You might also like
- Auto ComponentsDocument9 pagesAuto ComponentsbattlestrokerNo ratings yet
- Basic Phases of AccountingDocument6 pagesBasic Phases of AccountingAnamika Rai PandeyNo ratings yet
- Promotional Strategies Adopted by Insurance IndustryDocument63 pagesPromotional Strategies Adopted by Insurance Industrycharu100% (1)
- Territory - Management - Concepts - Oracle PDFDocument19 pagesTerritory - Management - Concepts - Oracle PDFdprakaash7576No ratings yet
- Topic 8 - Managing Early Growth of The New VentureDocument11 pagesTopic 8 - Managing Early Growth of The New VentureMohamad Amirul Azry Chow100% (3)
- Production SystemDocument5 pagesProduction SystemPratiksinh VaghelaNo ratings yet
- Miller Heiman Sales Performance JournalDocument9 pagesMiller Heiman Sales Performance JournalRob Hartnett100% (1)
- RecruitmentSelectionAndRetention MB034 QuestionDocument22 pagesRecruitmentSelectionAndRetention MB034 QuestionAiDLo100% (1)
- Employee Resourcing StrategyDocument18 pagesEmployee Resourcing Strategydeepthishaji75% (4)
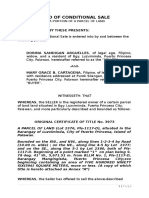
- Deed of Conditional SaleDocument4 pagesDeed of Conditional Saleheymissruby71% (14)
- Material Management PDFDocument2 pagesMaterial Management PDFprakhar31100% (3)
- Unit 2 HR Acquisition & RetentionDocument158 pagesUnit 2 HR Acquisition & RetentionaKSHAT sHARMA100% (1)
- Term Paper of Supply Chain ManagementDocument11 pagesTerm Paper of Supply Chain ManagementShuvro Ahsan67% (3)
- Types of Production SystemDocument6 pagesTypes of Production SystemJyoti NawlaniNo ratings yet
- Choueri Real Estate Company ProfileDocument13 pagesChoueri Real Estate Company ProfileDann TranNo ratings yet
- Case Studies 1Document3 pagesCase Studies 1Anamika Rai Pandey100% (1)
- Global Supply Chain Business ProcessDocument5 pagesGlobal Supply Chain Business ProcessDeepthi PakalapatiNo ratings yet
- Hospitality Marketing Management PDFDocument642 pagesHospitality Marketing Management PDFMuhamad Armawaddin100% (6)
- 1-Integrated Materials ManagementDocument24 pages1-Integrated Materials Managementmrfun123No ratings yet
- Factors Affecting Production Planning and ControlDocument7 pagesFactors Affecting Production Planning and Controlharshdeep mehtaNo ratings yet
- Roshini Project ReportDocument68 pagesRoshini Project ReportPavithra SaravananNo ratings yet
- Marketing Plan of A ToothpasteDocument11 pagesMarketing Plan of A Toothpastedarklyme2100% (3)
- Inventory Management of Big Bazaar (Thane)Document59 pagesInventory Management of Big Bazaar (Thane)Aniket Patil100% (2)
- Mustika RatuDocument8 pagesMustika RatuddNo ratings yet
- SWOT Analysis of Garment Industry of NepalDocument4 pagesSWOT Analysis of Garment Industry of NepalTejas Patel100% (1)
- Sikkim Manipal University ProjectDocument7 pagesSikkim Manipal University ProjectAnil Kumar SinghNo ratings yet
- Recent Trends in OmDocument3 pagesRecent Trends in OmSathiyan HR50% (2)
- Inventory ManagementDocument41 pagesInventory ManagementK. ShruthiNo ratings yet
- Applications of OR - Success StoriesDocument3 pagesApplications of OR - Success StoriesClarice Pabunan100% (2)
- Growing Use of Temporary and Contingent WorkersDocument4 pagesGrowing Use of Temporary and Contingent Workerssajid bhattiNo ratings yet
- Compare The Forecasting Methods On The Basis of BIAS, MAD, MSE, MAPE, and Tracking SignalDocument13 pagesCompare The Forecasting Methods On The Basis of BIAS, MAD, MSE, MAPE, and Tracking Signalkamrul hasanNo ratings yet
- Chapter 4 Material Requirements PlanningDocument8 pagesChapter 4 Material Requirements PlanningKamble AbhijitNo ratings yet
- Summer Internship Project Report - A Study On Job Satisfaction at CompanyDocument62 pagesSummer Internship Project Report - A Study On Job Satisfaction at CompanyKushagra purohitNo ratings yet
- Integrated Materials ManagementDocument7 pagesIntegrated Materials ManagementJoju Johny100% (1)
- Case SummaryDocument7 pagesCase SummaryManjurul Haque100% (1)
- 17.elements of Good HRDDocument3 pages17.elements of Good HRDVishal67% (3)
- Exercises 1 - Business Processes - Fitter Snacker - GBIDocument1 pageExercises 1 - Business Processes - Fitter Snacker - GBISha Eem100% (1)
