You might also like
- Sika Crack Injection Method Statement PDFDocument16 pagesSika Crack Injection Method Statement PDFDP PRANNo ratings yet
- Hot Weather ConcretingDocument26 pagesHot Weather ConcretingSaulat JillaniNo ratings yet
- Rehabilitation of Concrete Tank Using Epoxy and FRP LiningDocument5 pagesRehabilitation of Concrete Tank Using Epoxy and FRP LiningChaitanya ShahNo ratings yet
- Durability of ConcreteDocument33 pagesDurability of Concreteabdulwahab11No ratings yet
- Post Tension CablesDocument1 pagePost Tension CablesMike FotiouNo ratings yet
- Epoxy Vs GalvanizedDocument6 pagesEpoxy Vs GalvanizedLewoskiNo ratings yet
- The Basics of Deteriorating Concrete at Wastwater Plants-Tips On Causes Repair and ResourcesDocument9 pagesThe Basics of Deteriorating Concrete at Wastwater Plants-Tips On Causes Repair and ResourcesPrakash100% (1)
- Crack Injection Repair To Concrete Structures: Method Statement For ApplicationDocument3 pagesCrack Injection Repair To Concrete Structures: Method Statement For ApplicationbotchNo ratings yet
- Carbon Fiber Beam Reinforcement CalculationDocument4 pagesCarbon Fiber Beam Reinforcement CalculationStructural SpreadsheetsNo ratings yet
- Cathodic Protection Course BrochureDocument2 pagesCathodic Protection Course BrochurechkzaNo ratings yet
- Dokumen - Tips - Fosroc Product Catalogue 2020 Parchem Catalogue 2020 About Fosroc ParchemDocument100 pagesDokumen - Tips - Fosroc Product Catalogue 2020 Parchem Catalogue 2020 About Fosroc ParchemVõ Quang KiệtNo ratings yet
- 2.2 Concrete FailureDocument64 pages2.2 Concrete Failuremuhammad harrisNo ratings yet
- PQCP-06.03.09 Concrete Crack RepairDocument3 pagesPQCP-06.03.09 Concrete Crack RepairmiaicarbaNo ratings yet
- Basf Masteremaco Application GuideDocument15 pagesBasf Masteremaco Application GuideSolomon AhimbisibweNo ratings yet
- Qcs 2010 Part 14 Protective Treatments For ConcreteDocument19 pagesQcs 2010 Part 14 Protective Treatments For ConcreteRotsapNayrb100% (1)
- Preventing Corrosion of Steel Rebar in ConcreteDocument17 pagesPreventing Corrosion of Steel Rebar in ConcreteEnanko MazumderNo ratings yet
- Corrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngDocument45 pagesCorrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngAnand JadoenathmisierNo ratings yet
- Concrete Durability Index Tests Need ImprovementDocument29 pagesConcrete Durability Index Tests Need Improvementrameshbabu_1979No ratings yet
- Tufbond - Injection - Resins Oman Crack RepairDocument2 pagesTufbond - Injection - Resins Oman Crack RepairWilfredoEnghoyNo ratings yet
- Recron 3S GuideDocument11 pagesRecron 3S GuideJay BhayaniNo ratings yet
- Structural Cracks in BeamDocument2 pagesStructural Cracks in Beamswapnil gandhiNo ratings yet
- Repair and RehabilitationDocument115 pagesRepair and RehabilitationBala Subramanian0% (1)
- 01 PTE Unbonded System 02 070909Document9 pages01 PTE Unbonded System 02 070909Aizaz ShaikhNo ratings yet
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDocument17 pagesCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulNo ratings yet
- Elec SpecsDocument32 pagesElec SpecsjewdNo ratings yet
- Fusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionDocument13 pagesFusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionMuhamad Hafid ANo ratings yet
