You might also like
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocument48 pagesAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNo ratings yet
- Advanced Ceramics Excel in High-SpeedDocument4 pagesAdvanced Ceramics Excel in High-SpeedgzmyldsNo ratings yet
- Die Casting AlloysDocument75 pagesDie Casting AlloysYuvaraj YuvarajNo ratings yet
- Welding Domex SteelsDocument16 pagesWelding Domex Steelspozolab100% (1)
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- U030 enDocument28 pagesU030 enkiran_wakchaureNo ratings yet
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50No ratings yet
- Pas CTG Tur Cer-Cermet enDocument36 pagesPas CTG Tur Cer-Cermet enshumi27No ratings yet
- Welding Electrodes Types and Application Procedures Welding DefectsDocument77 pagesWelding Electrodes Types and Application Procedures Welding DefectsmkpqNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi75% (4)
- Friction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasDocument10 pagesFriction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasB Vijaya KumarNo ratings yet
- Maraging Steel's Superior Strength and ToughnessDocument4 pagesMaraging Steel's Superior Strength and ToughnessJayanthiANo ratings yet
- About Welding Process 46Document1 pageAbout Welding Process 46XerexNo ratings yet
- Welding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191Document5 pagesWelding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191JulioNo ratings yet
- Documents - Pub - Advanced Welding TechnologyDocument60 pagesDocuments - Pub - Advanced Welding TechnologybalamuruganNo ratings yet
- Welding NPTEL Lecturers - Part4Document30 pagesWelding NPTEL Lecturers - Part4Sai ChaithanyaNo ratings yet
- Guide Cast Iron Welding TechniquesDocument8 pagesGuide Cast Iron Welding TechniquesAgustine SetiawanNo ratings yet
- Fundamentals of Welding ProcessesDocument80 pagesFundamentals of Welding ProcessesVivek Satapathy100% (1)
- Cast and Wrought Base-Metal AlloysDocument40 pagesCast and Wrought Base-Metal AlloysManish SharmaNo ratings yet
- Stainless Steel AOD Operation and Slag OptimisationDocument41 pagesStainless Steel AOD Operation and Slag OptimisationRamiz Shaikh100% (1)
- Asi304& Mild SteelDocument28 pagesAsi304& Mild SteelArnab BhattacharyaNo ratings yet
- Final ReviewDocument34 pagesFinal Reviewmohanmech2006886No ratings yet
- Assigmnent (1) of Material Technology Subimtted by Jaskirat Singh IMS ID 19BME1015 Submitted To DR - Gyanendra SinghDocument4 pagesAssigmnent (1) of Material Technology Subimtted by Jaskirat Singh IMS ID 19BME1015 Submitted To DR - Gyanendra Singhpsychic DreamerNo ratings yet
- P 1554452Document4 pagesP 1554452GusmoNo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- Experimental Investigation on Improving the Weldability of Cast IronDocument6 pagesExperimental Investigation on Improving the Weldability of Cast IronPavan KallempudiNo ratings yet
- Base Metal Alloys Used in Fixed and RemoveableDocument72 pagesBase Metal Alloys Used in Fixed and RemoveableKhushi DesaiNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Chapter 5-Metal AlloysDocument74 pagesChapter 5-Metal AlloysMohd AziziNo ratings yet
- Surface roughness modelling in super duplex stainless steel turningDocument16 pagesSurface roughness modelling in super duplex stainless steel turningfatinNo ratings yet
- JSW CRS TMT RebarDocument16 pagesJSW CRS TMT Rebarsri projectssNo ratings yet
- KEM.545.182Document7 pagesKEM.545.182katfyNo ratings yet
- Introduction to SS Welding and Tig Welding TechniquesDocument41 pagesIntroduction to SS Welding and Tig Welding TechniquesaravindanNo ratings yet
