You might also like
- Fresadora Concept Mill 155 PracticasDocument19 pagesFresadora Concept Mill 155 PracticasJule LopezNo ratings yet
- Descripción de Diferentes Fresas y Maquinado de Espiral y AvionDocument15 pagesDescripción de Diferentes Fresas y Maquinado de Espiral y AvionRamón MarentesNo ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Casio Algebra FX 2.0 Plus Guía Usuario PDFDocument450 pagesCasio Algebra FX 2.0 Plus Guía Usuario PDFCarlos Alberto Ríos Stange67% (6)
- Manual de Programacion en Sinumerik 802sDocument14 pagesManual de Programacion en Sinumerik 802sMarques RodriguezNo ratings yet
- Control Numerico Fanuc Oi Mate TCDocument4 pagesControl Numerico Fanuc Oi Mate TCoctavio100% (1)
- Programacion Torno CNC Fagor 8050Document62 pagesProgramacion Torno CNC Fagor 8050Ju Ca100% (1)
- Solución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DFrom EverandSolución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DNo ratings yet
- Proceso de mecanización por arranque de viruta. FMEH0109From EverandProceso de mecanización por arranque de viruta. FMEH0109Rating: 5 out of 5 stars5/5 (1)
- 2014 06 16 - 03 01 03105219 PDFDocument13 pages2014 06 16 - 03 01 03105219 PDFs_barriosNo ratings yet
- Instrucción G00Document78 pagesInstrucción G0013239563No ratings yet
- Manual Usuario Sinumerik 810 TDocument16 pagesManual Usuario Sinumerik 810 TVíctor Benavides50% (2)
- Puesta A Puntos Maquinas Fanuc 21t y 21mDocument7 pagesPuesta A Puntos Maquinas Fanuc 21t y 21mMecanizado SenaNo ratings yet
- Tips para Programación en CM Con Control FANUCDocument6 pagesTips para Programación en CM Con Control FANUCCARLOSNo ratings yet
- Sistema de Encendido Leadwell v-20Document3 pagesSistema de Encendido Leadwell v-20andresbloodriverNo ratings yet
- Control Numerico Fanuc Oi Mate TC Con FigurasDocument20 pagesControl Numerico Fanuc Oi Mate TC Con FigurasAndres AriasNo ratings yet
- Fresadora 5-8Document16 pagesFresadora 5-8Itzel Vázquez GarzaNo ratings yet
- Mill 105Document6 pagesMill 105Cesar CanulNo ratings yet
- Decalaje MIIL 105Document6 pagesDecalaje MIIL 105Cesar CanulNo ratings yet
- Maquinas CNCDocument37 pagesMaquinas CNCDanilo PillajoNo ratings yet
- Curso Torno-Cnc DynaDocument19 pagesCurso Torno-Cnc DynaJorge Sarmiento100% (1)
- Programación CNC de la pieza 8Document22 pagesProgramación CNC de la pieza 8Borja Magdaleno AntepazoNo ratings yet
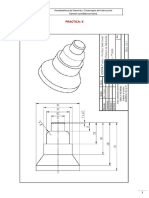
- TORNO PRACTICAS 6 y 8Document22 pagesTORNO PRACTICAS 6 y 8MmrtnNo ratings yet
- Reglaje de Herrasmientas Fagor Torno y Fresadora - 8025TDocument16 pagesReglaje de Herrasmientas Fagor Torno y Fresadora - 8025TDavid Obrien100% (1)
- Decalaje de pieza CNC: Reporte de práctica 1Document11 pagesDecalaje de pieza CNC: Reporte de práctica 1nisiNo ratings yet
- CNC-PartesDocument7 pagesCNC-PartesleonardoNo ratings yet
- CNCDocument30 pagesCNCtemigaNo ratings yet
- Manual de corte por chorro de aguaDocument16 pagesManual de corte por chorro de aguaABRAHAM VIZALLA AUCANo ratings yet
- Control numérico Fanuc Oi Mate TCDocument6 pagesControl numérico Fanuc Oi Mate TCCarlos AlbertoNo ratings yet
- Manual Casio PDFDocument595 pagesManual Casio PDFEduardo Nuñez100% (1)
- Coordenadas Absolutas e Increment AlesDocument25 pagesCoordenadas Absolutas e Increment AlesAngelica Patricia Laiton Pinilla100% (1)
- Fundamentos Programación CNCDocument20 pagesFundamentos Programación CNCSamuel GallegoNo ratings yet
