You might also like
- Lifting AnalysisDocument7 pagesLifting AnalysissaharuiNo ratings yet
- Dubbel-Handbook of Mechanical EngineeringDocument918 pagesDubbel-Handbook of Mechanical EngineeringJuan Manuel Domínguez93% (27)
- Principles of Geotechnical Engineering, SI Edition 9th Edition by Braja M. Das, Khaled Sobhan Solution ManualDocument14 pagesPrinciples of Geotechnical Engineering, SI Edition 9th Edition by Braja M. Das, Khaled Sobhan Solution ManualJehan Pahlevi100% (1)
- Hyper Valve PatentDocument15 pagesHyper Valve PatenttonytayicNo ratings yet
- The Oxford Solid State Basics, Solution ManualDocument199 pagesThe Oxford Solid State Basics, Solution Manualolvann86% (22)
- Mass, Stiffness, and Damping Matrix Estimates From Structural MeasurementsDocument7 pagesMass, Stiffness, and Damping Matrix Estimates From Structural Measurementscarlos0094No ratings yet
- The History and Physics of Magnetic Particle InspectionDocument51 pagesThe History and Physics of Magnetic Particle InspectiondaemsalNo ratings yet
- ANSYS Workbench 14.0 For Engineers and DesignersDocument1 pageANSYS Workbench 14.0 For Engineers and DesignersDreamtech Press25% (4)
- A Study On Cohesive Zone ModelDocument19 pagesA Study On Cohesive Zone ModelabishayNo ratings yet
- Sept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LDocument4 pagesSept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LRakeshNo ratings yet
- Us 3690255Document5 pagesUs 3690255wewewewNo ratings yet
- Description: (OCR Text May Contain Errors)Document3 pagesDescription: (OCR Text May Contain Errors)SachinNo ratings yet
- H. O. Pedersen Etal: 2 Sheets-Sheet 1 Filed March 20, 1962Document4 pagesH. O. Pedersen Etal: 2 Sheets-Sheet 1 Filed March 20, 1962Josh FullerNo ratings yet
- Inflation Of/ Balloon: Filed Mar-Ch 5, 1959Document4 pagesInflation Of/ Balloon: Filed Mar-Ch 5, 1959david19775891No ratings yet
- Cement Quality Enhancement With Multi Channel Burner in Kiln-DepartmentDocument10 pagesCement Quality Enhancement With Multi Channel Burner in Kiln-DepartmentShakil AhmadNo ratings yet
- Novel pile extracting device using steel sleeve water-gas injection methodDocument7 pagesNovel pile extracting device using steel sleeve water-gas injection methodVivek SharmaNo ratings yet
- US2210720 Rocket PatentDocument3 pagesUS2210720 Rocket PatentGedi MinsterNo ratings yet
- S Chapter 27Document14 pagesS Chapter 27jesusalbeirourbanoviverosNo ratings yet
- Us2960824 PDFDocument5 pagesUs2960824 PDFgrigNo ratings yet
- 1,018,037 ... Patented Feb. 20, 1912.: .??? Coax/K Wyùkkevaoma ????Document3 pages1,018,037 ... Patented Feb. 20, 1912.: .??? Coax/K Wyùkkevaoma ????fernando Ancaya AncayaNo ratings yet
- Controlling holding time in infusion heating apparatusDocument26 pagesControlling holding time in infusion heating apparatusalejjavierdelgadoNo ratings yet
- US3094165 Wheeler Manfac-PatentDocument7 pagesUS3094165 Wheeler Manfac-Patentsoubhadra nagNo ratings yet
- US5231917 - Wobble PistonDocument5 pagesUS5231917 - Wobble PistondevheadbotNo ratings yet
- V-shaped engine cylinder block designDocument8 pagesV-shaped engine cylinder block designLalit KumarNo ratings yet
- March 8, 1960 Y H. A. Longino 2,927,383: Filed June 3, 1958 2 Sheets-Sheet 1Document5 pagesMarch 8, 1960 Y H. A. Longino 2,927,383: Filed June 3, 1958 2 Sheets-Sheet 1david19775891No ratings yet
- Powers-Kennedy Co. v. Concrete Co., 282 U.S. 175 (1930)Document9 pagesPowers-Kennedy Co. v. Concrete Co., 282 U.S. 175 (1930)Scribd Government DocsNo ratings yet
- Us5282442 PDFDocument6 pagesUs5282442 PDFKrishnan SanthanarajNo ratings yet
- Wellhead Connector H4 TypeDocument9 pagesWellhead Connector H4 Typeste7ieNo ratings yet
- Buoyancy: The "Hidro" Self-Powered Generator of James KwokDocument14 pagesBuoyancy: The "Hidro" Self-Powered Generator of James KwokAlboresha RafidNo ratings yet
- Friction heat space heater patentDocument6 pagesFriction heat space heater patentBastien Gall de SilléNo ratings yet
- GT LL: NN W///, WM)Document5 pagesGT LL: NN W///, WM)lfilippiniNo ratings yet