- Welding CopperDocument9 pagesWelding CopperSudhakar KumarNo ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Duplex Stainless SteelsDocument19 pagesDuplex Stainless SteelsdinaksNo ratings yet
- Welding of Copper and Its AlloysDocument30 pagesWelding of Copper and Its Alloysaj87_goswami100% (2)
- Thermite Welding PDFDocument4 pagesThermite Welding PDFAmiableimpexNo ratings yet
- Anderson CrackinginAluminumAlloysDocument35 pagesAnderson CrackinginAluminumAlloysamine100% (1)
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNo ratings yet
- Advanced Welding TechnologyDocument60 pagesAdvanced Welding TechnologySwati AgarwalNo ratings yet
- T 6061Document5 pagesT 6061Zoran DanilovNo ratings yet
- Laser Beam Welds of 15CDV6 SteelDocument4 pagesLaser Beam Welds of 15CDV6 SteelKarthik RaoNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- Porosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering ADocument7 pagesPorosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AgiokniessNo ratings yet
- Friction Stir Welding of Structural Steel S235 and S355Document7 pagesFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboNo ratings yet
- Advanced Cutting ToolDocument11 pagesAdvanced Cutting ToolArun VigneshNo ratings yet
- Semiconductor Metallization TechnologiesDocument32 pagesSemiconductor Metallization TechnologiesDonnie SenomioNo ratings yet
- Welding DefectsDocument36 pagesWelding DefectsSunilNo ratings yet
- Extra QuestionDocument5 pagesExtra QuestionIslam MohammedNo ratings yet
- Welding and Casting ProcessDocument84 pagesWelding and Casting ProcessSharif OsmanNo ratings yet
- J C Gupta & SonsDocument9 pagesJ C Gupta & Sons068999No ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- WeldingDocument3 pagesWeldingRehan AmeenNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Icamb - 1008Document7 pagesIcamb - 1008sivakgpulNo ratings yet
- Icamb - 1013Document6 pagesIcamb - 1013sivakgpulNo ratings yet
- Icamb - 1014Document4 pagesIcamb - 1014sivakgpulNo ratings yet
- Icamb - 1019Document7 pagesIcamb - 1019sivakgpulNo ratings yet
- Icamb - 1012Document5 pagesIcamb - 1012sivakgpulNo ratings yet
- FEM by BatheDocument1,050 pagesFEM by BathesivakgpulNo ratings yet
- Icamb - 1009Document5 pagesIcamb - 1009sivakgpulNo ratings yet
- Icamb - 1011Document5 pagesIcamb - 1011sivakgpulNo ratings yet
- Icamb - 1001Document7 pagesIcamb - 1001sivakgpulNo ratings yet
- An InCT TotalSim SandstoneDocument2 pagesAn InCT TotalSim SandstonesivakgpulNo ratings yet
- 1st Session - DR.V - SenthilkumarDocument38 pages1st Session - DR.V - SenthilkumarsivakgpulNo ratings yet
- 2nd Session - Dr. S. P. AsokDocument80 pages2nd Session - Dr. S. P. AsoksivakgpulNo ratings yet
- CAE On Top Revolutionary Solutions4CAE Geometry PreparationDocument2 pagesCAE On Top Revolutionary Solutions4CAE Geometry PreparationsivakgpulNo ratings yet
- CAE On Top Revolutionary Solutions4CAE Geometry PreparationDocument2 pagesCAE On Top Revolutionary Solutions4CAE Geometry PreparationsivakgpulNo ratings yet
- An InCT TotalSim SandstoneDocument2 pagesAn InCT TotalSim SandstonesivakgpulNo ratings yet
- BME Mama 05122011Document8 pagesBME Mama 05122011sivakgpulNo ratings yet
- 3 Matic Revolutionise FEAandFCDDocument8 pages3 Matic Revolutionise FEAandFCDsivakgpulNo ratings yet
- Dr. Janaki RamDocument34 pagesDr. Janaki RamsivakgpulNo ratings yet
- 2nd Session - Dr. S. P. AsokDocument80 pages2nd Session - Dr. S. P. AsoksivakgpulNo ratings yet
- 2nd Session - Dr.N.sivaprasadDocument156 pages2nd Session - Dr.N.sivaprasadsivakgpulNo ratings yet
- Evolution of modeling and simulation in weldingDocument77 pagesEvolution of modeling and simulation in weldingsivakgpulNo ratings yet
