You might also like
- Training Manual TM2500Document499 pagesTraining Manual TM2500lunadogger90% (29)
- Data Center Evaluation ChecklistDocument6 pagesData Center Evaluation Checklistcmms88No ratings yet
- Torque Method For AFC Plug TypeDocument7 pagesTorque Method For AFC Plug TypePranpath NarupantawartNo ratings yet
- Birkle, Dilger - 2008Document9 pagesBirkle, Dilger - 2008David VillalobosNo ratings yet
- Glulam Handbook-02 PDFDocument90 pagesGlulam Handbook-02 PDFBanuta GabrielNo ratings yet
- Owner's Engineer - A Viable Solution For Capital ProjectsDocument5 pagesOwner's Engineer - A Viable Solution For Capital Projectscmms88No ratings yet
- En010 104 Engineering MechanicsDocument1 pageEn010 104 Engineering MechanicsArun SaiNo ratings yet
- Training Manual-Piping: GasketsDocument6 pagesTraining Manual-Piping: GasketsMithun Unni NairNo ratings yet
- GasketsDocument34 pagesGasketsAslam AsiffNo ratings yet
- Complementary Products and DevicesDocument5 pagesComplementary Products and DevicesabodolkuhaaNo ratings yet
- PRES-1 External Presure Design - 07.02.16Document37 pagesPRES-1 External Presure Design - 07.02.16mithuwanNo ratings yet
- Comparative Finite Element Analysis of Pikotek VCS and RTJ PDFDocument28 pagesComparative Finite Element Analysis of Pikotek VCS and RTJ PDFAbigor45No ratings yet
- Tube Spinning Is A Form of Power Spinning in Which The Wall Thickness of A TubeDocument19 pagesTube Spinning Is A Form of Power Spinning in Which The Wall Thickness of A TubeSalih Burak GÜLENNo ratings yet
- Module 4 - Design of Tension MembersDocument30 pagesModule 4 - Design of Tension MembersSreelakshmi GNo ratings yet
- Kemampuan GasketDocument13 pagesKemampuan GaskethadiNo ratings yet
- GASKETDocument30 pagesGASKEThadiNo ratings yet
- How Do I Determine Bolt Torque For Flanged ConnectionsDocument6 pagesHow Do I Determine Bolt Torque For Flanged Connectionsloq100% (1)
- V001t03a004 pvs2017 3518Document15 pagesV001t03a004 pvs2017 3518João Pedro Marin De GodoiNo ratings yet
- Flexitallic BrochureDocument8 pagesFlexitallic BrochurealdaadrinaNo ratings yet
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDocument5 pagesDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- How Do I Determine Bolt Torque For Flanged Connections - GasketsDocument4 pagesHow Do I Determine Bolt Torque For Flanged Connections - GasketsNataraj MohanNo ratings yet
- Cylinders Compound Cylinders Press and Shrink Fits 1Document9 pagesCylinders Compound Cylinders Press and Shrink Fits 1Cerin91No ratings yet
- Bolt Torque DeterminationDocument11 pagesBolt Torque DeterminationRatna Giridhar Kavali100% (1)
- Torque PDFDocument3 pagesTorque PDFicetesterNo ratings yet
- Bearing Strength of Connected Part - ExplanationDocument13 pagesBearing Strength of Connected Part - ExplanationIvan Hadzi BoskovicNo ratings yet
- Cylinders, Compound Cylinders, Press & Shrink FitsDocument9 pagesCylinders, Compound Cylinders, Press & Shrink Fitstvsaagar100% (1)
- Steldeck Slab DesignDocument18 pagesSteldeck Slab DesignJason Ubaub CellonaNo ratings yet
- Determination of Design Parameters in Large Size Reinforced Polyethylene PipesDocument6 pagesDetermination of Design Parameters in Large Size Reinforced Polyethylene PipesTon PhichitNo ratings yet