- Material MGT System@group Pharma MalurDocument90 pagesMaterial MGT System@group Pharma MalurCenu RomanNo ratings yet
- International Business: WTO Functions and Objectives Aoa, Gats, Trips, Trims by - Shraddha VichareDocument12 pagesInternational Business: WTO Functions and Objectives Aoa, Gats, Trips, Trims by - Shraddha VichareSHRADDHANo ratings yet
- MSDS - Bechem GreaseDocument4 pagesMSDS - Bechem GreaseSandeep0% (1)
- Inventory ManagementDocument48 pagesInventory ManagementNarendra ChhetriNo ratings yet
- Effects of Inventory Management System On Performance of Petroleum Stations in Kitale Town, KenyaDocument66 pagesEffects of Inventory Management System On Performance of Petroleum Stations in Kitale Town, KenyaJablack Angola MugabeNo ratings yet
- Inventory ManagementDocument77 pagesInventory ManagementNavin Jain80% (5)
- My OS Report at Terumo Penpol Ltd.Document81 pagesMy OS Report at Terumo Penpol Ltd.Ajith Kumar100% (7)
- Economic Order QuantityDocument9 pagesEconomic Order Quantitybanhi.guhaNo ratings yet
- Characteristics of Jit SystemDocument5 pagesCharacteristics of Jit SystemnehaNo ratings yet
- What Is Operational ResearchDocument4 pagesWhat Is Operational ResearchShalini YadavNo ratings yet
- ARJUN E S. HR Case Study AssignmentDocument2 pagesARJUN E S. HR Case Study AssignmentArjun SukumaranNo ratings yet
- Production Planning Questionnaire: 1 Enterprise StructureDocument19 pagesProduction Planning Questionnaire: 1 Enterprise Structurezaki83No ratings yet
- Employees GrievienceDocument63 pagesEmployees Grieviencebasheer100% (1)
- Mba Project Report On HDFC BankDocument17 pagesMba Project Report On HDFC BankSai YaminiNo ratings yet
- 69 Inventory Management ProposalDocument9 pages69 Inventory Management ProposalPrincess Lee100% (1)
- BSNL SwotDocument13 pagesBSNL SwotAbhishek Chaudhary100% (1)
- Economic Costs of Imperfect CompetitionDocument15 pagesEconomic Costs of Imperfect Competitionsszr88No ratings yet
- Inventory PDFDocument48 pagesInventory PDFHarshal WankhedeNo ratings yet
- Aarong PDFDocument73 pagesAarong PDFRinat Zaman Heme0% (1)
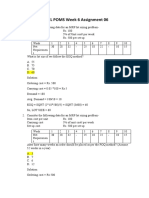
- NPTEL POMS Week 6 A06 - Final SolutionsDocument3 pagesNPTEL POMS Week 6 A06 - Final SolutionsAnurag SharmaNo ratings yet
- Chapter 7 Material Requirement Planning (MRP)Document18 pagesChapter 7 Material Requirement Planning (MRP)opio james100% (1)
- Project TQMDocument40 pagesProject TQMjagatapsvNo ratings yet
- Sample AssignmentDocument45 pagesSample AssignmentfahadNo ratings yet
- Inventory ManagementDocument17 pagesInventory ManagementVinay SinghNo ratings yet
- Mastercard HRP ProjectDocument8 pagesMastercard HRP ProjectkritikaNo ratings yet
- Inventory Management PPT 1st Review I MDocument11 pagesInventory Management PPT 1st Review I Maavula kalyaniNo ratings yet
- An Organizational Study On, Atlas Export Enterprises, ThirupurDocument64 pagesAn Organizational Study On, Atlas Export Enterprises, ThirupurShowmiya Maha0% (1)
- Introduction To SCMDocument28 pagesIntroduction To SCMRaviteja GogineniNo ratings yet
- Nestle ReportDocument59 pagesNestle Reportmonika_yadavNo ratings yet
- Barriers To Internal IntegrationDocument2 pagesBarriers To Internal IntegrationBinny Shukla100% (1)
- Dr. Rajendra Doiphode Ph.D. (IIT Bombay)Document36 pagesDr. Rajendra Doiphode Ph.D. (IIT Bombay)2020 83 Harshvardhan PatilNo ratings yet
- Pom - Materials Requirement Planning, SQC TQMDocument15 pagesPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.No ratings yet
- Mba Pom Q&aDocument5 pagesMba Pom Q&aRahulNo ratings yet
- Production Planning and Control: Prepared By, Mr. Nishant AgrawalDocument52 pagesProduction Planning and Control: Prepared By, Mr. Nishant AgrawalColonel AlbalNo ratings yet
- Chemistry HydrocarbonDocument3 pagesChemistry HydrocarbonAnamika Rai PandeyNo ratings yet
- Q2. What Are Backing Assets?Document1 pageQ2. What Are Backing Assets?Anamika Rai PandeyNo ratings yet
- K C Chakrabarty: Financial Inclusion and Banks - Issues and PerspectivesDocument9 pagesK C Chakrabarty: Financial Inclusion and Banks - Issues and PerspectivesAnamika Rai PandeyNo ratings yet
