You might also like
- RitesDocument11 pagesRitesMadmen quillNo ratings yet
- GPSA 22 Sulfur RecoveryDocument32 pagesGPSA 22 Sulfur RecoveryDavid Cortez Peralta100% (1)
- STS Gene TherapyDocument12 pagesSTS Gene Therapyedgar malupengNo ratings yet
- UniSim Flare Getting Started GuideDocument62 pagesUniSim Flare Getting Started GuideSaputra100% (1)
- Zeeco Burner Division DB SeriesDocument6 pagesZeeco Burner Division DB Series1mmahoneyNo ratings yet
- SULPHUR RECOVERY UNIT START-UP CONSIDERATIONSDocument26 pagesSULPHUR RECOVERY UNIT START-UP CONSIDERATIONSRiyesh KpNo ratings yet
- Sample FEA ReportDocument13 pagesSample FEA ReportMario Tirabassi100% (1)
- Engineering Formulas and Conversions GuideDocument29 pagesEngineering Formulas and Conversions GuidevamsiklNo ratings yet
- FEA 107 Validation ExperimentDocument7 pagesFEA 107 Validation ExperimentMas Arman TewoNo ratings yet
- Pelatihan HTRIDocument44 pagesPelatihan HTRIAchmad MulyanaNo ratings yet
- Sulfur Recovery Process Selection and CostsDocument5 pagesSulfur Recovery Process Selection and Costsbakhtiari_afNo ratings yet
- STD-Insurance Commission TRAD REVIEWER Rev1 PDFDocument24 pagesSTD-Insurance Commission TRAD REVIEWER Rev1 PDFJomar Carabot100% (1)
- Cracker SafetyDocument37 pagesCracker Safetykhanasifalam100% (1)
- Burner CalculationDocument29 pagesBurner Calculationjoshuadelapava100% (1)
- Fluid Catalytic Cracking: Science and TechnologyFrom EverandFluid Catalytic Cracking: Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 pagesMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignBrijesh0% (1)
- Philippine Folk Dances Explored in DetailDocument7 pagesPhilippine Folk Dances Explored in DetailLee Mah Ri60% (5)
- DesignII Lecture 02 ReboilerDesignDocument19 pagesDesignII Lecture 02 ReboilerDesignRam L Rao100% (1)
- BS 7910Document12 pagesBS 7910Mas Arman Tewo50% (2)
- Thermal Intgration ReboilerDocument3 pagesThermal Intgration ReboilerChem.EnggNo ratings yet
- Sulphur RecoveryDocument8 pagesSulphur RecoveryprthrNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- Engineering Critical Analyses To BS 7910Document15 pagesEngineering Critical Analyses To BS 7910Mas Arman TewoNo ratings yet
- Select The Right ReboilerDocument2 pagesSelect The Right ReboilerSteven A McMurray100% (2)
- PRO-II Thermodynamic Model SelectionDocument79 pagesPRO-II Thermodynamic Model Selectionchemsac2100% (1)
- Recto Law and Maceda LawDocument3 pagesRecto Law and Maceda Lawjulie cairo0% (1)
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDocument7 pagesMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNo ratings yet
- Ethylene Plant Analysis PDFDocument8 pagesEthylene Plant Analysis PDFtotpityiNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- 1386 - FM Front Page Industrial Burner HandbookDocument14 pages1386 - FM Front Page Industrial Burner HandbookMas Arman Tewo0% (1)
- How To Love The LORD With All Your Heart, Soul, and StrengthDocument5 pagesHow To Love The LORD With All Your Heart, Soul, and StrengthGodmadeMusic100% (1)
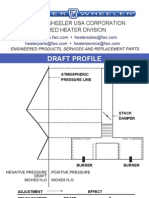
- Foster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsDocument2 pagesFoster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsMas Arman Tewo100% (2)
- Understand Heat Flux Limitations On Reboiler Design PDFDocument10 pagesUnderstand Heat Flux Limitations On Reboiler Design PDFthawdarNo ratings yet
- Comparative Study of Flare Modeling MethodologiesDocument15 pagesComparative Study of Flare Modeling MethodologiesLorena DávilaNo ratings yet
- Vacuum Unit Design and Operation TrainingDocument136 pagesVacuum Unit Design and Operation Trainingsunggwan kim0% (1)
- 84D8CDocument17 pages84D8CDWNLD USRML100% (1)
- Steam VentDocument4 pagesSteam VentShameer MajeedNo ratings yet
- Ethylene Production GuideDocument53 pagesEthylene Production Guidekingcobra008100% (5)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Fired Heater DesignDocument32 pagesFired Heater DesignGanesh KumarNo ratings yet
- Design of A Vertical Thermosyphon ReboilerDocument6 pagesDesign of A Vertical Thermosyphon ReboilerhurrikenNo ratings yet
- Proceedings of International Conference on Heat Exchanger Fouling and Cleaning - 2011 (Peer-reviewedDocument8 pagesProceedings of International Conference on Heat Exchanger Fouling and Cleaning - 2011 (Peer-reviewedFranklin Santiago Suclla Podesta100% (2)