- Artigo I - Análise de Fluência em Uma Ligação FlangeadaDocument10 pagesArtigo I - Análise de Fluência em Uma Ligação Flangeadacharles_acNo ratings yet
- Technical Notes: Safety Investigation of An Unbonded Floor System With Restraint CracksDocument11 pagesTechnical Notes: Safety Investigation of An Unbonded Floor System With Restraint CracksephremNo ratings yet
- Calculation Bolt Torque From Seating StressDocument3 pagesCalculation Bolt Torque From Seating StressPranpath NarupantawartNo ratings yet
- Design of Vertical Pressure VesselsDocument15 pagesDesign of Vertical Pressure VesselsMohit SinghNo ratings yet
- Garlock Metal - Gaskets TorqueDocument48 pagesGarlock Metal - Gaskets TorqueakenathorNo ratings yet
- Design of Cylinder CoversDocument4 pagesDesign of Cylinder Coversjaison jacobNo ratings yet
- Garlock Metallic Gasket CatalogDocument48 pagesGarlock Metallic Gasket CatalogcoyuncoNo ratings yet
- Garlock M&Y Values ExplanationDocument3 pagesGarlock M&Y Values Explanationneha165No ratings yet
- Gaskets-The Weakest Link - Article From Chemical Engineering June-2005Document3 pagesGaskets-The Weakest Link - Article From Chemical Engineering June-2005kumar_chemicalNo ratings yet
- 16 StaticgasketsDocument10 pages16 StaticgasketsRobinReyndersNo ratings yet
- Design of Large Opening Nozzle by Bulletin WRC-107Document12 pagesDesign of Large Opening Nozzle by Bulletin WRC-107ALONSO GOMEZNo ratings yet
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyNo ratings yet
- Gaskets and Their TypesDocument5 pagesGaskets and Their TypesManoj MulikNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Thrust Ring - PaperDocument10 pagesThrust Ring - Paperbhathiya01No ratings yet
- Design of Cylindrical and Spherical Vessels Under Internal PressureDocument25 pagesDesign of Cylindrical and Spherical Vessels Under Internal PressureboiroyNo ratings yet
- Henkel Worldwide Sealing Guidelines PDFDocument32 pagesHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- Bolt Torque FormulaDocument24 pagesBolt Torque Formulaماهر زارعي100% (1)
- Flange Gasket Basics GFDocument8 pagesFlange Gasket Basics GFSri DharNo ratings yet
- Friction Optimization On Hydraulic Piston Rod Seals PDFDocument8 pagesFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- 2 CasingDesignDocument34 pages2 CasingDesigncatur9No ratings yet
- Chapter 2. Tension MemberDocument12 pagesChapter 2. Tension MemberaskannancvNo ratings yet
- Products Strength Comparison Between Filament Winding (FW) and Centrifugal Winding (CW) High Pressure Pipes For Oil WellDocument6 pagesProducts Strength Comparison Between Filament Winding (FW) and Centrifugal Winding (CW) High Pressure Pipes For Oil WellAvik KunduNo ratings yet
- Ce (PC) 604Document14 pagesCe (PC) 604jyotirmaynath4444No ratings yet
- Flange Leakage Test As Per Asme Boiler & Pressure Vessel CodeDocument12 pagesFlange Leakage Test As Per Asme Boiler & Pressure Vessel CoderssambhiNo ratings yet
- MFG Tooling - 09 Progressive Dies PDFDocument16 pagesMFG Tooling - 09 Progressive Dies PDFNhan LeNo ratings yet
- Helico Flex CatalogDocument12 pagesHelico Flex CatalogUbanAirlanggaNo ratings yet
- Abbaswahbii - Rebort Design PDFDocument10 pagesAbbaswahbii - Rebort Design PDFgggggggNo ratings yet