- Economic Scene in Pune Under The Rule of Peshwas - (18th Century)Document2 pagesEconomic Scene in Pune Under The Rule of Peshwas - (18th Century)Anamika Rai PandeyNo ratings yet
- International Financial Flows On India'S Economic Growth - in View of Changing Financial Market ScenarioDocument19 pagesInternational Financial Flows On India'S Economic Growth - in View of Changing Financial Market ScenarioAnamika Rai PandeyNo ratings yet
- Advance Search:: Home Acts Implemented Details of The Acts Implemented The Industrial Employment Act, 1946Document3 pagesAdvance Search:: Home Acts Implemented Details of The Acts Implemented The Industrial Employment Act, 1946Anamika Rai PandeyNo ratings yet
- Introduction To Poet Alfred Tennyson (1809-1892), English Poet Often Regarded As The Chief Representative of TheDocument9 pagesIntroduction To Poet Alfred Tennyson (1809-1892), English Poet Often Regarded As The Chief Representative of TheAnamika Rai PandeyNo ratings yet
- LiteratureDocument2 pagesLiteratureAnamika Rai PandeyNo ratings yet
- Classification of CustomsDocument2 pagesClassification of CustomsAnamika Rai PandeyNo ratings yet
- CBSE Class 12 Goodwill-Nature and Valuation PDFDocument4 pagesCBSE Class 12 Goodwill-Nature and Valuation PDFAnamika Rai Pandey33% (3)
- Q. 1) Explain in Detail The Various Levels of Organization Culture. Ans: IntroductionDocument7 pagesQ. 1) Explain in Detail The Various Levels of Organization Culture. Ans: IntroductionAnamika Rai Pandey0% (1)
- Brand ElementsDocument10 pagesBrand ElementsAnamika Rai PandeyNo ratings yet
- Extra DbmsDocument10 pagesExtra DbmsAnamika Rai PandeyNo ratings yet
- Sustainable Operations ManagementDocument11 pagesSustainable Operations ManagementAnup AgrawalNo ratings yet
- Glossary A: MBA (Sem. - II) Marketing ManagementDocument25 pagesGlossary A: MBA (Sem. - II) Marketing ManagementAnamika Rai PandeyNo ratings yet
- Characteristics of Data WarehousingDocument5 pagesCharacteristics of Data WarehousingAnamika Rai PandeyNo ratings yet
- Educational FundDocument3 pagesEducational FundAnamika Rai PandeyNo ratings yet
- SOGA - Charts PDFDocument9 pagesSOGA - Charts PDFleongNo ratings yet
- Maharaj Industry PVTDocument62 pagesMaharaj Industry PVTThippesh R100% (1)
- Case 5, 11, 17Document2 pagesCase 5, 11, 17Thomas Cipriano100% (1)
- Managing The Personal Selling Function: Group Members Vishal Sonawane Kadambari GhosalkarDocument14 pagesManaging The Personal Selling Function: Group Members Vishal Sonawane Kadambari GhosalkarKadambari GhosalkarNo ratings yet
- Accenture Driving Successful Change at NokiaDocument9 pagesAccenture Driving Successful Change at NokiaChaItanya KrIshnaNo ratings yet
- Marketing Assignment - CompletedDocument14 pagesMarketing Assignment - CompletedJIAN YONGNo ratings yet
- Ecommerce Capabilities For ModernDocument14 pagesEcommerce Capabilities For ModernMeeradnyee ManeNo ratings yet
- BNU Final Report 01Document19 pagesBNU Final Report 01HąMžƛ GhƛlißNo ratings yet
- Tips WaccDocument4 pagesTips WaccAfran KhalidNo ratings yet
- 456Document86 pages456Anmol GargNo ratings yet
- DanielDocument17 pagesDanielJerome MogaNo ratings yet
- Operations ManagerDocument3 pagesOperations Managerapi-78935153No ratings yet
- Chapter 01 Marketing CustomDocument222 pagesChapter 01 Marketing CustomM B singhNo ratings yet
- 15Document8 pages15Haseeb WaheedNo ratings yet
- Skistar Ab - Annual Report 2017 18Document88 pagesSkistar Ab - Annual Report 2017 18Alexander HertzbergNo ratings yet
- HIssue 157 LRDocument16 pagesHIssue 157 LRbibrahimNo ratings yet
- Sushant SOPDocument3 pagesSushant SOPAnonymous G6MM1W0No ratings yet
- Revised Case Study Format 2022 AutosavedDocument28 pagesRevised Case Study Format 2022 Autosavedaljunalex7No ratings yet
- Overview of Electronic Commerce: Learning ObjectivesDocument14 pagesOverview of Electronic Commerce: Learning ObjectivesTâm HuỳnhNo ratings yet
- D S M V: Joshua Joseph N. LABAYEN, of Legal Age, Filipino, andDocument2 pagesD S M V: Joshua Joseph N. LABAYEN, of Legal Age, Filipino, andEijneb OptionalNo ratings yet
- T0 2022-2023 MS FA - Schultz - SolutionDocument5 pagesT0 2022-2023 MS FA - Schultz - SolutionPAURUSH GUPTANo ratings yet