- Training on Low NOx Burners and Emission Reduction TechniquesDocument16 pagesTraining on Low NOx Burners and Emission Reduction TechniquesTissa1969No ratings yet
- Refrigerated gas plant LTS temperatureDocument6 pagesRefrigerated gas plant LTS temperatureOsas UwoghirenNo ratings yet
- Investigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceDocument11 pagesInvestigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceSantoso WijayaNo ratings yet
- Basics of Reforming, Shapes and Carbon WSVDocument28 pagesBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemNo ratings yet
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Introduction To Reboiler DesignDocument3 pagesIntroduction To Reboiler Design1940LaSalleNo ratings yet
- Spreadsheet Calculates Critical FlowDocument8 pagesSpreadsheet Calculates Critical Flowhwang20% (1)
- Thermal Oxidation For VOC Control: 13.1 Combustion BasicsDocument17 pagesThermal Oxidation For VOC Control: 13.1 Combustion Basicsdardocapo100% (1)
- Specify Better Low NOx Burners For FurnacesDocument4 pagesSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- Burn Selection MatrixDocument1 pageBurn Selection MatrixsahasidNo ratings yet
- Ethylene Safety Incidents PDFDocument88 pagesEthylene Safety Incidents PDFMas Arman TewoNo ratings yet
- Aspen Fired Heater Models in HYSYS SimulationsDocument13 pagesAspen Fired Heater Models in HYSYS SimulationsWendellReeceFrankNo ratings yet
- Technip Separations PDFDocument19 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Application of Lean Premix BurnersDocument29 pagesApplication of Lean Premix BurnersAJan RayongNo ratings yet
- 1989 - 2009 Ethylene Producers'Document142 pages1989 - 2009 Ethylene Producers'David RodriguesNo ratings yet
- Steam Reforming - Approach To EquilibriumDocument39 pagesSteam Reforming - Approach To EquilibriumAlexReituNo ratings yet
- Controlling Fired HeatersDocument6 pagesControlling Fired HeatersiqjoeljoachinNo ratings yet
- Burner PerformDocument4 pagesBurner Performjuanper01No ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- Fired Heater Study ReportDocument15 pagesFired Heater Study ReportALONSO GOMEZNo ratings yet
- CrackingDocument33 pagesCrackingEman El DsoukyNo ratings yet
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsFrom EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Flue Gas Recirculation For Stoker BoilersDocument9 pagesFlue Gas Recirculation For Stoker BoilersEn CsakNo ratings yet
- Process Heat Transfer HofDocument156 pagesProcess Heat Transfer Hofvazzoleralex6884100% (1)
- Deaerator Venting Capacity CalculationsDocument2 pagesDeaerator Venting Capacity CalculationsEng Alf100% (1)
- Direct Contact Gas-LiquidDocument7 pagesDirect Contact Gas-LiquidgiovanniNo ratings yet
- Process Burner Spacing PDFDocument5 pagesProcess Burner Spacing PDFanwarhas05No ratings yet
- Chap 34 PDFDocument16 pagesChap 34 PDFnelson escuderoNo ratings yet
- Steam AccumulatorsDocument3 pagesSteam Accumulatorsedi mambang daengNo ratings yet
- Recirculation Flue Gas FanDocument4 pagesRecirculation Flue Gas Fanhuynhthanhtamga1981No ratings yet
- Torque Charts and Pump Tutorial 3Document7 pagesTorque Charts and Pump Tutorial 3Mas Arman TewoNo ratings yet
- Flexitallic Joint Integrity CalculationsDocument7 pagesFlexitallic Joint Integrity Calculationslotra1979No ratings yet
- ABSA Failure Alert IB06-003Document1 pageABSA Failure Alert IB06-003Mas Arman TewoNo ratings yet
- Aluminum Brazed HEX Chart 015Document4 pagesAluminum Brazed HEX Chart 015Mas Arman TewoNo ratings yet
- Torque of Stainless Steel, Non Ferrous TorqueDocument1 pageTorque of Stainless Steel, Non Ferrous TorqueMas Arman TewoNo ratings yet
- CH 37 Waste Water GEDocument22 pagesCH 37 Waste Water GEMas Arman TewoNo ratings yet
- Presentation PVP 2008 Fastener Preload GuidanceDocument19 pagesPresentation PVP 2008 Fastener Preload GuidanceMas Arman TewoNo ratings yet
- ABSA Newsletter Provides Updates on Safety Standards and RegulationsDocument4 pagesABSA Newsletter Provides Updates on Safety Standards and RegulationsMas Arman TewoNo ratings yet
- 01 Script Hydrodynamic Layout PDFDocument0 pages01 Script Hydrodynamic Layout PDFMas Arman TewoNo ratings yet