- Comparing Concrete Durability TestsDocument3 pagesComparing Concrete Durability TestsHoang An TranNo ratings yet
- Concrete Repair with RealkalisationDocument180 pagesConcrete Repair with Realkalisationsimolas123No ratings yet
- Durability of Concrete Exposed To Marine Environment-A Fresh LookDocument30 pagesDurability of Concrete Exposed To Marine Environment-A Fresh LookElizabeth CruzNo ratings yet
- Sikadur Combiflex SG System 201008 LowDocument8 pagesSikadur Combiflex SG System 201008 LowSebastian CiprianNo ratings yet
- Corrosion of Steel in ConcreteDocument7 pagesCorrosion of Steel in ConcreteMehdi KashaniNo ratings yet
- Abacus FoundationsDocument9 pagesAbacus FoundationsNath GunasekeraNo ratings yet
- Curing of High-Performance Concrete: Report of The State-of-the-ArtDocument203 pagesCuring of High-Performance Concrete: Report of The State-of-the-ArtAlexis LopezNo ratings yet
- Presentation FRPDocument35 pagesPresentation FRPANKESH SHRIVASTAVANo ratings yet
- Repair and Rehabilitation of RCC Structures 2Document7 pagesRepair and Rehabilitation of RCC Structures 2RESHMA DHRUWNo ratings yet
- Concrete Repair M.SDocument10 pagesConcrete Repair M.Shossam eldin sobhyNo ratings yet
- Causes and Evaluation of Cracks in Concrete StructuresDocument5 pagesCauses and Evaluation of Cracks in Concrete StructuresInternational Jpurnal Of Technical Research And ApplicationsNo ratings yet
- Method Statement of Crack Repair PDFDocument22 pagesMethod Statement of Crack Repair PDFCharlie ChuNo ratings yet
- Injection: Solutions For Underground ConstructionDocument12 pagesInjection: Solutions For Underground ConstructionDevinder SokhiNo ratings yet
- Corrosion Steel Concrete CIP 25Document2 pagesCorrosion Steel Concrete CIP 25Yoke ShuNo ratings yet
- Creep and Shrinkage Prediction Model For Analysis and Design of Concrete Structures: Model B3Document77 pagesCreep and Shrinkage Prediction Model For Analysis and Design of Concrete Structures: Model B3Concepción de PuentesNo ratings yet
- Cempatch SDocument2 pagesCempatch Sjerry6670100% (1)
- Concrete Deterioration Prevention and Repair TechniquesDocument32 pagesConcrete Deterioration Prevention and Repair TechniquesNavindu SwamiNo ratings yet
- Fosroc Construction Grout SolutionsDocument9 pagesFosroc Construction Grout Solutionshareesh13hNo ratings yet
- Pages From Concrete Repair and Maintenance Illustrated, PH Emmons PDFDocument3 pagesPages From Concrete Repair and Maintenance Illustrated, PH Emmons PDFCurtis DookieNo ratings yet
- Geometric Shape Imperfections in Welding - Causes and Acceptance StandardsDocument16 pagesGeometric Shape Imperfections in Welding - Causes and Acceptance StandardsGabriel PanaNo ratings yet
- Corrosion of Metals in Concrete PDFDocument30 pagesCorrosion of Metals in Concrete PDFagnotts09No ratings yet
- Constructive solutions for honeycomb concrete repairsDocument4 pagesConstructive solutions for honeycomb concrete repairsR.ThangarajNo ratings yet
- Temperature problems in concretingDocument4 pagesTemperature problems in concretingMirosha NavaratnaNo ratings yet
- Reinforced Concrete BasicsDocument12 pagesReinforced Concrete BasicshistorymakeoverNo ratings yet
- Properties of Hardened Concrete-Durability - 2Document56 pagesProperties of Hardened Concrete-Durability - 2Nani DeskaaNo ratings yet