- CODAL Provisions of Cold Formed Steel Angle Sections Under Tension MembersDocument4 pagesCODAL Provisions of Cold Formed Steel Angle Sections Under Tension MembersIJRASETPublicationsNo ratings yet
- Stress Intensifiyer in Tanks 01Document22 pagesStress Intensifiyer in Tanks 01gechaves1No ratings yet
- Tschemmernegg - Alma and Bijlaard PDFDocument8 pagesTschemmernegg - Alma and Bijlaard PDFJose SilvaNo ratings yet
- Garlock Metallic Gasket CatalogDocument46 pagesGarlock Metallic Gasket CatalogPeterSPNo ratings yet
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyFrom EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyNo ratings yet
- DBS Deposit GuideDocument24 pagesDBS Deposit Guidecmms88No ratings yet
- ITaaS - EMC2 IT-as-a-Service HandbookDocument23 pagesITaaS - EMC2 IT-as-a-Service Handbookcmms88No ratings yet
- Brochure Steel GratingDocument11 pagesBrochure Steel Gratingcmms88No ratings yet
- City Gas Handbook On Gas Supply Nov13Document57 pagesCity Gas Handbook On Gas Supply Nov13cmms88No ratings yet
- Strategies Using ETFsDocument16 pagesStrategies Using ETFscmms88No ratings yet
- SP800-64-Revision2 - Security Considerations in The System Development Life CycleDocument67 pagesSP800-64-Revision2 - Security Considerations in The System Development Life Cyclecmms88No ratings yet
- SSPC ChartDocument2 pagesSSPC ChartajuhaseenNo ratings yet
- Proper Bolt Axial Tightening Force and Proper Tightening TorqueDocument1 pageProper Bolt Axial Tightening Force and Proper Tightening Torquecmms88No ratings yet
- Tripac Technical Data - Bolt - Wrench Sizes ChartDocument19 pagesTripac Technical Data - Bolt - Wrench Sizes Chartcmms88100% (2)
- Caterpillar Marine Propulsion Systems BrochureDocument8 pagesCaterpillar Marine Propulsion Systems Brochurecmms88100% (2)
- Torque Value GuideDocument2 pagesTorque Value GuideSaurabh KaushikNo ratings yet
- SKF Bolt-Tightening HandbookDocument44 pagesSKF Bolt-Tightening Handbookcmms88100% (4)
- FXCM New To Forex GuideDocument27 pagesFXCM New To Forex Guidecmms88100% (1)
- Brick Construction GuideDocument13 pagesBrick Construction Guidecmms88100% (2)
- ShortTerm Trading SecretsDocument24 pagesShortTerm Trading Secretsbae32383% (30)
- Incoloy Alloys 800H 800HTDocument16 pagesIncoloy Alloys 800H 800HTkaramniaNo ratings yet
- UTP Welding Handbook EnglishDocument431 pagesUTP Welding Handbook Englishcmms88100% (1)
- Corrosion and Protection GuideDocument6 pagesCorrosion and Protection Guidexaekne100% (4)
- Ageing Plant Summary GuideDocument53 pagesAgeing Plant Summary GuideEyoma EtimNo ratings yet
- Tips Critical Crane Lift PDFDocument7 pagesTips Critical Crane Lift PDFb_wooNo ratings yet
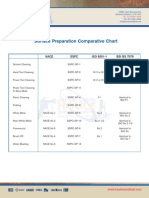
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
- Tips Critical Crane Lift PDFDocument7 pagesTips Critical Crane Lift PDFb_wooNo ratings yet
- Hempel Coating Reference Handbook GBDocument145 pagesHempel Coating Reference Handbook GBGerardo Castillo100% (2)
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- Atlas Technical Handbook Rev July 2010Document49 pagesAtlas Technical Handbook Rev July 2010cmms88100% (1)
- SSPC - Surface Prep STDDocument4 pagesSSPC - Surface Prep STDcmms88No ratings yet