- A Step by Step Introduction To FEADocument7 pagesA Step by Step Introduction To FEAMas Arman TewoNo ratings yet
- Practical Fracture MechanicsDocument2 pagesPractical Fracture MechanicsMas Arman TewoNo ratings yet
- Seismic Load Calculation Using G-Values in PV EliteDocument3 pagesSeismic Load Calculation Using G-Values in PV EliteMas Arman TewoNo ratings yet
- Mechanical Design Internals Column Notes PDFDocument14 pagesMechanical Design Internals Column Notes PDFMas Arman TewoNo ratings yet
- SCL Through Areas of Peak StressDocument14 pagesSCL Through Areas of Peak StressetyuyNo ratings yet
- Tall Vertical ColumnsDocument2 pagesTall Vertical ColumnsMas Arman TewoNo ratings yet
- Behind The Pretty Pictures (Speaker Information) PDFDocument1 pageBehind The Pretty Pictures (Speaker Information) PDFMas Arman TewoNo ratings yet
- Finite Element Analysis For Pressure Vessel Design - by - MichelDocument4 pagesFinite Element Analysis For Pressure Vessel Design - by - MichelaruatscribdNo ratings yet
- Part 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFDocument18 pagesPart 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFMas Arman Tewo0% (1)
- Dialnet AnalysingCommonMistakesInTranslationsOfTouristText 4419765 PDFDocument16 pagesDialnet AnalysingCommonMistakesInTranslationsOfTouristText 4419765 PDFEquipo CuatroNo ratings yet
- ''Let All God's Angels Worship Him'' - Gordon AllanDocument8 pages''Let All God's Angels Worship Him'' - Gordon AllanRubem_CLNo ratings yet
- 50 Sets of Puzzles and Seating Arrangement For IBPS PO Mains 2017 SolutionsDocument23 pages50 Sets of Puzzles and Seating Arrangement For IBPS PO Mains 2017 SolutionssaNo ratings yet
- Initial Evaluation in The 11th Form B1 LevelDocument2 pagesInitial Evaluation in The 11th Form B1 LevelDumitru GruscaNo ratings yet
- Irish Blessings and PrayersDocument17 pagesIrish Blessings and PrayersvivesurNo ratings yet
- Progressivism Lesson 3 The PresidentsDocument3 pagesProgressivism Lesson 3 The Presidentsapi-302923213No ratings yet
- Reactor (CSTR)Document12 pagesReactor (CSTR)fatiehah93100% (1)
- Parle Sales DistributionDocument21 pagesParle Sales Distributionkakki1088No ratings yet
- Syllabus 30A Fall 2014Document4 pagesSyllabus 30A Fall 2014Gabby TanakaNo ratings yet
- Arp ReflectionDocument3 pagesArp Reflectionapi-317806307No ratings yet
- TOS-GRADE-10 EnglishDocument2 pagesTOS-GRADE-10 EnglishPRINCESS VILLASANTANo ratings yet
- Optimizing Local Geoid Undulation Model Using GPS Levelling Measurements and Heuristic Regression ApproachesDocument12 pagesOptimizing Local Geoid Undulation Model Using GPS Levelling Measurements and Heuristic Regression ApproachesLeni HelianiNo ratings yet
- Netscaler 10 With Citrix Triscale™ Technology: Download This SlideDocument40 pagesNetscaler 10 With Citrix Triscale™ Technology: Download This SlidePhong TrầnNo ratings yet
- 316 ch1Document36 pages316 ch1katherineNo ratings yet
- Karakteristik Morfologik Kambing Spesifik Lokal Di Kabupaten Samosir Sumatera UtaraDocument6 pagesKarakteristik Morfologik Kambing Spesifik Lokal Di Kabupaten Samosir Sumatera UtaraOlivia SimanungkalitNo ratings yet
- Edgar Allan Poe's "The RavenDocument3 pagesEdgar Allan Poe's "The RavenЖанна ФодееваNo ratings yet
- Scada Programable Logic Control MCQDocument2 pagesScada Programable Logic Control MCQAbhigya Bhatnagar85% (13)
- My Reading Experience of 'Hello Bastar' Highlighting Development, Decentralization and DefenseDocument3 pagesMy Reading Experience of 'Hello Bastar' Highlighting Development, Decentralization and DefenseSri Tejaswini Mantena0% (1)
- 471-3 - 35 CentsDocument6 pages471-3 - 35 Centsashok9705030066100% (1)
- Crane's Manual - CV ValuesDocument14 pagesCrane's Manual - CV Valuesnghiemta18No ratings yet
- Endocrine System Multiple Choice QuestionsDocument42 pagesEndocrine System Multiple Choice QuestionswanderagroNo ratings yet
- Di Bella Et Al 2004Document13 pagesDi Bella Et Al 2004Emilio Patané SpataroNo ratings yet
- 1.7 The Lagrangian DerivativeDocument6 pages1.7 The Lagrangian DerivativedaskhagoNo ratings yet
- NSTP 2 Modules Lesson on Community OrganizingDocument14 pagesNSTP 2 Modules Lesson on Community OrganizingJestony Riray CagmatNo ratings yet