You might also like
- Notes on Plant layout Part 1Document1 pageNotes on Plant layout Part 1jokishNo ratings yet
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocument1 pageBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNo ratings yet
- How A Steam Jet EjectorDocument1 pageHow A Steam Jet EjectorjokishNo ratings yet
- Objectives Boiler Water TreatmentDocument1 pageObjectives Boiler Water TreatmentjokishNo ratings yet
- DryingDocument1 pageDryingjokishNo ratings yet
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocument1 pageBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNo ratings yet
- DryingDocument1 pageDryingjokishNo ratings yet
- Jet PumpsDocument3 pagesJet PumpsjokishNo ratings yet
- Impeller TypesDocument1 pageImpeller TypesjokishNo ratings yet
- Wire RopeDocument1 pageWire RopejokishNo ratings yet
- What Is CommissioningDocument1 pageWhat Is CommissioningjokishNo ratings yet
- Chemical Engineering ReferenceDocument2 pagesChemical Engineering Referencejokish0% (1)
- Pressure Relief DeviceDocument1 pagePressure Relief DevicejokishNo ratings yet
- Applications of Liquid Ejectors and Jet PumpsDocument1 pageApplications of Liquid Ejectors and Jet PumpsjokishNo ratings yet
- ConductanceDocument1 pageConductancejokishNo ratings yet
- Typical Overall Heat-Transfer CoefficientsDocument2 pagesTypical Overall Heat-Transfer CoefficientsjokishNo ratings yet
- Calculate LFL and UFL of Gas MixturesDocument1 pageCalculate LFL and UFL of Gas MixturesjokishNo ratings yet
- BafflesDocument1 pageBafflesjokishNo ratings yet
- Process Systems ReviewDocument2 pagesProcess Systems ReviewjokishNo ratings yet
- Mixing and AgitationDocument1 pageMixing and AgitationjokishNo ratings yet
- Humid PDFDocument4 pagesHumid PDFFrank MtetwaNo ratings yet
- Natural Draft Cooling TowersDocument2 pagesNatural Draft Cooling TowersjokishNo ratings yet
- EjectorsDocument1 pageEjectorsjokishNo ratings yet
- How To Do Sundarkand Path & BenifitsDocument1 pageHow To Do Sundarkand Path & BenifitsjokishNo ratings yet
- Preliminary Heat Exchanger Design ExampleDocument4 pagesPreliminary Heat Exchanger Design ExamplejokishNo ratings yet
- Fundamentals of Heat Exchanger Theory and DesignDocument3 pagesFundamentals of Heat Exchanger Theory and DesignSakthikumar ChandrasekaranNo ratings yet
- Stress AnalysisDocument1 pageStress AnalysisjokishNo ratings yet
- FansDocument1 pageFansjokishNo ratings yet
- Intro to Mechanical Draft Coolers and Heat ExchangersDocument1 pageIntro to Mechanical Draft Coolers and Heat ExchangersjokishNo ratings yet
- PumpsDocument1 pagePumpsjokishNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- American Institute of Chemical EngineersDocument35 pagesAmerican Institute of Chemical EngineersPathik PandyaNo ratings yet
- Catalysts A Adsorbents Catalogue-EnglishDocument14 pagesCatalysts A Adsorbents Catalogue-EnglishNathalia DelgadoNo ratings yet
- Hydroconversion Tut Sheet Tut 6BDocument2 pagesHydroconversion Tut Sheet Tut 6BRohit SahuNo ratings yet
- ShubhiDocument132 pagesShubhiAmit SinghNo ratings yet
- 106Document1 page106ahm3d16n100% (1)
- Material Selection HandbookDocument127 pagesMaterial Selection HandbookAdi SutardiNo ratings yet
- Refinery Process DescriptionDocument24 pagesRefinery Process DescriptionjeyalaksNo ratings yet
- Hydroprocessing Pilot PlantsDocument4 pagesHydroprocessing Pilot PlantsNattapong PongbootNo ratings yet
- RefineryDocument100 pagesRefineryshaliq28No ratings yet
- Title / Link To Download Bidding DocumentDocument24 pagesTitle / Link To Download Bidding Documentarjun SinghNo ratings yet
- Oil and Gas BrochureDocument12 pagesOil and Gas BrochureHasnah MalindaNo ratings yet
- Refinery Operations Planning GuideDocument95 pagesRefinery Operations Planning GuideMarwa NabilNo ratings yet
- Annual Corrosion Survey Report 2013-14Document140 pagesAnnual Corrosion Survey Report 2013-14Jay Lawson100% (2)
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectTarek Fawzy100% (1)
- Crude Oil Refining ProcessDocument45 pagesCrude Oil Refining ProcessAnubhav Tiwari100% (2)
- Basics of Refining and Optimization Dec 2019Document31 pagesBasics of Refining and Optimization Dec 2019AranyosiMártonNo ratings yet
- Summer Internship/Vocational Training Report: - Mr. Bardan LamaDocument40 pagesSummer Internship/Vocational Training Report: - Mr. Bardan Lamachemical todiNo ratings yet
- Conocophillips S Zorb Diesel Process: Ed Sughrue and John S. ParsonsDocument6 pagesConocophillips S Zorb Diesel Process: Ed Sughrue and John S. ParsonsBharavi K SNo ratings yet
- Chemical Reaction and Reactor DesignDocument408 pagesChemical Reaction and Reactor Designrodrigonpimentel86% (7)
- VolsampDocument153 pagesVolsampSonny HutomoNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0043279 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2010/0043279 A1vitorio netoNo ratings yet
- Refinery Workbook A: Siting AppendicesDocument533 pagesRefinery Workbook A: Siting AppendicesNitish ReddyNo ratings yet
- Lubricant SelectionDocument9 pagesLubricant Selectionrahim08No ratings yet
- Assessment Reports Final PDFDocument235 pagesAssessment Reports Final PDFFarhan KhanNo ratings yet
- Godara Phase 3Document20 pagesGodara Phase 3Devandra GodaraNo ratings yet
- 1 s2.0 S0960852416307313 Mainjetfuel PDFDocument9 pages1 s2.0 S0960852416307313 Mainjetfuel PDFAllBetaNo ratings yet
- CDHydro - CDTECH PDFDocument37 pagesCDHydro - CDTECH PDFVuToanThangNo ratings yet
- Miniaturization of Hvdrowocessina Catalvst Testing System Sie 1996 AIChE Journal PDFDocument10 pagesMiniaturization of Hvdrowocessina Catalvst Testing System Sie 1996 AIChE Journal PDFBrenda Rubí Hdz BetancourtNo ratings yet
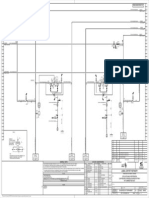
- 1CD1213A-DI-8110-PD-0000-0007-Preliminary Data For Refining UnitsDocument11 pages1CD1213A-DI-8110-PD-0000-0007-Preliminary Data For Refining UnitsРоман БелоусовNo ratings yet