- Jan. 16, 1962 J. A. Lyne 3:016w99l: Filed Jan. 26, 1959 2 Sheets-Sheet 1Document5 pagesJan. 16, 1962 J. A. Lyne 3:016w99l: Filed Jan. 26, 1959 2 Sheets-Sheet 1luiscremaschiNo ratings yet
- Rotating double shell heat exchange drumDocument5 pagesRotating double shell heat exchange drumaegosmithNo ratings yet
- Us4589264 PDFDocument6 pagesUs4589264 PDFRodrigoPomaNo ratings yet
- July 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Document5 pagesJuly 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Yanpiero BalladoresNo ratings yet
- Us 3823668Document4 pagesUs 3823668wewewewNo ratings yet
- Illlllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLDocument18 pagesIlllllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLSteric ZeytraNo ratings yet
- Umted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979Document12 pagesUmted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979_Asylum_No ratings yet
- Siled Sept. 8, 1966: T, N. NccomeDocument5 pagesSiled Sept. 8, 1966: T, N. NccomeliNo ratings yet
- Us 3378330Document5 pagesUs 3378330James LindonNo ratings yet
- Nov. 9, 1965 R. C. Frampton Etal 3,216,663: Filed Nov. 15, 1963 2 Sheets-Sheet 1Document5 pagesNov. 9, 1965 R. C. Frampton Etal 3,216,663: Filed Nov. 15, 1963 2 Sheets-Sheet 1Anggara T NugrahaNo ratings yet
- Measuring Ullage of a Vessel Using Air Pressure DropDocument6 pagesMeasuring Ullage of a Vessel Using Air Pressure DropAamir Shahzad100% (2)
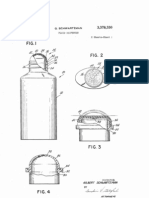
- June 4, 1957 B. Vonnegut - 2,794,341Document4 pagesJune 4, 1957 B. Vonnegut - 2,794,341Amit PandeyNo ratings yet
- July 5, 1966 P. H. Koch 3,259,111 : Filed June 25, 1964Document3 pagesJuly 5, 1966 P. H. Koch 3,259,111 : Filed June 25, 1964Anonymous KzJcjGCJbNo ratings yet
- Carburador de Hidrógeno PatE8Document7 pagesCarburador de Hidrógeno PatE8Maximo CozzettiNo ratings yet
- Negative Pressure Sanitary Installation Equipped With A Purifier of Gaseous FluidsDocument8 pagesNegative Pressure Sanitary Installation Equipped With A Purifier of Gaseous FluidsCarlos Javier Mendoza MendozaNo ratings yet
- June 3, 1958 B: Process and Apparatus For Carryinglout Reactio?S 'Document9 pagesJune 3, 1958 B: Process and Apparatus For Carryinglout Reactio?S 'Victor Von DoomNo ratings yet
- United States Patent (19) : B JornstadDocument4 pagesUnited States Patent (19) : B JornstadlfilippiniNo ratings yet
- Counter-pressure filler valve for beveragesDocument3 pagesCounter-pressure filler valve for beveragesbimalishaNo ratings yet
- United States Patent (191: McguganDocument6 pagesUnited States Patent (191: McguganJamesStenhouseNo ratings yet
- Original: FiledDocument4 pagesOriginal: FiledwcaskeyNo ratings yet
- Us 2109297Document6 pagesUs 2109297lfilippiniNo ratings yet
- US1926463Document3 pagesUS1926463Kamal Vijay Ram R SNo ratings yet
- Charles Nelson Pouge (US Pat. 1750354)Document5 pagesCharles Nelson Pouge (US Pat. 1750354)GaleriaTechniki.PLNo ratings yet
- Filed Sept. 8, l942Document4 pagesFiled Sept. 8, l942HaithemNo ratings yet
- US Patent for Injection Molding Gramophone Records with Regions of Differential Heating and CoolingDocument7 pagesUS Patent for Injection Molding Gramophone Records with Regions of Differential Heating and CoolingRagini SharmaNo ratings yet
- MNMNDocument4 pagesMNMNfernando Ancaya AncayaNo ratings yet
- Double-Pipe Heat Exchanger ProjectionsDocument10 pagesDouble-Pipe Heat Exchanger Projectionslambang wicaksonoNo ratings yet
- Guide to Vaporizing Liquid Fuel for EnginesDocument8 pagesGuide to Vaporizing Liquid Fuel for EnginesXavi Granados ContrerasNo ratings yet
- CarburettorsDocument4 pagesCarburettorsAlejandro GonzalezNo ratings yet
- Wash and Humidify Air with Early Air Washer DesignDocument3 pagesWash and Humidify Air with Early Air Washer DesignPriya TiwariNo ratings yet
- Label Applying Machine - US2684775A - Description - 20240304 - 1240Document3 pagesLabel Applying Machine - US2684775A - Description - 20240304 - 1240hana.hovorkovaNo ratings yet