- Operacion KiwaDocument8 pagesOperacion KiwaParrato MasNo ratings yet
- Fiallos Robert Tarea 1 Coordenadas Absolutas e IncrementalesDocument6 pagesFiallos Robert Tarea 1 Coordenadas Absolutas e Incrementalesrobert123No ratings yet
- Puesta A Punto Torno CNC Ref 6032Document2 pagesPuesta A Punto Torno CNC Ref 6032Mecanizado SenaNo ratings yet
- Laboratorio de CNC: Prácticas básicas de operación y programaciónDocument13 pagesLaboratorio de CNC: Prácticas básicas de operación y programaciónSamantha CepedaNo ratings yet
- Operación de La MCUDocument2 pagesOperación de La MCUCobalt DevilNo ratings yet
- Manual de operación fresadora CNC EMCO Concept Mill 105Document25 pagesManual de operación fresadora CNC EMCO Concept Mill 105Wongsterz wongNo ratings yet
- Ejercicio CNCDocument13 pagesEjercicio CNCMario EspinozaNo ratings yet
- Estructura de Un Programa 2014 AmpliadoDocument48 pagesEstructura de Un Programa 2014 AmpliadoMargarita Vimos100% (1)
- Programación CNC básicaDocument14 pagesProgramación CNC básicaAlekx PedrazaNo ratings yet
- G01 Interpolación lineal CNC ejemplosDocument24 pagesG01 Interpolación lineal CNC ejemploshiram54No ratings yet
- Guía Rápida Trimble 3600Document12 pagesGuía Rápida Trimble 3600yaneth100% (1)
- Manual de Instrucciones CASIO ALGEBRA FX 2.0 PLUS SDocument2 pagesManual de Instrucciones CASIO ALGEBRA FX 2.0 PLUS SDana ReedNo ratings yet
- FMS Practica1 SegundaUnidad Compensación de Herramientas en Radio y AlturaDocument20 pagesFMS Practica1 SegundaUnidad Compensación de Herramientas en Radio y AlturaSuriNo ratings yet
- Apuntes C N CDocument43 pagesApuntes C N CJuan Gerardo Jalpa VillanuevaNo ratings yet
- Practica 7Document11 pagesPractica 7Alejandro Lapo GonzalEzNo ratings yet
- 3b Torno CNCDocument35 pages3b Torno CNCJuanAntonioSilvaHipólitoNo ratings yet
- Unidad II - 4 Programacion Control NumericoDocument41 pagesUnidad II - 4 Programacion Control Numericofrank royer gomez bravoNo ratings yet
- Funciones PreparatoriasDocument15 pagesFunciones PreparatoriasDenis CruxNo ratings yet
- Manual Calculadorea Casio fx-350MS PDFDocument2 pagesManual Calculadorea Casio fx-350MS PDFJorgeWillyRiosVelasquez100% (1)
- Aligneo Pocket Guide Ali-9.112!02!08 3.03 eDocument2 pagesAligneo Pocket Guide Ali-9.112!02!08 3.03 efestradav100% (1)
- Cycle 95 Desbaste InteriorDocument10 pagesCycle 95 Desbaste InteriorArturoNo ratings yet
- Manual Calculadora SharpDocument16 pagesManual Calculadora Sharpuni_raulNo ratings yet
- ActividadVExperiencial Dibujo CNC 02Document36 pagesActividadVExperiencial Dibujo CNC 02Jose Luis Feliciano MaytaNo ratings yet
- FieldGenius Tutorial 2Document18 pagesFieldGenius Tutorial 2Steven FoxNo ratings yet
- UF1254 - Reparación o sustitución de elementos estructurales de vehículosFrom EverandUF1254 - Reparación o sustitución de elementos estructurales de vehículosRating: 4.5 out of 5 stars4.5/5 (3)
- Curso Completo de Electronica de PotenciaDocument155 pagesCurso Completo de Electronica de PotenciaAmenhotep ÜbermenschNo ratings yet
- Bahco Bandsaws Metal Cutting Tools-SpanishDocument44 pagesBahco Bandsaws Metal Cutting Tools-SpanishNestor Hugo Garcia RomoNo ratings yet
- Manual de CNCDocument70 pagesManual de CNCJorge Hugo Quezada Carrillo100% (9)
- IGBT EUPEC BSM 200 GB 120 DN2 pruebas mediciónDocument1 pageIGBT EUPEC BSM 200 GB 120 DN2 pruebas mediciónNestor Hugo Garcia RomoNo ratings yet
