument13 pagesProduct Guide Atul LTDHarish PatelNo ratings yet
- Summary of SAES-J-902Document7 pagesSummary of SAES-J-902Afzal Asif100% (1)
- Stainless Steel Surface TreatmentsDocument5 pagesStainless Steel Surface TreatmentsrpcampbellNo ratings yet
- Rubber Pad FormingDocument15 pagesRubber Pad FormingAdula Rajasekhar67% (3)
- Mid If ItDocument4 pagesMid If ItsncomputerNo ratings yet
- Assignment One SolvedDocument9 pagesAssignment One Solvedabebawabiyu100% (1)
- Sabroe Product Profile: / - Get Refrigeration RightDocument24 pagesSabroe Product Profile: / - Get Refrigeration RightVadimNo ratings yet
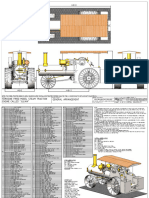
- Julian - A Case Inspired Traction EngineDocument10 pagesJulian - A Case Inspired Traction EngineBán ZoltánNo ratings yet
- Farnsworth House SummaryDocument6 pagesFarnsworth House SummaryAshtonNo ratings yet
- Hy200v3 Icc-Es Esr-4868Document46 pagesHy200v3 Icc-Es Esr-4868Nazmul HassanNo ratings yet
- A Step by Step Construction Guide How To Build A Home 1Document9 pagesA Step by Step Construction Guide How To Build A Home 1vdrizzilsNo ratings yet
- Chapter 3-Strut-and-Tie ModelDocument91 pagesChapter 3-Strut-and-Tie ModelAntenehNo ratings yet
- Home Interior Design Presentation For Mr. Piyush Arya and Mrs. Garima AryaDocument38 pagesHome Interior Design Presentation For Mr. Piyush Arya and Mrs. Garima AryaKalpana GuptaNo ratings yet
- Decke BR Metalldecken enDocument310 pagesDecke BR Metalldecken ensanjayNo ratings yet
- SABIC® LLDPE - 118WM - Global - Technical - Data - SheetDocument2 pagesSABIC® LLDPE - 118WM - Global - Technical - Data - Sheethafidz 35No ratings yet
- Serial Controller Installation & Interface GuideDocument40 pagesSerial Controller Installation & Interface GuideViệt Thảo TrầnNo ratings yet
- Aluminium GMAW GuideDocument32 pagesAluminium GMAW GuideDaniel Salinas100% (2)
- (2002) Simplified Design Procedure For Piled Raft FoundationsDocument18 pages(2002) Simplified Design Procedure For Piled Raft FoundationsRaghu MahadevappaNo ratings yet
- Tut 1Document5 pagesTut 1foranangelqwertyNo ratings yet
- Widmanst Atten Ferrite: Materials Science & Metallurgy Part II Course C9, AlloysDocument3 pagesWidmanst Atten Ferrite: Materials Science & Metallurgy Part II Course C9, AlloysfdcarazoNo ratings yet
- Reciprocating Cryogenic Pumps & Pump Installations FinalDocument19 pagesReciprocating Cryogenic Pumps & Pump Installations Finaldaimon_pNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Grinnell G-Fire Figure 40-5 Strap (Pipe Outlet) Americas OnlyDocument2 pagesGrinnell G-Fire Figure 40-5 Strap (Pipe Outlet) Americas OnlyRaydercito CocNo ratings yet
- Efs Lm6000cmpst-Efs 2015newDocument2 pagesEfs Lm6000cmpst-Efs 2015newMohamed AhmedNo ratings yet