- March23, 1954 J. L, Dunnlgan Y 2,672,853: Sealed Cooling System For Internal-Combustion EnginésDocument3 pagesMarch23, 1954 J. L, Dunnlgan Y 2,672,853: Sealed Cooling System For Internal-Combustion Enginésmonem2014No ratings yet
- Apparatus For Treating Sewage.: No. 659,503. I Patented Oct. 9, I900Document4 pagesApparatus For Treating Sewage.: No. 659,503. I Patented Oct. 9, I900Abdullah SimpsonNo ratings yet
- Us 2409624Document6 pagesUs 2409624Giovanni BlancoNo ratings yet
- 11/1 Ziiam FIN523 H: July 20, 1965 W. F. Huch 3,195,834Document3 pages11/1 Ziiam FIN523 H: July 20, 1965 W. F. Huch 3,195,834david19775891No ratings yet
- Executive Summary: Aluminum Alloy Vacuum Die-Casting Assistant System DevelopmentDocument2 pagesExecutive Summary: Aluminum Alloy Vacuum Die-Casting Assistant System DevelopmentjaydevpatelNo ratings yet
- Book 1Document2 pagesBook 1jaydevpatelNo ratings yet
- Torrent Power Online Payment ReceiptDocument1 pageTorrent Power Online Payment ReceiptjaydevpatelNo ratings yet
- Creo DesignDocument7 pagesCreo DesignjaydevpatelNo ratings yet
- RpithesisDocument43 pagesRpithesisvertugoNo ratings yet
- RpithesisDocument43 pagesRpithesisvertugoNo ratings yet
- HW 1 SolutionDocument12 pagesHW 1 SolutionESTUDIANTE JOSE DAVID MARTINEZ RODRIGUEZNo ratings yet
- Limit Test of Arsenic and Lead: - Tashi (91901263048)Document17 pagesLimit Test of Arsenic and Lead: - Tashi (91901263048)Tshering Yangzom NamdaNo ratings yet
- 2.2 - Mathematical Modeling & Transfer Function PDFDocument25 pages2.2 - Mathematical Modeling & Transfer Function PDFFatinnnnnn100% (1)
- Field Density of Soils by The Core Cutter MethodDocument6 pagesField Density of Soils by The Core Cutter Methodzahari_pmuNo ratings yet
- Fatigue and Fracture PDFDocument31 pagesFatigue and Fracture PDFpericharla ravivarmaNo ratings yet
- NPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsDocument2 pagesNPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsjimmymorelosNo ratings yet
- Numerical Scheme To Modeling Open Channels-5 PDFDocument10 pagesNumerical Scheme To Modeling Open Channels-5 PDFOdalis MatuteNo ratings yet
- Basic Concepts: Partial Differential Equations (Pde)Document19 pagesBasic Concepts: Partial Differential Equations (Pde)Aztec MayanNo ratings yet
- Grain Size Measurement According to ASTM StandardsDocument12 pagesGrain Size Measurement According to ASTM StandardsIPNo ratings yet
- 4 ESO Academics - Unit 01 - Exercises 1.2.Document10 pages4 ESO Academics - Unit 01 - Exercises 1.2.GoheimNo ratings yet
- Bsen 3310 Lab ReportDocument5 pagesBsen 3310 Lab Reportapi-271759053No ratings yet
- Chapter 8 - Center of Mass and Linear MomentumDocument21 pagesChapter 8 - Center of Mass and Linear MomentumAnagha GhoshNo ratings yet
- IwnDocument76 pagesIwnAzizur RahmanNo ratings yet
- MathemagicDocument10 pagesMathemagicAbhilash AgrawalNo ratings yet
- Campus News: Indian Institute of Technology MadrasDocument2 pagesCampus News: Indian Institute of Technology MadrasN Senthil Kumar VitNo ratings yet
- Presentation On Reinforcing Detailing of R.C.C MembersDocument29 pagesPresentation On Reinforcing Detailing of R.C.C Membersamitwwe007No ratings yet
- Dynamic Behavior of Chemical ProcessesDocument29 pagesDynamic Behavior of Chemical ProcessesDaniel GarcíaNo ratings yet
- Behavior of Steel Under TensionDocument6 pagesBehavior of Steel Under TensionAshNo ratings yet
- Leven William F 200605 PHD PDFDocument132 pagesLeven William F 200605 PHD PDFDeni ChanNo ratings yet
- COMP ENG 4TL4 Digital Signal Processing Lecture NotesDocument12 pagesCOMP ENG 4TL4 Digital Signal Processing Lecture NotesadiazNo ratings yet
- Title Composite Material Data Sheets TabDocument7 pagesTitle Composite Material Data Sheets TabffontanaNo ratings yet
- 1429 (Math and State)Document2 pages1429 (Math and State)Zameer HussainNo ratings yet
- 8.012 Physics I: Classical Mechanics: Mit OpencoursewareDocument3 pages8.012 Physics I: Classical Mechanics: Mit OpencoursewareGeozzzyNo ratings yet