- Grasa Linea IndustrialDocument50 pagesGrasa Linea IndustrialNestor Hugo Garcia RomoNo ratings yet
- Protocolo de Evaluación de DisglosiasDocument14 pagesProtocolo de Evaluación de DisglosiasRebeca Zeivy HaasNo ratings yet
- Sensibilización Ucv - 2019 Ii Grupo B4Document12 pagesSensibilización Ucv - 2019 Ii Grupo B4Felipe MuñozNo ratings yet
- Reforzamiento A Cortante Sika CarbodurDocument15 pagesReforzamiento A Cortante Sika CarbodurLuis Gonzales100% (1)
- TCO02 TareaDocument4 pagesTCO02 TareaAlmudena Gonzalez PeinadoNo ratings yet
- Formato Hoja de Vida IndicadoresDocument6 pagesFormato Hoja de Vida IndicadoresLorena MartinezNo ratings yet
- Banco de Credito RetencionDocument1 pageBanco de Credito RetencionsuavenitaNo ratings yet
- 7 Nervios OculomotoresDocument48 pages7 Nervios Oculomotorescarlos hendrickNo ratings yet
- Desastre ChosicaDocument30 pagesDesastre ChosicaKaterineKataleyaNo ratings yet
- Juegos Matemáticos para Educación InfantilDocument13 pagesJuegos Matemáticos para Educación InfantilMiguel Santos100% (2)
- Terapia TransfusionalDocument30 pagesTerapia TransfusionalJosé Ricardo Licona RicoNo ratings yet
- Cartilla Operacional BrigadasDocument22 pagesCartilla Operacional Brigadaselvis andinoNo ratings yet
- Fabr Lumeal Ga 0399.001 EsDocument234 pagesFabr Lumeal Ga 0399.001 EsIsraelGonzalezMorenoNo ratings yet
- CrisisDocument290 pagesCrisisPanagiotis DoulosNo ratings yet
- Sistemas digitales: definición, importancia y ejemplosDocument2 pagesSistemas digitales: definición, importancia y ejemplosDavid GutiérrezNo ratings yet
- Trabajo ParasitologiaDocument9 pagesTrabajo ParasitologiaMiguel NavarroNo ratings yet
- Principios Basicos en El Tratamiento de LasDocument118 pagesPrincipios Basicos en El Tratamiento de LasCristian BlacuttNo ratings yet
- Marco Teorico 12345Document6 pagesMarco Teorico 12345gaby2018No ratings yet
- Op-Bog. Inspecciã - N VehicularDocument5 pagesOp-Bog. Inspecciã - N VehicularPuntico VerdeNo ratings yet
- Manual Del AnticoaguladoDocument36 pagesManual Del AnticoaguladoJorge De La Cruz RodriguezNo ratings yet
- Costos RelevantesDocument18 pagesCostos RelevantesYesenia Hallasi Ticona100% (1)
- Planificacion Ciencias Naturales, Abril 2024Document11 pagesPlanificacion Ciencias Naturales, Abril 2024Alejandra RamirezNo ratings yet
- Pruebas Sustantivas y de Cumplimiente - Yermin ArizalaDocument2 pagesPruebas Sustantivas y de Cumplimiente - Yermin ArizalaYerminJNo ratings yet
- Proyecto InfoDocument2 pagesProyecto InfoGERARDO EMIR VALDEZ CABRERANo ratings yet
- GRUPO 9 - FASE ANALISIS EVIDENCIA 2 - Características Diferenciadoras de La FPI y La Educación Superior en Colombia - ESP. PPFP 2023Document10 pagesGRUPO 9 - FASE ANALISIS EVIDENCIA 2 - Características Diferenciadoras de La FPI y La Educación Superior en Colombia - ESP. PPFP 2023JimenaNo ratings yet
- Tecnicas de IntegracionDocument31 pagesTecnicas de Integracionnina yadiraNo ratings yet
- Instalar Microsoft Dynamics CRM Server 2016Document11 pagesInstalar Microsoft Dynamics CRM Server 2016Jose A Aparicio FernandezNo ratings yet
- Fractura de CráneoDocument7 pagesFractura de CráneovanesaNo ratings yet
- Citación ReunionDocument2 pagesCitación Reunionyenny solerNo ratings yet
- 10 Bloques PatronDocument15 pages10 Bloques Patronjhonny0% (1)
- Nomenclatura de Los LipidosDocument2 pagesNomenclatura de Los LipidosDaniela LugoNo ratings yet