- Minimum Steel Reinforcement in Concrete and Clear Cover RequirementsDocument3 pagesMinimum Steel Reinforcement in Concrete and Clear Cover RequirementsMuhammadIqbalMughalNo ratings yet
- Fibre Reinforced Concrete PDFDocument79 pagesFibre Reinforced Concrete PDFShaik Asif AliNo ratings yet
- Epoxy Injection MethodologyDocument10 pagesEpoxy Injection MethodologySiamakSabaNo ratings yet
- Factors Affecting Durability of Concrete PDFDocument2 pagesFactors Affecting Durability of Concrete PDFMary50% (2)
- Types of CracksDocument14 pagesTypes of Cracksasl halNo ratings yet
- Sika-Wrap Struct StrengthDocument7 pagesSika-Wrap Struct StrengthMiky CastenNo ratings yet
- Repair and Rehabilitation of StructuresDocument11 pagesRepair and Rehabilitation of StructuresSaravana Chandhran100% (1)
- Permanent Formwork for Composite Bridge DecksDocument2 pagesPermanent Formwork for Composite Bridge DecksjimmydomingojrNo ratings yet
- Building Maintainence Assignment VDocument10 pagesBuilding Maintainence Assignment VShruti KhatanNo ratings yet
- Njdot 2007Document3 pagesNjdot 2007Tavio TavioTavioNo ratings yet
- Tensile Characterization of Glass FRP Bars: S. Kocaoz, V.A. Samaranayake, A. NanniDocument8 pagesTensile Characterization of Glass FRP Bars: S. Kocaoz, V.A. Samaranayake, A. NanniTavio TavioTavioNo ratings yet
- Potential Reactivity Chamber: ModelsDocument1 pagePotential Reactivity Chamber: ModelsTavio TavioTavioNo ratings yet
- Seismoc Disign of Masonry BuildingsDocument22 pagesSeismoc Disign of Masonry BuildingsStefania ScarlatNo ratings yet
- EIJCSE2039Document16 pagesEIJCSE2039Tavio TavioTavioNo ratings yet
- 99 s01Document9 pages99 s01Tavio TavioTavioNo ratings yet
- ChimneyDocument14 pagesChimneym_aswantoNo ratings yet
- Previews ACI 314R 11 PreDocument6 pagesPreviews ACI 314R 11 PreTavio TavioTavio0% (1)
- MR32Document163 pagesMR32Tavio TavioTavioNo ratings yet
- Proposed Design of High-Strength Spiral Reinforcement in Compression MembersDocument12 pagesProposed Design of High-Strength Spiral Reinforcement in Compression MembersTavio TavioTavioNo ratings yet
- Proposed Design of High-Strength Spiral Reinforcement in Compression MembersDocument12 pagesProposed Design of High-Strength Spiral Reinforcement in Compression MembersTavio TavioTavioNo ratings yet
- Tensile Coupon Test Lab: - Materials PropertiesDocument0 pagesTensile Coupon Test Lab: - Materials PropertiesTavio TavioTavioNo ratings yet
- 99 s01Document9 pages99 s01Tavio TavioTavioNo ratings yet
- F 97 S 65Document12 pagesF 97 S 65Tavio TavioTavioNo ratings yet
- MR32Document163 pagesMR32Tavio TavioTavioNo ratings yet
- Tensile Coupon Test Lab: - Materials PropertiesDocument0 pagesTensile Coupon Test Lab: - Materials PropertiesTavio TavioTavioNo ratings yet
- Shanshan Fib07Document12 pagesShanshan Fib07Tavio TavioTavioNo ratings yet
- TEST COUPONS VS CASTING PROPERTIESDocument24 pagesTEST COUPONS VS CASTING PROPERTIESmarutb99No ratings yet
- Large Diameter Bored PileDocument4 pagesLarge Diameter Bored PileJammy KingNo ratings yet
- Section 5. Tolerable and Differential SettlementDocument21 pagesSection 5. Tolerable and Differential SettlementTavio TavioTavioNo ratings yet
- TEST COUPONS VS CASTING PROPERTIESDocument24 pagesTEST COUPONS VS CASTING PROPERTIESmarutb99No ratings yet
- Ep61412.PDF - Piping Classes 600#Document10 pagesEp61412.PDF - Piping Classes 600#eke23No ratings yet