- 8100 Hempadur 35560 BrochureDocument4 pages8100 Hempadur 35560 BrochurevicbaradatNo ratings yet
- Analysis and Design of Skew BridgesDocument4 pagesAnalysis and Design of Skew BridgesSHARATH VASUPRADANo ratings yet
- Hydraulic Seal Catalogue 2022Document423 pagesHydraulic Seal Catalogue 2022tepu msosa100% (1)
- Ultrasonic Welding of Ceramics - Metals Using InsertsDocument7 pagesUltrasonic Welding of Ceramics - Metals Using Insertsפּואַ פּוגאַNo ratings yet
- Exercise 6Document4 pagesExercise 6JorgeNo ratings yet
- Aerogel Seminar Report FinalDocument44 pagesAerogel Seminar Report FinalI'm the oneNo ratings yet
- D7425D7425M 13Document3 pagesD7425D7425M 13diego rodriguez100% (1)
- Climate ZonesDocument2 pagesClimate Zonesapi-308047560No ratings yet
- Shielding Gases ACM Vs CO2Document34 pagesShielding Gases ACM Vs CO2ukavathekar100% (2)
- Md1 Module 2Document17 pagesMd1 Module 2Daniel MillanoNo ratings yet
- Basics of Pipe Stress Analysis A Presentation-Part 2 of 2Document6 pagesBasics of Pipe Stress Analysis A Presentation-Part 2 of 2iaftNo ratings yet
- Durafix Easyweld Flyer EnglishDocument2 pagesDurafix Easyweld Flyer EnglishDavid Assumpção da SilvaNo ratings yet
- GCSE AQA Chemistry 8642 Paper 1Document28 pagesGCSE AQA Chemistry 8642 Paper 1walidabdulrahman96No ratings yet
- E83 10a Standard Practice For Verification and Classification of Extensometer Systems 1Document14 pagesE83 10a Standard Practice For Verification and Classification of Extensometer Systems 1Ruben HernandezNo ratings yet
- SGT-600 GT PowerGen ENDocument4 pagesSGT-600 GT PowerGen ENBehnamayoubzadehNo ratings yet
- Header&pipe Sizes - 00361Document9 pagesHeader&pipe Sizes - 00361JKKNo ratings yet
- Acoustic Emission Monitoring During Resistance Spot-WeldingDocument6 pagesAcoustic Emission Monitoring During Resistance Spot-WeldingROHITNo ratings yet
- Gazil, Jerico June C. Module 3 With AnswerDocument2 pagesGazil, Jerico June C. Module 3 With AnswerJunior PayatotNo ratings yet
- 9702 w22 Ms 42 PDFDocument16 pages9702 w22 Ms 42 PDFsangdeepNo ratings yet
- 5.2 CLIVET Air Cooled Inv-Screw ChillerDocument17 pages5.2 CLIVET Air Cooled Inv-Screw Chillerremigius yudhiNo ratings yet
- Replica Metallography and Penetrant TestingDocument14 pagesReplica Metallography and Penetrant TestingBala Singam100% (1)
- Automotive SteelsDocument12 pagesAutomotive SteelspratyaygeminiNo ratings yet
- Random Document of Physics Definitions For LC 2024Document12 pagesRandom Document of Physics Definitions For LC 2024bobby alexanderNo ratings yet
- Thermal ConductivityDocument5 pagesThermal ConductivitySiva Kumar SalumuriNo ratings yet
- Dorfman & Ogden MullinsEffectReinforcedRubberDocument24 pagesDorfman & Ogden MullinsEffectReinforcedRubberNelson VieiraNo ratings yet
- Wind Effect On High Rise BuildingDocument10 pagesWind Effect On High Rise BuildingRUSHALI SRIVASTAVANo ratings yet
- Changes in The Efficiency of Photovoltaic Energy Conversion in TemperatureDocument6 pagesChanges in The Efficiency of Photovoltaic Energy Conversion in TemperatureHasanNo ratings yet
- Lab 4Document4 pagesLab 4HiNo ratings yet
- Preventive MaintenanceDocument46 pagesPreventive MaintenanceNandhakumarNo ratings yet