- Applications of Finite Element Method in Bio-Medical EngineeDocument72 pagesApplications of Finite Element Method in Bio-Medical EngineesivakgpulNo ratings yet
- Simulated AnnealinDocument55 pagesSimulated AnnealinsithansakthiNo ratings yet
- DR PadmanabhamDocument34 pagesDR PadmanabhamsivakgpulNo ratings yet
- Dr. Amitava de PDFDocument25 pagesDr. Amitava de PDFsivakgpulNo ratings yet
- Thesis For SastraDocument24 pagesThesis For SastrasivakgpulNo ratings yet
- Chemical EtchingDocument3 pagesChemical EtchingoppenheimerNo ratings yet
- YEZ-Conical Brake MotorDocument3 pagesYEZ-Conical Brake MotorMech MallNo ratings yet
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- 13-2021مواصفات الفنية لقطع غيار المكيفاتDocument4 pages13-2021مواصفات الفنية لقطع غيار المكيفاتTawfeeq Al-HababbiNo ratings yet
- Astm D-2361Document4 pagesAstm D-2361Claudia Da Rolt0% (1)
- ANR causes and solutionsDocument2 pagesANR causes and solutionsPRAKHAR SRIVASTAVANo ratings yet
- ISCM World Music Days 2019 - Selected WorksDocument3 pagesISCM World Music Days 2019 - Selected WorksBobNo ratings yet
- 1 Project ManagementDocument14 pages1 Project Managementyaswanth119No ratings yet
- Ficha Tecnica 750 GPMDocument156 pagesFicha Tecnica 750 GPMByron Chele0% (2)
- ICT PresentationDocument13 pagesICT PresentationThe Leo LoverNo ratings yet
- Aesculap: F E S SDocument28 pagesAesculap: F E S SEcole AcharafNo ratings yet
- How To Unbrick AT&T Galaxy S5 SM-G900A Soft-Brick Fix & Restore To Stock Firmware Guide - GalaxyS5UpdateDocument21 pagesHow To Unbrick AT&T Galaxy S5 SM-G900A Soft-Brick Fix & Restore To Stock Firmware Guide - GalaxyS5UpdateMarce CJ100% (1)
- 2 Biogas Kristianstad Brochure 2009Document4 pages2 Biogas Kristianstad Brochure 2009Baris SamirNo ratings yet
- BS 5896 2010Document33 pagesBS 5896 2010shashiresh50% (2)
- Adhokshaj Mishra: Thwarting The Surveillance in Online CommunicationDocument24 pagesAdhokshaj Mishra: Thwarting The Surveillance in Online CommunicationGauravRajNo ratings yet
- Total Drill Cost CalculatorDocument3 pagesTotal Drill Cost CalculatorRenéAlvarezPolo100% (2)
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDocument1 pageSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricNo ratings yet
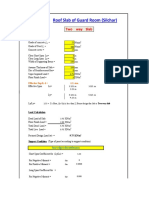
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- HT Series: 73-136Kw I Up To 12 Mppts Three PhaseDocument2 pagesHT Series: 73-136Kw I Up To 12 Mppts Three PhasesyamprasadNo ratings yet
- DS450 Shop Manual (Prelim)Document94 pagesDS450 Shop Manual (Prelim)GuruRacerNo ratings yet
- Services Marketing: Consumer Behavior in Services Unit 2Document78 pagesServices Marketing: Consumer Behavior in Services Unit 2mpsrishaNo ratings yet
- Jotafloor SL UniversalDocument6 pagesJotafloor SL UniversalrogandatambunanNo ratings yet
- Indus Water Treaty & Emerging Water IssuesDocument24 pagesIndus Water Treaty & Emerging Water Issuesu1umarNo ratings yet
- Nazneen Wahab CVDocument5 pagesNazneen Wahab CVRavi MittalNo ratings yet
- TN 46Document23 pagesTN 46Khalil AhmadNo ratings yet
- Grant Park Platform Bedroom Set Furniture RowDocument1 pageGrant Park Platform Bedroom Set Furniture Rowjyzjz6sr65No ratings yet
- Fundamentals 2014Document959 pagesFundamentals 2014Angelo Vittorio VettorazziNo ratings yet
- Aikah ProfileDocument20 pagesAikah ProfileMohammad ZeeshanNo ratings yet
- Valve Group-Control - AuxiliaryDocument3 pagesValve Group-Control - AuxiliarythierrylindoNo ratings yet
- Astral Column Pipe PricelistDocument4 pagesAstral Column Pipe PricelistVaishamNo ratings yet
- Varco Manual ElevatorDocument54 pagesVarco Manual ElevatorJohn Jairo Simanca Castillo100% (1)