- Failure Analysis Report DT2317 Hose Suction HydraulicDocument9 pagesFailure Analysis Report DT2317 Hose Suction HydraulicEng PLM ACPNo ratings yet
- Design Collaboration Paper - Aia Aisc - 081320 PDFDocument23 pagesDesign Collaboration Paper - Aia Aisc - 081320 PDFjackcan501No ratings yet
- Effect of Floating Column On RCC Building With and Without Infill Wall Subjected Seismic ForceDocument7 pagesEffect of Floating Column On RCC Building With and Without Infill Wall Subjected Seismic ForceChime MornNo ratings yet
- Forum Fluid End Pump PartsDocument18 pagesForum Fluid End Pump PartsriskvisionNo ratings yet
- Sika Solutions For Waste Water Treatment Plants - Low PDFDocument48 pagesSika Solutions For Waste Water Treatment Plants - Low PDFsaber66No ratings yet
- Hvac Duct Static Pressure CalculationDocument9 pagesHvac Duct Static Pressure CalculationSharifur RehmanNo ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofAshish SontakkeNo ratings yet
- Jabal Al Zaytoon ClubDocument8 pagesJabal Al Zaytoon ClubPraveen KumarNo ratings yet
- Guntur NBCC SorDocument57 pagesGuntur NBCC SorPrawinkumar RajanNo ratings yet
- Name of Project: Structure Parcel OfficeDocument31 pagesName of Project: Structure Parcel Officemohan sundarNo ratings yet
- Bamboo Mat Corrugated Roofing Sheets PDFDocument2 pagesBamboo Mat Corrugated Roofing Sheets PDFDante Lepe GallardoNo ratings yet
- The Concepts and Specification of Maintainance Ramp For Military VehicleDocument5 pagesThe Concepts and Specification of Maintainance Ramp For Military VehicleRestu PutraNo ratings yet
- The Use of Geosynthetics in Road ConstructionDocument47 pagesThe Use of Geosynthetics in Road ConstructionPaulo Nascimento100% (2)
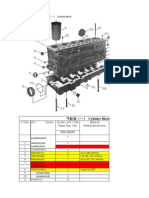
- Manual Weichai WD 615.46 - Euro IIDocument62 pagesManual Weichai WD 615.46 - Euro IISamuelOliveira100% (14)
- WALL PRESSURE ANALYSISDocument6 pagesWALL PRESSURE ANALYSISbuffyto5377No ratings yet
- Atlas Copco: Stationary Air CompressorsDocument66 pagesAtlas Copco: Stationary Air CompressorsChriss Vzz100% (4)
- Bridge Beam Details - 2nd Edition PDFDocument9 pagesBridge Beam Details - 2nd Edition PDFKrzy HoNo ratings yet
- Piping Latest Aramco QuestionsDocument2 pagesPiping Latest Aramco Questionschandu666creator0% (1)
- ContentDocument29 pagesContentys bdNo ratings yet
- Dezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFDocument24 pagesDezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFANILNo ratings yet
- 21-50-007 AVK Resilient Seated Gate Valve DN50-400Document2 pages21-50-007 AVK Resilient Seated Gate Valve DN50-400Ferdi SagalaNo ratings yet
- SB Oct07 DisclaimerDocument16 pagesSB Oct07 DisclaimerNgo Dieu Thuy TrangNo ratings yet
- TunnellingDocument37 pagesTunnellingrockyminNo ratings yet
- Hydraulic Calculation For Fire PumpDocument9 pagesHydraulic Calculation For Fire PumpShaifful NizamNo ratings yet
- Nitotile GPDocument2 pagesNitotile GPVincent JavateNo ratings yet
- Mohsin ResumeDocument2 pagesMohsin ResumeMohsin ShaikhNo ratings yet
- Steel and Pipes For Africa Price ListDocument1 pageSteel and Pipes For Africa Price ListG A U G E100% (3)
- 2 Stresses in Pavements Solved Examples With Charts of FlexibleDocument17 pages2 Stresses in Pavements Solved Examples With Charts of FlexibleNahom Esh100% (1)